一种防雾保鲜膜的制备工艺及加工设备
1.本发明涉及保鲜膜制造技术领域,具体涉及的是一种防雾保鲜膜的制备工艺及加工设备。
背景技术:
2.保鲜膜是一种塑料包装制品,通常以乙烯为母料通过聚合反应制成。保鲜膜主要用于微波炉食品加热、冰箱食物保存、生鲜及熟食包装等场合,在家庭生活、超市卖场、宾馆饭店及工业生产的食品包装领域都有广泛应用。由于保鲜膜的表面张力比较小,保鲜膜在保鲜水果蔬菜的时候内部的水汽在冷凝后会在保鲜膜的内表面凝结成水珠,极大的影响了包装袋内的透光率,使得人们无法清楚的观察里面的情况,并且滴下的水珠也会对蔬菜、水果以及冷鲜肉类食品产生危害。
3.有鉴于此,本申请人针对上述问题进行深入研究,遂有本案产生。
技术实现要素:
4.本发明的其一目的在于提供一种防雾保鲜膜的制备工艺,通过将防雾粒子冲击附着于保鲜膜表面,从而形成防雾层,提高保鲜膜的防雾效果。
5.本发明的其二目的在于提供一种加工设备,能够对保鲜膜的表面施加电场,并在电场中加入防雾粒子,利用电场电离的离子冲撞防雾粒子,使其防雾粒子可以高速的嵌入保鲜膜内形成防雾层。
6.为了达成上述目的,本发明的解决方案是:
7.一种防雾保鲜膜的制备工艺,其中,包括以下步骤:
8.(1)称量;
9.(2)成型保鲜膜;
10.(3)对保鲜膜进行拉伸;
11.(4)对保鲜膜的表面进行软化处理;
12.(5)在保鲜膜的表面镀上防雾层;
13.(6)对保鲜膜进行烘干;
14.(7)将烘干后的保鲜膜进行收卷;
15.(8)将收卷的保鲜膜进行检验、包装和运输。
16.进一步的,步骤(2)中将原料加入喷涂装置内,喷涂装置将制作原料加热熔融成原料乳液,并通过喷涂嘴将原料乳液均匀喷射在成型辊上形成保鲜膜。
17.进一步的,制作原料的加热温度为120
‑
140℃。
18.进一步的,步骤(3)中通过牵引辊和张紧辊对保鲜膜进行拉伸。
19.进一步的,步骤(4)中通过将保鲜膜送入电热辊组进行加热来软化保鲜膜的表面。
20.进一步的,步骤(4)中通过激光照射加热来软化保鲜膜的表面。
21.进一步的,步骤(5)中将表面加热软化后的的保鲜膜送入镀膜装置中,镀膜装置内
产生电场,将防雾粒子加入到镀膜装置中,并将防雾粒子输入到电场内,利用电场电离的离子在电场中移动冲撞电场内的的防雾粒子,使其防雾粒子可以高速的嵌入保鲜膜的表面,从而在保鲜膜的表面形成防雾层。
22.进一步的,步骤(6)中,将保鲜膜通过输送辊输送至烘干装置,对防雾层进行干燥处理。
23.进一步的,步骤(7)中将干燥后的保鲜膜输送至收卷辊进行收卷。
24.进一步的,步骤(5)中镀膜装置内部产生上表面为正极、下表面为负极的电场。
25.进一步的,步骤(5)中的防雾粒子可采用木糖醇酯粒子。
26.采用上述方法后,本发明方法能够通过电场,使防雾粒子嵌合在保鲜膜的表面形成一层防雾层,保鲜膜在使用时,保鲜膜内侧的冷凝的水分子会附着在防雾层上。防雾层利用防雾粒子表面活性的特殊的分子结构,一部分为亲水基团,一部分为亲油基团,亲水基团吸附空气中的水分子并使其表面张力降低,从而减小水分子与透明物体表面的接触角,使水分子还没有形成水珠之前,就会湿润、扩散于保鲜膜的表面,形成一层超薄的透明水膜,对入射的光线不再产生散射作用,对视线也不产生干扰,从而起到防雾的作用。使得保鲜膜具有保鲜效果的同时具有更好的防雾功能。并且防雾层与保鲜膜连接牢固,不容易脱落,大大提高了防雾时效。
27.一种基于上述防雾保鲜膜的制备工艺的加工设备,包括设备主体,所述设备主体内设有对保鲜膜进行输送的输送辊组,其中,所述输送辊组沿保鲜膜的输送方向依次设有喷涂装置,成型辊组,镀膜装置以及收卷辊;所述喷涂装置设置在成型辊组的上方,所述成型辊组的出料端与输送辊组的进料端连接,所述输送辊组的出料端与收卷辊组的进料端连接。
28.进一步的,所述镀膜装置的外部具有储料仓且内部具有镀膜空腔,所述镀膜空腔具有供保鲜膜进出的进料口和出料口,所述镀膜空腔内具有若干个喷嘴,所述喷嘴与储料仓连通。
29.进一步的,所述输送辊组包括设置在进料口外侧的第一平行辊,以及设在出料口外侧的第二平行辊,所述第一平行辊与第二平行辊相互平行设置。
30.进一步的,所述设备主体于镀膜空腔的进料口处还设有电热辊组,所述电热辊组包括与设备主体连接的第一安装架和第二安装架,所述第一安装架上设有转动连接的第一电热辊,所述第二安装架上设有转动连接的第二电热辊;所述第一电热辊和第二电热辊平行设置。
31.进一步的,所述设备主体于镀膜空腔的出料口处设有烘干装置,所述烘干装置设在保鲜膜的下方,所述烘干装置的上表面设有热风口。
32.进一步的,所述烘干装置的两侧设有第三平行辊和第四平行辊,所述第三平行辊与第四平行辊相互平行设置。
33.进一步的,所述喷涂装置的下方设有喷涂嘴,所述喷涂嘴设置在成型辊组的上方,所述喷涂嘴沿成型辊组的轴线方向延伸设置。
34.进一步的,所述成型辊组包括第一成型辊以及第二成型辊,所述第一成型辊与第二成型辊平行设置,所述第一成型辊设置在喷涂装置的下方。
35.进一步的,成型辊组还包括第三成型辊,所述第三成型辊设置在镀膜装置的上方,
所述第三成型辊的外圆周面与保鲜膜的内侧面贴合。
36.进一步的,所述输送辊组还包括张力调节辊,所述张力调节辊设置在第二成型辊和第三成型辊之间。
37.采用上述结构后,本发明设备能够对保鲜膜的表面施加电场,并在电场中加入防雾粒子,利用电场电离的离子冲撞防雾粒子,使其防雾粒子可以高速的嵌入保鲜膜内形成防雾层。本发明设备能够实现快速镀膜,并使得防雾粒子与保鲜膜连接更加牢固可靠,能够有效避免防雾层脱落,从而提高防雾时效。
附图说明
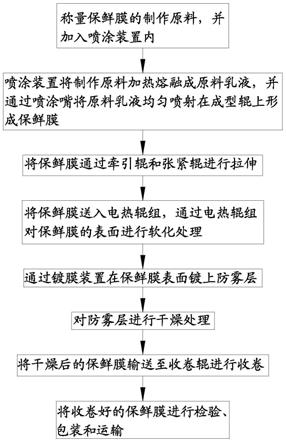
38.图1为本发明方法的流程示意图、
39.图2为本发明加工设备的内部结构示意图。
40.图3为图2中a区域的局部放大图。
41.图4为镀膜装置镀膜时的剖面结构示意图。
具体实施方式
42.为了进一步解释本发明的技术方案,下面通过具体实施例来对本发明进行详细阐述。
43.如图1
‑
4所示,一种防雾保鲜膜的制备工艺,其中,包括以下步骤:
44.(1)称量保鲜膜5的制作原料,并加入喷涂装置1内;
45.(2)喷涂装置1将制作原料加热熔融成原料乳液,并通过喷涂嘴11将原料乳液均匀喷射在成型辊上形成保鲜膜5;
46.(3)将保鲜膜5通过牵引辊和张紧辊进行拉伸;
47.(4)将保鲜膜5送入电热辊组,通过电热辊组对保鲜膜5的表面进行软化处理;或者在保鲜膜5的表面外侧设置激光加热装置,通过激光照射保鲜膜,从而对保鲜膜5的表面进行加热软化处理。
48.(5)将表面加热软化后的的保鲜膜5送入镀膜装置3中,镀膜装置3内产生电场,将防雾粒子加入到镀膜装置3中,并将防雾粒子输入到电场内,利用电场电离的离子在电场中移动冲撞电场内的的防雾粒子,使其防雾粒子可以高速的嵌入保鲜膜5的表面,从而在保鲜膜5的表面形成防雾层;
49.(6)将镀膜后的保鲜膜5通过输送辊输送至烘干装置,对防雾层进行干燥处理;
50.(7)将干燥后的保鲜膜5输送至收卷辊4进行收卷;
51.(8)将收卷好的保鲜膜5进行检验、包装和运输。
52.采用上述方法后,本发明方法能够通过电场,使防雾粒子嵌合在保鲜膜5的表面形成一层防雾层,保鲜膜5在使用时,保鲜膜5内侧的冷凝的水分子会附着在防雾层上。防雾层利用防雾粒子表面活性的特殊的分子结构,一部分为亲水基团,一部分为亲油基团,亲水基团吸附空气中的水分子并使其表面张力降低,从而减小水分子与透明物体表面的接触角,使水分子还没有形成水珠之前,就会湿润、扩散于保鲜膜5的表面,形成一层超薄的透明水膜,对入射的光线不再产生散射作用,对视线也不产生干扰,从而起到防雾的作用。使得保鲜膜5具有保鲜效果的同时具有更好的防雾功能。并且防雾层与保鲜膜5连接牢固,不容易
脱落,大大提高了防雾时效。
53.优选的,步骤(2)中制作原料的加热温度为120
‑
140℃。
54.优选的,步骤(5)中镀膜装置3内部产生上表面为正极、下表面为负极的电场。电场内的负离子能够向上移动,从而撞击防雾粒子,使防雾粒子嵌入到保鲜膜5的下表面,从而形成防雾层;此外,电场中电离出的电子可依附在防雾粒子上,使得防雾粒子带上负电向上移动,从而提高保鲜膜5上防雾粒子的嵌入量,进一步提升防雾层的镀膜质量。
55.优选的,步骤(5)中的防雾粒子可采用木糖醇酯粒子。
56.一种基于上述防雾保鲜膜的制备工艺的加工设备,包括设备主体(图未示),设备主体内设有对保鲜膜5进行输送的输送辊组,其中,输送辊组沿保鲜膜5的输送方向依次设有喷涂装置1,成型辊组2,镀膜装置3以及收卷辊4;喷涂装置1设置在成型辊组2的上方,成型辊组2的出料端与输送辊组的进料端连接,输送辊组的出料端与收卷辊4组的进料端连接。
57.采用上述结构后,工作时,喷涂装置1将制作原料加热熔融成原料乳液,并将原料乳液均匀喷射在成型辊上形成保鲜膜5,然后通过输送辊组对保鲜膜5进行拉伸和输送,之后将保鲜膜5送入镀膜装置3内,并在电场中加入防雾粒子,镀膜装置3内部产生上表面为正极、下表面为负极的电场。电场内的负离子能够向上移动,从而撞击防雾粒子,使防雾粒子可以高速的嵌入保鲜膜5的下表面内形成防雾层;此外,电场中电离出的电子可依附在防雾粒子上,使得防雾粒子带上负电向上移动,从而提高保鲜膜5上防雾粒子的嵌入量。本发明设备能够实现快速镀膜,并使得防雾粒子与保鲜膜5连接更加牢固可靠,能够有效避免防雾层脱落,从而提高防雾时效。
58.优选的,镀膜装置3的外部具有储料仓31且内部具有镀膜空腔32,镀膜空腔32具有供保鲜膜5进入的进料口和离开的出料口,进料口和出料口处设有密封橡胶胶件,从而对镀膜空腔32内部进行密封,并且镀膜装置3还设有过滤装置,对进入镀膜空腔32的空气进行过滤,防止灰尘进入镀膜空腔32内。镀膜空腔32内与侧壁的下端设有若干个喷嘴321,喷嘴321与储料仓31连通。采用上述结构后,工作时,将防雾粒子加入到储料仓31内,通过喷嘴321将防雾粒子喷射到镀膜空腔32内,然后再利用电场电离的离子冲撞镀膜空腔32中的防雾粒子,使其防雾粒子可以高速的嵌入保鲜膜5内形成防雾层,使得防雾粒子与保鲜膜5连接更加牢靠,避免脱落。
59.优选的,输送辊组包括设置在进料口外侧的第一平行辊61,以及设在出料口外侧的第二平行辊62,第一平行辊61与第二平行辊62相互平行设置。采用上述结构后,第一平行辊61与第二平行辊62对镀膜空腔32内的保鲜膜5进行张力调节,使其表面能够平整延展,从而吸附更多的防雾粒子,提升防雾效果。此外,还能保证保鲜膜5在镀膜空腔32内处于水平状态,防雾粒子能够垂直撞击并嵌入保鲜膜5的表面,使得防雾粒子附着更加均匀和牢靠。
60.优选的,设备主体于镀膜空腔32的进料口处还设有电热辊组,电热辊组包括与设备主体连接的第一安装架71和第二安装架72,第一安装架71上设有转动连接的第一电热辊73,第二安装架72上设有转动连接的第二电热辊74;第一电热辊73和第二电热辊74平行设置,第一电热辊73和第二电热辊74的外圆周面分别与保鲜膜5的下表面和上表面贴合。采用上述结构后,电热辊组能够对保鲜膜5表面进行热压加热处理,使保鲜膜5的表面更加柔软,防雾粒子的嵌入保鲜膜5表面的深度更深,使得防雾粒子附着更加牢靠,进一步提高防雾时
效。
61.优选的,设备主体于镀膜空腔32的出料口处设有烘干装置8,烘干装置8设在保鲜膜5的下方,烘干装置8的上表面设有热风口81。采用上述结构后,烘干装置8对保鲜膜5的下表面进行烘干,去除湿气,之后再将保鲜膜5进行收卷。避免空气中的水分子附着于防雾层上,使防雾层表面保持干燥,提升产品质量。
62.优选的,烘干装置8的两侧设有第三平行辊63和第四平行辊64,第三平行辊63与第四平行辊64相互平行设置。采用上述结构后,第三平行辊63与第四平行辊64能够使保鲜膜5在烘干装置8上处于水平状态,使得保鲜膜5烘干更将均匀,进一步提高产品质量。
63.优选的,喷涂装置1的下方设有喷涂嘴11,喷涂嘴11设置在成型辊组2的上方,喷涂嘴11沿成型辊组2的轴线方向延伸设置。成型辊组2包括第一成型辊21以及第二成型辊22,第一成型辊21与第二成型辊22平行设置,第一成型辊21设置在喷涂装置1的下方。采用上述结构后,喷涂嘴11将原料乳液沿第一成型辊21的轴线方向均匀的喷涂在第一成型辊21的外表面来成型保鲜膜5,并且第二成型辊22的外圆周面与保鲜膜5的外侧面贴合,使保鲜膜5的外侧面更加平整。
64.优选的,成型辊组2还包括第三成型辊23,第三成型辊23设置在镀膜装置3的上方,第三成型辊23的外圆周面与保鲜膜5的内侧面贴合,使保鲜膜5的内侧面更加平整,提高产品质量。
65.优选的,输送辊组还包括张力调节辊65,张力调节辊65设置在第二成型辊22和第三成型辊23之间,张力调节辊65的外圆周面与保鲜膜5的内侧面抵顶贴合,从而调节保鲜膜5的张紧度,防止保鲜膜5起皱,进一步提高产品质量。
66.上述实施例和图式并非限定本发明的产品形态和式样,任何所属技术领域的普通技术人员对其所做的适当变化或修饰,皆应视为不脱离本发明的专利范畴。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1