一种预灌封注射器用即带针橡胶护帽及其制备方法与流程
1.本发明属于医用橡胶技术领域,具体的说涉及一种预灌封注射器用即带针橡胶护帽及其制备方法。
背景技术:
2.目前,国内某些针头护帽生产厂家采用天然橡胶或聚异戊二烯橡胶的过氧化物氧化锌硫化体系进行生产,但过氧化物硫化体系存在很大刺激性臭味不环保,不利于在密闭的生产车间集中生产,且过氧化物分解温度高易焦烧,硫化后产品的耐磨性能和动态性能等比较差。使用传统硫磺氧化锌硫化体系,在保证产品不“喷霜”的前提下通过某些特殊处理工艺提升针头护帽产品化学性能,整个针头护帽生产过程中,无特殊材料,生产时无刺激性臭味,生产工艺均为医用橡胶塞常规工艺,且产品性能优异,是一项值得推广和广泛应用的技术。专利cn103232623b提供了一种预灌封注射器用橡胶针头护帽,采用高温快速注射成型硫化工艺,硫化温度范围在175-195℃,硫化压力为200-240bar,硫化锁模力为400吨,螺杆筒温度为50-80℃,注射筒温度为70-90℃,冷流道温度为70-90℃,制成硫化胶片备用。采用高温短时间硫化,但在高温硫化中,会遇到橡胶老化,厚壁制品的硫化不均等问题,且目前国内注射成型硫化机产品较少,不是橡胶护帽的主流成型工艺。专利cn213252103u提供了一种新型给药装置中预灌封注射器用橡胶针护帽,其针对的是橡胶针的保护帽。
技术实现要素:
3.本发明提出了一种预灌封注射器用即带针橡胶护帽及其制备方法,具有对药物及人体组织无潜在毒性,同时具有高保护性能的医用针头护帽,配方工艺简单、安全环保、原料易得,还具备优良的化学性能。该配方工艺制备的针头护帽产品有较高的化学稳定性能、无刺激性臭味、安全性高、且与药物相容性好等特点。
4.为达到上述目的,本发明采用以下技术方案为:
5.一种预灌封注射器用即带针橡胶护帽,所述的即带针橡胶护帽包括按重量份计的以下组分:聚异戊二烯橡胶100份,填充剂80-95份,钛白粉2-4份,炭黑0.2-0.4份,氧化锌2-6份,硬脂酸1-3份,硫化剂2-5份,增塑剂1-4份,促进剂0.4-2份,抗氧剂0.5-3份,抗碱剂0-5份。
6.优选地,所述聚异戊二烯橡胶是瑞翁ir2200生胶,填充剂为纳米高岭土、滑石粉或轻质碳酸钙或其组合,增塑剂为聚乙烯微粉蜡。所述聚异戊二烯橡胶是瑞翁ir2200生胶,为高顺式-1,4含量,质量均一纯度高,混炼加工简单,膨胀及收缩性、流动性好;填充剂为纳米高岭土、滑石粉、轻质碳酸钙的多种混合物,混合比例为6:3:1,经过表面辐照处理后(辐照条件:高压0.5mev,输流45ma),能进一步提高与橡胶间的界面结合,改善了填料在胶料中的分散,并且产生好的增强效果;增塑剂为聚乙烯微粉蜡,由规则的球状颗粒组成,具有狭窄的粒度分布,细度均匀,可提高针头护帽产品的抗擦性和爽滑性;抗碱剂为不定形高活性氧化硅和高吸附剂材料,能有效控制针头护帽产品的ph变化值。
7.优选地,所述硫化剂为硫磺。
8.优选地,所述抗碱剂包括按重量份计的以下组分:氧化硅粉20-40份,偏高岭土30-35份,乳胶粉5-10份,改性树脂3-5份,聚乙烯醇5-15份,碳酸钠10-20份。
9.所述的预灌封注射器用即带针橡胶护帽的制备方法,所述方法包括以下步骤:
10.s1配料:按照上述重量份选定原材料,进行配合,称量备用;
11.s2密炼:采密炼机将配好的原材料混合均匀,密炼,制成混炼胶备用;
12.s3开炼预成型:在开放式炼胶机上将混炼胶进一步混合均匀,预成型挤出出片,经空调冷却后备用;
13.s4硫化:将混炼胶片放入平板橡胶硫化机中,采用高温高压抽真空硫化工艺,
14.硫化出整模针帽产品;其中,对硫化模具表面喷涂乳化硅油;
15.s5冲切:在洁净环境下,采用工具将整区针帽硫化产品放入配套模具中,使用冲切机进行冲切处理,制成橡胶针头护帽备用;
16.s6抽提:将针头护帽产品加入抽提釜中,使用naoh溶液将针头护帽产品中小分子物质萃取出来;
17.s7清洗烘干硅化处理:在洁净环境下,采用超净清洗机,对橡胶针头护帽进行清洗烘干硅化处理,硅油量4-8ml/万。
18.优选地,所述步骤s2密炼条件为:密炼时间在6-10分钟,密炼胶料的排胶温度在105-135℃。
19.优选地,所述步骤s4硫化条件为:硫化温度范围在155-175℃,硫化时间280-350s,硫化压力为14-18mpa,硫化模具压力为450-550吨。
20.所述步骤s4中:硫化带针模具装上模,行腔模具装下模,模具四周镶条高度为1.5-3mm,硫化时对硫化模具喷涂浓度为3
‰‑6‰
乳化硅油,乳化硅油量与水体积比例为(3-5):1000。保证硫化后橡胶产品粘附下模板,带针模芯均能垂直从橡胶产品中抽出,不会刮伤产品,控制硫化模具镶条高度是为了橡胶产品飞边厚薄均匀,保证尺寸合适的同时能易于拔模;硫化时对硫化模具喷涂浓度为3
‰‑6‰
,乳化硅油量与水比例为(3-5):1000,比常规浓度要低,针筒结构太深,涂料难于到达行腔底部,涂料浓度低不仅易于覆盖行腔同时能减少产品裂口、气泡等缺陷,还能提高产品合格率,相较常规浓度乳化硅油,产品合格率由89%提高到94%以上。不使用乳化硅油,硫化后产品不易从模具中拔出,且产品底部出现发白和起泡现象,产品合格率不高,约为77%。
21.优选地,所述步骤s5中:冲切时使用工具将100工位的针头护帽产品放入冲切模具中,确保其简单方便高效操作,硫化后针帽产品经裁切后是100工位,产品排布密集且总高28.65mm,很难准确无误的与冲切模具契合,使用一个100工位的塑料针帽模板,模板先匹配装好硫化针帽产品,再将产品排进冲切模具,抽出塑料模板,即可快速准确的冲切。
22.优选地,所述步骤s5中:所述硫化带针模具装上模,行腔模具装下模,模具四周镶条高度为1.5-3mm;
23.所述步骤s5中:工具为100工位的塑料针帽模板,模板先匹配装好硫化针帽产品,再将产品排进冲切模具,抽出塑料模板。
24.优选地,所述s6抽提中:naoh处理液的浓度为0.1%-0.3%,萃取条件为:当蒸汽压升到0.1—0.2mpa时保压25-35min再泄压再升温保压55-66min。
25.优选地,所述s6抽提中:naoh处理液的浓度为0.1%-0.3%,萃取条件为:当蒸汽压升到0.15mpa时保压30min再泄压再升温保压60min。在常规抽提工艺上将naoh处理液的浓度提升为0.3%,保压时间是30min+60min,确保尽可能多的将橡胶产品中小分子物质提取出来,对产品化学性能有很好的效果,同时提高产品洁净度,减少对针头或者药品的迁移物质。
26.本发明有益效果:
27.本发明所提出的预灌封注射器用即带针橡胶护帽配方具有优良的物理机械性能,尤其是橡胶混炼和硫化时不会产生刺激性臭气,有利于集中生产,产品抗粘性好,生产工艺均为医用橡胶塞常规工艺,产品化学性能优异,对药物及人体组织无潜在毒性。
附图说明
28.图1硫化带针模具和塑料针帽模板示意图1;
29.图2硫化带针模具和塑料针帽模板示意图2;
具体实施方式
30.下面结合具体实施例,进一步阐述本发明。
31.检查方法:
32.供试液的制备:取相当于表面积200cm2的完整胶塞若干个,按样品表面积(cm2与水(ml)的比例为1:2,加水浸没,煮沸5分钟,放冷,再用同体积水冲洗软。移至锥形瓶中,加同体积水,置高压蒸汽灭菌器中,121℃
±
2℃保持30分钟,冷却至室温,移出,即得供试液。同法制备空白液,进行下列试验:
33.ph变化值:取供试液和空白液各20ml,分别加入氯化钾溶液(1-1000)1ml,依法测定(《中国药典》2015年版四部通则0631),两者之差不得大于1.0。
34.吸光度:取供试夜适量,以空白液为对照,照紫外可见分光光度法(《中国药典2015年版四部通则0401),在220-360nm波长范围内,最大吸光度不得大于0.3。
35.易氧化物:精密量取供试液20ml,精密加入0.002mol/l高锰酸钾溶液20ml与稀硫酸2ml,煮沸3分钟,迅速冷却,加碘化钾0.1g在暗处放置5分钟,用硫代硫酸钠滴定液(0.01mol/l)滴定至浅棕色,再加入5滴淀粉指示液后滴定至无色。另取空白液同法操作,二者消耗硫代硫酸钠酒定液(0.01mol/l)之差不得过7.0ml。
36.电导率:在供试品液制备5小时内进行下述试验:用电导率仪测定,用水冲洗测定电极(光亮铂电极或铂黑电极)数次,取空白对照液冲洗电极至少2次,测定空白对照液的电导率不得过3.0μms/cm(20
±
1℃)。再用供试品液冲洗电极至少2次,测定供试品液的电导率,应不得超过40.0μms/cm。如果测定不是在20
±
1℃下进行,则应对温度进行校正。
37.实施例1
38.一种预灌封注射器用即带针橡胶护帽,生产步骤如下:
39.1、配料:瑞翁ir2200橡胶100份,填充剂90份,其中纳米高岭土、滑石粉、轻质碳酸钙的混合比例为6:3:1,钛白粉2份,炭黑0.3份,氧化锌3份,硬脂酸1份,硫化剂2.2份,聚乙烯微粉蜡1份,促进剂(tra)0.6份,抗氧剂(1076)0.8份,抗碱剂(抗碱剂包括按重量份计的以下组分:氧化硅粉30份,偏高岭土32份,乳胶粉8份,改性树脂4份,聚乙烯醇12份,碳酸钠
15份)2份,备用;
40.2、密炼:采用gk190e下落式密炼机将配好的原材料混合均匀,密炼时间在8分钟,密炼胶料的实际排胶温度在115℃,制成混炼胶备用;
41.3、开炼预成型:在开放式炼胶机上将混炼胶进一步混合均匀,预成型挤出出片,经空调冷却后备用;
42.4、硫化:将混炼胶片放入平板橡胶硫化机中,采用高温高压抽真空硫化工艺,硫化温度范围在160℃,硫化时间320s,硫化压力为14mpa,硫化模具压力为500吨,硫化出整模针帽产品;其中,对硫化模具表面喷涂4
‰
乳化硅油;
43.5、冲切:在洁净环境下,采用特殊工具将整区针帽硫化产品放入配套模具中,使用冲切机进行冲切处理,制成橡胶针头护帽备用;
44.6、抽提:将适量针头护帽产品加入抽提釜中,使用0.3%浓度naoh溶液在121℃,0.15mpa条件下保持30min,泄压后再升温保压60min,将针头护帽产品中小分子物质尽可能萃取出来。
45.7、清洗烘干硅化处理:在洁净环境下,采用超净清洗机,对橡胶针头护帽进行清洗烘干硅化处理,硅油量4ml/万。
46.实施例2
47.实施例2-6是按照实施例1的方法和步骤,按照上述的预灌封注射器用(带针)橡胶护帽的配方组分要求,如下表1所示,制造本发明的预灌封注射器用(带针)橡胶护帽。
48.实施例7
49.一种预灌封注射器用即带针橡胶护帽,生产步骤如下:
50.1、配料:瑞翁ir2200橡胶100份,填充剂90份,其中纳米高岭土、滑石粉、轻质碳酸钙的混合比例为6:3:1,钛白粉2份,炭黑0.3份,氧化锌3份,硬脂酸1份,硫化剂2.2份,聚乙烯微粉蜡1份,促进剂(tra)0.6份,抗氧剂(1076)0.8份,抗碱剂(抗碱剂包括按重量份计的以下组分:氧化硅粉30份,偏高岭土32份,乳胶粉8份,改性树脂4份,聚乙烯醇12份,碳酸钠15份)2份,备用;
51.2、密炼:采用gk190e下落式密炼机将配好的原材料混合均匀,密炼时间在10分钟,密炼胶料的实际排胶温度在135℃,制成混炼胶备用;
52.3、开炼预成型:在开放式炼胶机上将混炼胶进一步混合均匀,预成型挤出出片,经空调冷却后备用;
53.4、硫化:将混炼胶片放入平板橡胶硫化机中,采用高温高压抽真空硫化工艺,硫化温度范围在165℃,硫化时间300s,硫化压力为14mpa,硫化模具压力为500吨,硫化出整模针帽产品;其中,对硫化模具表面喷涂4
‰
乳化硅油;
54.5、冲切:在洁净环境下,采用特殊工具将整区针帽硫化产品放入配套模具中,使用冲切机进行冲切处理,制成橡胶针头护帽备用;
55.6、抽提:将适量针头护帽产品加入抽提釜中,使用0.3%浓度naoh溶液在121℃,0.15mpa条件下保持30min,泄压后再升温保压60min,将针头护帽产品中小分子物质尽可能萃取出来。
56.7、清洗烘干硅化处理:在洁净环境下,采用超净清洗机,对橡胶针头护帽进行清洗烘干硅化处理,硅油量6ml/万。
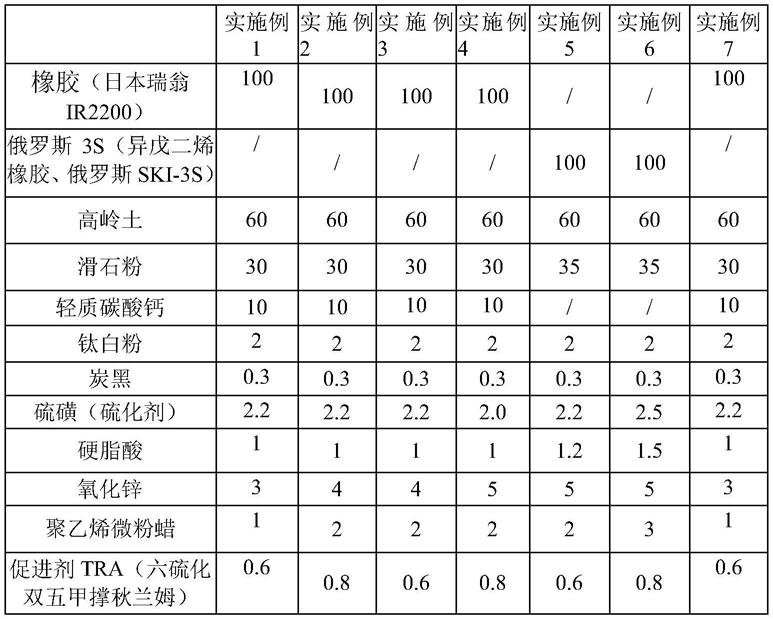
57.表1
[0058][0059][0060]
按照上述方法生产的预灌封注射器用即带针橡胶护帽,如表1所示,配方中不使用过氧化物硫化剂体系材料,避免刺激性臭气的产生,提高胶料的抗擦性和爽滑性,提高橡胶针头护帽制品的防粘性,有效控制了针头护帽产品的ph变化值。因吸光度与ph变化值是互相矛盾,若强调吸光度,则产品ph变化值易超标,若强调ph变化值,则吸光度易超标,因此需合理设计,保持吸光度和ph均在可控范围内。产品质量可以满足ybb00102004预灌封注射器用聚异戊二烯橡胶针头护帽的物理、化学和生物性能要求。
[0061]
实施例8
[0062]
以实施例1为基础,改变带针橡胶护帽的组分,其他同实施例1。
[0063]
实施例8-1,在实施例1基础上,改变硫化剂的种类为过氧化物-过氧化物-二叔丁基过氧化物(dtbp。
[0064]
实施例8-2:在实施例1基础上,不加入抗碱剂。
[0065]
实施例8-3:在实施例1基础上,不加入促进剂tra(六硫化双五甲撑秋兰姆),其他同实施例1。
[0066]
表2
[0067][0068][0069]
表2可知,将硫化剂硫磺等量换成过氧化物后,其硫化后产品有刺激性气味,不利于在密闭空间批量化生产,实施例8-2中,不加抗碱剂,产品性能中ph变化值超出标准要求,实施例8-3中,不加促进剂tra,产品性能中ph变化值和吸光度超出标准要求。
[0070]
实施例9
[0071]
在实施例1的基础上,改变抗碱剂的组成。
[0072]
实施例1:抗碱剂包括按重量份计的以下组分:氧化硅粉30份,偏高岭土32份,乳胶粉8份,改性树脂4份,聚乙烯醇12份,碳酸钠15份。
[0073]
实施例9-1:抗碱剂包括按重量份计的以下组分:氧化硅粉30份,乳胶粉8份,改性树脂4份,聚乙烯醇12份,碳酸钠15份。
[0074]
实施例9-2:抗碱剂包括按重量份计的以下组分:氧化硅粉30份,偏高岭土32份,改性树脂4份,聚乙烯醇12份,碳酸钠15份。
[0075]
实施例9-3:抗碱剂包括按重量份计的以下组分:氧化硅粉30份,偏高岭土32份,乳胶粉8份,聚乙烯醇12份,碳酸钠15份。
[0076]
实施例9-4:抗碱剂包括按重量份计的以下组分:氧化硅粉30份,偏高岭土32份,乳胶粉8份,改性树脂4份,碳酸钠15份。
[0077]
实施例9-5:抗碱剂包括按重量份计的以下组分:氧化硅粉30份,偏高岭土32份,乳胶粉8份,改性树脂4份,聚乙烯醇12份。
[0078]
表3
[0079][0080]
在实施例1的基础上,改变抗碱剂成分的组成,产品性能会发生响应变化,特别是ph变化值和吸光度。
[0081]
上述实施例仅为本发明的优选技术方案,而不应视为对本发明的限制,本技术中的实施例及实施例中的特征在不冲突的情况下,可以相互任意组合。本发明的保护范围应以权利要求记载的技术方案,包括权利要求记载的技术方案中技术特征的等同替换方案为保护范围。即在此范围内的等同替换改进,也在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1