一种用于3D打印的聚氨酯抗菌材料、制备方法及用途与流程
一种用于3d打印的聚氨酯抗菌材料、制备方法及用途
技术领域
[0001]
本发明涉及高分子材料加工领域,尤其涉及一种用于3d打印的聚氨酯抗菌材料、制备方法及用途。
背景技术:
[0002]
3d打印技术,即快速成型(rp)技术,它是以计算机三维设计模型为蓝本,运用金属粉末、陶瓷粉末、聚合物粉末材料通过逐层打印、叠加成型得到产品的一种新型加工成型技术。3d打印技术包括光固化成型技术(stereo lithography apparatus)、分层实体制造技术(laminated object manufacturing)、选择性激光烧技术(selective laser sintering)和熔融沉积成型技术(fused deposition manufacturing)。
[0003]
熔融沉积成型技术是应用最为广泛的3d打印技术,由美国学者scottcrump于1988年研制成功。该工艺是发展最快、最为成功且已经商业化的3d打印方法,采用该技术不仅可以制造出精确的模型和原形,还可以成形具有可靠结构的零件作为直接功能件使用。熔融沉积成型技术具有诸多优点,如材料选材广泛、适用性广、制造工艺比较简单、成形精度高,因此在现代制造业中受到越来越广泛的重视。
[0004]
然而,熔融沉积成型技术的最大问题是可供使用的聚合物材料十分有限。理论上,所有聚合物都可以用于熔融沉积成型工艺,但市场上可以用于熔融沉积成型的聚合物材料却很少,目前应用最广的为pla,pa和abs,而其他可用于熔融沉积成型的聚合物材料应用较少。同时这些材料通过熔融沉积成型工艺得到的制品的性能与传统加工工艺,例如注塑、挤出和铸造得到的制品的性能相比还有较大的差距。所以以熔融沉积成型工艺为主的3d打印技术还并未用于产品的工业化生产。
技术实现要素:
[0005]
本发明目的是针对上述缺陷,提供一种用于3d打印的聚氨酯抗菌材料、制备方法及用途,该聚氨酯复合材料由聚氨酯、无机填料和其它助剂组成。聚氨酯具有良好的柔韧性,其成功用于3d打印,拓宽了3d打印的应用范围。
[0006]
为了实现上述目的,本发明的技术方案是:
[0007]
一种用于3d打印的聚氨酯抗菌材料,该用于3d打印的聚氨酯抗菌材料的起始原料由以下组分组成,按重量份计为:
[0008]
聚氨酯100份
[0009]
无机填料0.1~5份
[0010]
光稳定剂0.1~0.5份
[0011]
抗氧剂0.1~0.5份。
[0012]
作为对上述技术方案的改进,无机填料为碳纳米管、石墨烯、氧化石墨烯、二氧化硅、碳酸钙、氧化锌、三氧化二铝、碳化硅、金、银、铁、粘土中的一种或几种的混合物。
[0013]
作为对上述技术方案的改进,所述光稳定剂为2,4-二羧基二苯甲酮、5-氯化苯并
三唑或2-羟基-4-正辛氧基二苯甲酮中的一种。
[0014]
作为对上述技术方案的改进,所述抗氧剂为四[β-(3,5-二叔丁基-4-羟基苯基)丙酸]季戊四醇酯、n,n'-双-(3-(3,5-二叔丁基-4-羟基苯基)丙酰基)己二胺、三[2,4-二叔丁基苯基]亚磷酸酯和β-(3,5-二叔丁基-4-羟基苯基)丙酸正十八碳醇酯中的一种或几种的混合物。
[0015]
作为对上述技术方案的改进,本发明并提供一种用于3d打印的聚氨酯抗菌材料的制备方法,该制备方法的步骤是:
[0016]
s1、将100份聚氨酯,0.1~5份无机填料,0.1~0.5份光稳定剂,0.1~0.5份抗氧剂用粉末混合机混合均匀,得到聚氨酯复合粉末材料;
[0017]
s2、将得到的聚氨酯复合粉末材料,经过双螺杆挤出机,制备成直径为1.75或2.85mm的聚氨酯复合丝条材料。
[0018]
作为对上述技术方案的改进,所述聚氨酯、无机填料、光稳定剂、抗氧剂材料经机械研磨法、冷冻粉碎法、溶剂沉淀法或喷雾干燥法中任一种方法制成粉末材料。
[0019]
作为对上述技术方案的改进,所述机械研磨法是指将聚氨酯粒料与无机填料一起加入机械研磨设备中,粉碎1~30次,得到聚氨酯复合粉料;所述机械研磨设备是指球磨机或磨盘结构粉碎机。
[0020]
作为对上述技术方案的改进,所述冷冻粉碎法是将聚氨酯粒料与无机填料一起冷冻后加入到机械研磨设备中,粉碎1~30次,得到聚氨酯复合粉料;所述机械研磨设备是指球磨机或磨盘结构粉碎机。
[0021]
作为对上述技术方案的改进,所述喷雾干燥法是将聚氨酯乳液与无机填料混合,加入到喷雾干燥设备中,在高压下将溶液喷出,与热空气接触,除去溶剂得到聚氨酯粉末材料。
[0022]
作为对上述技术方案的改进,所述溶剂沉淀法是将聚氨酯溶解在有机良溶剂中,再与无机填料混合,然后将混合溶液与聚氨酯的不有机良溶剂混合、沉淀,经过后处理得到聚氨酯复合粉料。
[0023]
作为对上述技术方案的改进,所述有机良溶剂为n,n-二甲基甲酰胺、1,4-二氧六环、四氢呋喃中的任一种;不有机良溶剂为甲醇、乙醇、异丙醇、甲苯、二甲苯、丙酮、丁酮、环己烷中的一种。
[0024]
作为对上述技术方案的改进,本发明并提供一种所述用于3d打印的聚氨酯抗菌材料的用途,所述用于3d打印的聚氨酯抗菌材料为丝条状,尺寸规格为1.75或2.85mm;用于3d打印包括熔融沉积成型(fdm)、选择性激光烧结(sls)、三维打印快速成型技术(3dp)。
[0025]
作为对上述技术方案的改进,所述用于3d打印的聚氨酯抗菌材料优选用于熔融沉积成型。
[0026]
与现有技术相比,本发明具有的优点和积极效果是:
[0027]
1、石墨烯等无机填料的引入改善了聚氨酯的激光烧结性能,并进一步增强了3d打印制品的力学性能;2、基体材料为聚氨酯,其具有良好的柔性,对于目前3d打印所使用的pla等材料仅能得到刚性制品,其大大拓宽了3d打印技术的应用范围。
具体实施方式
[0028]
下面将结合本发明的具体实施例,对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
[0029]
实施例1:
[0030]
本实施例的用于3d打印的聚氨酯抗菌材料,将100份聚氨酯,0.1份无机填料,0.1份光稳定剂,0.1份抗氧剂利用粉末混合机混合均匀,得到聚氨酯复合粉末材料。该聚氨酯复合粉末材料经过双螺杆制备成直径为1.75mm或2.85mm的聚氨酯复合材料丝条。
[0031]
实施例2
[0032]
本实施例的用于3d打印的聚氨酯抗菌材料,将100份聚氨酯,2份无机填料,0.2份光稳定剂,0.2份抗氧剂利用粉末混合机混合均匀,得到聚氨酯复合粉末材料。该聚氨酯复合粉末材料经过双螺杆制备成直径为1.75mm或2.85mm的聚氨酯复合材料丝条。
[0033]
实施例3
[0034]
本实施例的用于3d打印的聚氨酯抗菌材料,将100份聚氨酯,3份无机填料,0.3份光稳定剂,0.3份抗氧剂利用粉末混合机混合均匀,得到聚氨酯复合粉末材料。该聚氨酯复合粉末材料经过双螺杆制备成直径为1.75mm或2.85mm的聚氨酯复合材料丝条。
[0035]
实施例4
[0036]
本实施例的用于3d打印的聚氨酯抗菌材料,将100份聚氨酯,4份无机填料,0.4份光稳定剂,0.4份抗氧剂利用粉末混合机混合均匀,得到聚氨酯复合粉末材料。该聚氨酯复合粉末材料经过双螺杆制备成直径为1.75mm或2.85mm的聚氨酯复合材料丝条。
[0037]
实施例5
[0038]
本实施例的用于3d打印的聚氨酯抗菌材料,将100份聚氨酯,5份无机填料,0.5份光稳定剂,0.5份抗氧剂利用粉末混合机混合均匀,得到聚氨酯复合粉末材料。该聚氨酯复合粉末材料经过双螺杆制备成直径为1.75mm或2.85mm的聚氨酯复合材料丝条。
[0039]
实施例6即应用实例
[0040]
将实施例1~5制得的丝条状的用于3d打印的聚氨酯抗菌材料放在3d打印机的工作台上,设定喷嘴温度为220℃,打印速度为80mm/s,层厚为0.2mm;
[0041]
喷头在计算机程序的控制下,根据三维cad模型文件沿垂直方向设定的层厚进行分层切片的截面数据,有选择地在工作台上熔融沉积成型;
[0042]
一层熔融沉积完成后,工作台下降设定的高度,再进行下一层的熔融沉积,并与前一层粘合,如此反复加工成型。最终取出进行抛光、打磨即可得到聚氨酯复合材料制品。
[0043]
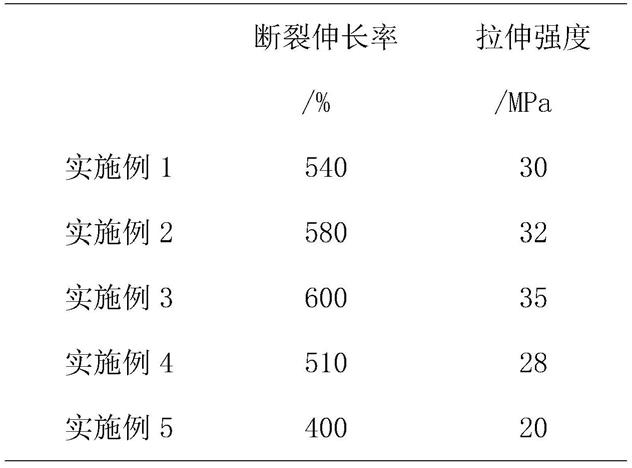
表1.应用实施例1所得试样力学性能
[0044][0045]
结果表明:由本发明制得的丝条状的用于3d打印的聚氨酯抗菌材料经选熔融沉积成型加工后得到的制品具有优异的力学性能。随着组分中无机填料含量的增加,制品的杨氏模量、屈服强度、拉伸强度随之增大,断裂伸长率随之减小。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1