一种金属表面电泳工艺及其装置的制作方法
1.本发明涉及金属表面处理领域,具体的是一种金属表面电泳工艺及装置。
背景技术:
2.电泳涂装是把工件和对应的电极放入水溶性涂料中,接上电源后,依靠电场所产生阴极电泳底漆涂装线的物理化学作用,使涂料中的树脂、颜填料在以被涂物为电极的表面上均匀析出沉积形成不溶于水的漆膜的一种涂装方法。
3.在对金属进行电泳涂装时,采用的设备是电泳槽,普通的电泳槽只是包括槽体,在槽体内注入电泳液,对需要电泳涂装的金属通过固定挂具固定,该固定挂具通过横梁悬挂,然后浸入电泳液中,完成电泳涂装处理。这样的操作方法只能将工件静止的浸入在电泳液中,这样处理不规则的工件会形成死角产生气泡,在经过烘烤后,解剖发现工件不能够完全涂覆上,有露底材现象。
技术实现要素:
4.为解决上述背景技术中提到的不足,本发明的目的在于提供一种金属表面电泳工艺及装置,本发明电泳工艺采用硅氟改性丙烯酸树脂电泳漆,得到的漆膜致密性好附着力强,表现出优异的自清洁能力和较强的耐水性、耐摩擦和耐酸碱性。
5.本发明的目的可以通过以下技术方案实现:
6.一种金属表面电泳工艺,包括以下步骤:
7.s1、将金属工件采用180-200g/l的硫酸进行喷淋酸洗,除去工件表面的氧化物,时间1-3min,酸洗后采用纯水冲洗;
8.s2、将金属工件放入脱脂槽中进行脱脂浸泡处理,脱脂液为40-50g/l的氢氧化钠溶液,脱脂液的温度为40-50℃,浸泡时间为2-4min,脱脂后采用纯水冲洗;
9.s3、经过水洗的金属工件放入磷化池磷化,磷化液的温度为30-40℃,浸泡时间为4-6min,然后将经过磷化处理的金属工件进入纯水池浸洗;
10.s4、将金属工件通过电泳装置进行电泳,电泳采用电泳液为固含量10-15%的硅氟改性丙烯酸树脂电泳漆,电泳装置控制金属工件在电泳液中缓慢摆动,于金属表面形成均匀平整的漆面;
11.s5、用纯水淋洗工件表面的气泡和浮漆,适当晾干后将工件放入恒温烘箱中,140-160℃烘烤20-30min,待漆层固化即可。
12.进一步优选地,磷化液包括以下组分:苯并三氮唑0.05-0.15wt%、硝酸锌 4-6wt%、磷酸二氢锌5-8wt%、钼酸钠0.1-1wt%、柠檬酸1-3wt%、聚氧乙烯辛基苯酚醚0.05-0.15wt%,余量为去离子水。
13.进一步优选地,硅氟改性丙烯酸树脂由甲基丙烯酸六氟丁酯和甲基丙烯酰基丁基笼型倍半硅氧烷采用自由基聚合反应对阳离子丙烯酸树脂接枝改性合成,所述硅氟改性丙烯酸树脂包括以下重量份原料:甲基丙烯酸甲酯20-30份、丙烯酸丁酯10-15份、甲基丙烯酸
羟乙酯10-15份、甲基丙烯酸六氟丁酯20-30 份、甲基丙烯酰基丁基笼型倍半硅氧烷5-10份、引发剂3-5份、助溶剂20-50 份、固化剂0.5-2份、中和剂0.1-5份、去离子水30-50份。
14.进一步优选地,引发剂为偶氮二异丁腈,所述助溶剂为丙二醇丁醚或丙二醇甲醚,所述固化剂为甲乙酮肟封端的多异氰酸酯,所述中和剂为冰醋酸。
15.进一步优选地,硅氟改性丙烯酸树脂的制备方法具体包括以下步骤:
16.a、将丙烯酸类单体、含氟丙烯酸酯单体以及三分之二的引发剂配成均匀混合物通过恒压滴液漏斗以匀速逐滴滴加,在反应温度为85-95℃下,在2-4h内滴加完毕后;
17.b、在恒压滴定漏斗中加入提前被溶剂溶解好的甲基丙烯酰基丁基笼型倍半硅氧烷和少量引发剂的均匀混合物,在85-95℃恒温下1h内连续滴加完;
18.c、补加剩余的引发剂,保温反应1-3h,反应结束后,降温至50-60℃,加入适量的中和剂冰醋酸,搅拌20-30min,即得到硅氟改性丙烯酸树脂。
19.一种金属表面电泳装置,包括若干均匀等距设置的电泳槽,电泳槽上方水平设置送料架,送料架内壁对应电泳槽处设有送料座,送料座与送料架滑动连接,送料座表面两侧对称固定安装驱动机构,驱动机构包括对称固定安装在送料座表面的安装座,安装座之间设有曲轴,曲轴两端与安装座转动连接,曲轴一端与第一电机的输出轴连接,曲轴中间远离轴心处设有驱动杆,驱动杆一端与曲轴转动连接,驱动杆另一端与拉杆顶端铰接,拉杆竖直贯穿送料座,拉杆与送料座滑动连接,拉杆下端与夹具顶部铰接。
20.进一步优选地,送料架内壁上侧水平对称固定安装第一滑轨,送料架内壁下侧水平对称固定安装第二滑轨,第二滑轨靠近电泳槽设有竖直向下延伸第三滑轨,第三滑轨对称设置在电泳槽上方的送料架内壁,第一滑轨与第二滑轨的间距大于安装座的高度。
21.进一步优选地,送料座上方设有滑动框架,送料座顶部四角铰接连接杆,连接杆上端铰接滑动框架侧壁,连接杆上下两端铰接轴处分别转动安装第一滚轮和第二滚轮,第一滚轮与第一滑轨滑动配合,第二滚轮与第二滑轨和第二滑轨滑动配合,滑动框架中间贯穿设有丝杆,滑动框架与丝杆螺纹配合,丝杆两端与送料架转动连接,丝杆一端与第二电机的输出轴连接。
22.进一步优选地,夹具包括第一固定板和第二固定板,第一固定板顶部两侧分别与拉杆铰接,第一固定板和第二固定板之间设有第一夹板和第二夹板,第一夹板两端分别与第一固定板和第二固定板固定连接,第二夹板两端分别与第一固定板和第二固定板滑动连接。
23.进一步优选地,第二夹板两端对称固定安装凸块,第一固定板对应凸块处开设有第一滑槽,第一滑槽内贯穿设有螺杆,凸块与螺杆螺纹配合,螺杆贯穿第一夹板一端固定安装摇把,第二固定板对应凸块处开设有第二滑槽,第二滑槽内贯穿设有导向杆,凸块与导向杆滑动连接。
24.本发明的有益效果:
25.本发明电泳工艺采用硅氟改性丙烯酸树脂电泳漆,得到的漆膜致密性好附着力强,表现出优异的自清洁能力和较强的耐水性、耐摩擦和耐酸碱性,本发明电泳装置通过驱动机构带动夹具上下摆动或左右摆动,可以排出工件表面气泡,有利于形成均匀致密的漆膜,防止出现露底材的现象。
附图说明
26.下面结合附图对本发明作进一步的说明。
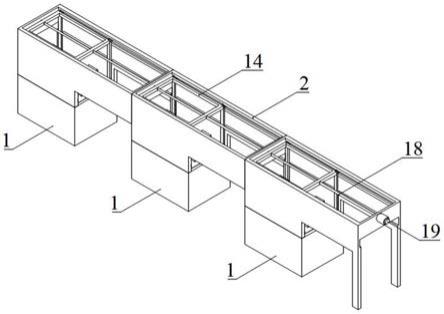
27.图1是本发明金属表面电泳装置的整体结构示意图;
28.图2是本发明金属表面电泳装置其中一个电泳槽的剖视图;
29.图3是本发明金属表面电泳装置送料架的剖视图;
30.图4是本发明金属表面电泳装置送料座的结构示意图;
31.图5是本发明金属表面电泳装置驱动机构的结构示意图;
32.图6是本发明金属表面电泳装置夹具的剖视图。
33.图中:
34.1-电泳槽,2-送料架,3-送料座,4-驱动机构,5-安装座,6-曲轴,7-第一电机,8-驱动杆,9-拉杆,10-夹具,11-第一滑轨,12-第二滑轨,13-第三滑轨,14-滑动框架,15-连接杆,16-第一滚轮,17-第二滚轮,18-丝杆,19
‑ꢀ
第二电机,20-第一固定板,21-第二固定板,22-第一夹板,23-第二夹板,24
‑ꢀ
凸块,25-第一滑槽,26-螺杆,27-摇把,28-第二滑槽,29-导向杆。
具体实施方式
35.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
36.在本发明的描述中,需要理解的是,术语“开孔”、“上”、“下”、“厚度”、“顶”、“中”、“长度”、“内”、“四周”等指示方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的组件或元件必须具有特定的方位,以特定的方位构造和操作,因此不能理解为对本发明的限制。
37.实施例1
38.一种金属表面电泳工艺,其特征在于,包括以下步骤:
39.s1、将金属工件采用180g/l的硫酸进行喷淋酸洗,除去工件表面的氧化物,时间1min,酸洗后采用纯水冲洗;
40.s2、将金属工件放入脱脂槽中进行脱脂浸泡处理,脱脂液为50g/l的氢氧化钠溶液,脱脂液的温度为50℃,浸泡时间为4min,脱脂后采用纯水冲洗;
41.s3、经过水洗的金属工件放入磷化池磷化,磷化液的温度为40℃,浸泡时间为6min,然后将经过磷化处理的金属工件进入纯水池浸洗;
42.s4、将金属工件通过电泳装置进行电泳,电泳采用电泳液为固含量15%的硅氟改性丙烯酸树脂电泳漆,电泳装置控制金属工件在电泳液中缓慢摆动,于金属表面形成均匀平整的漆面;
43.s5、用纯水淋洗工件表面的气泡和浮漆,适当晾干后将工件放入恒温烘箱中,140℃烘烤30min,待漆层固化即可。
44.磷化液包括以下组分:苯并三氮唑0.05wt%、硝酸锌4wt%、磷酸二氢锌5wt%、钼酸钠0.1wt%、柠檬酸1wt%、聚氧乙烯辛基苯酚醚0.05wt%,余量为去离子水。
45.硅氟改性丙烯酸树脂由甲基丙烯酸六氟丁酯和甲基丙烯酰基丁基笼型倍半硅氧烷采用自由基聚合反应对阳离子丙烯酸树脂接枝改性合成,所述硅氟改性丙烯酸树脂包括以下重量份原料:甲基丙烯酸甲酯30份、丙烯酸丁酯10份、甲基丙烯酸羟乙酯10份、甲基丙烯酸六氟丁酯30份、甲基丙烯酰基丁基笼型倍半硅氧烷10份、偶氮二异丁腈5份、丙二醇丁醚或丙二醇甲醚50份、甲乙酮肟封端的多异氰酸酯0.5份、冰醋酸0.5份、去离子水30份。
46.硅氟改性丙烯酸树脂的制备方法具体包括以下步骤:
47.a、将丙烯酸类单体、含氟丙烯酸酯单体以及三分之二的引发剂配成均匀混合物通过恒压滴液漏斗以匀速逐滴滴加,在反应温度为95℃下,在4h内滴加完毕后;
48.b、在恒压滴定漏斗中加入提前被溶剂溶解好的甲基丙烯酰基丁基笼型倍半硅氧烷和少量引发剂的均匀混合物,在95℃恒温下1h内连续滴加完;
49.c、补加剩余的引发剂,保温反应3h,反应结束后,降温至60℃,加入适量的中和剂冰醋酸,搅拌30min,即得到硅氟改性丙烯酸树脂。
50.实施例2
51.一种金属表面电泳工艺,其特征在于,包括以下步骤:
52.s1、将金属工件采用200g/l的硫酸进行喷淋酸洗,除去工件表面的氧化物,时间2min,酸洗后采用纯水冲洗;
53.s2、将金属工件放入脱脂槽中进行脱脂浸泡处理,脱脂液为45g/l的氢氧化钠溶液,脱脂液的温度为45℃,浸泡时间为3min,脱脂后采用纯水冲洗;
54.s3、经过水洗的金属工件放入磷化池磷化,磷化液的温度为35℃,浸泡时间为5min,然后将经过磷化处理的金属工件进入纯水池浸洗;
55.s4、将金属工件通过电泳装置进行电泳,电泳采用电泳液为固含量12%的硅氟改性丙烯酸树脂电泳漆,电泳装置控制金属工件在电泳液中缓慢摆动,于金属表面形成均匀平整的漆面;
56.s5、用纯水淋洗工件表面的气泡和浮漆,适当晾干后将工件放入恒温烘箱中,150℃烘烤20-30min,待漆层固化即可。
57.磷化液包括以下组分:苯并三氮唑0.1wt%、硝酸锌5wt%、磷酸二氢锌6wt%、钼酸钠0.5wt%、柠檬酸2wt%、聚氧乙烯辛基苯酚醚0.1wt%,余量为去离子水。
58.硅氟改性丙烯酸树脂由甲基丙烯酸六氟丁酯和甲基丙烯酰基丁基笼型倍半硅氧烷采用自由基聚合反应对阳离子丙烯酸树脂接枝改性合成,所述硅氟改性丙烯酸树脂包括以下重量份原料:甲基丙烯酸甲酯25份、丙烯酸丁酯12份、甲基丙烯酸羟乙酯12份、甲基丙烯酸六氟丁酯25份、甲基丙烯酰基丁基笼型倍半硅氧烷8份、偶氮二异丁腈4份、丙二醇丁醚或丙二醇甲醚35份、甲乙酮肟封端的多异氰酸酯1.5份、冰醋酸2份、去离子水40份。
59.硅氟改性丙烯酸树脂的制备方法具体包括以下步骤:
60.a、将丙烯酸类单体、含氟丙烯酸酯单体以及三分之二的引发剂配成均匀混合物通过恒压滴液漏斗以匀速逐滴滴加,在反应温度为90℃下,在3h内滴加完毕后;
61.b、在恒压滴定漏斗中加入提前被溶剂溶解好的甲基丙烯酰基丁基笼型倍半硅氧烷和少量引发剂的均匀混合物,在90℃恒温下1h内连续滴加完;
62.c、补加剩余的引发剂,保温反应2h,反应结束后,降温至55℃,加入适量的中和剂冰醋酸,搅拌25min,即得到硅氟改性丙烯酸树脂。
63.实施例3
64.一种金属表面电泳工艺,其特征在于,包括以下步骤:
65.s1、将金属工件采用190g/l的硫酸进行喷淋酸洗,除去工件表面的氧化物,时间2min,酸洗后采用纯水冲洗;
66.s2、将金属工件放入脱脂槽中进行脱脂浸泡处理,脱脂液为45g/l的氢氧化钠溶液,脱脂液的温度为45℃,浸泡时间为3min,脱脂后采用纯水冲洗;
67.s3、经过水洗的金属工件放入磷化池磷化,磷化液的温度为35℃,浸泡时间为5min,然后将经过磷化处理的金属工件进入纯水池浸洗;
68.s4、将金属工件通过电泳装置进行电泳,电泳采用电泳液为固含量12%的硅氟改性丙烯酸树脂电泳漆,电泳装置控制金属工件在电泳液中缓慢摆动,于金属表面形成均匀平整的漆面;
69.s5、用纯水淋洗工件表面的气泡和浮漆,适当晾干后将工件放入恒温烘箱中,150℃烘烤25min,待漆层固化即可。
70.磷化液包括以下组分:苯并三氮唑0.15wt%、硝酸锌6wt%、磷酸二氢锌8wt%、钼酸钠1wt%、柠檬酸3wt%、聚氧乙烯辛基苯酚醚0.15wt%,余量为去离子水。
71.硅氟改性丙烯酸树脂由甲基丙烯酸六氟丁酯和甲基丙烯酰基丁基笼型倍半硅氧烷采用自由基聚合反应对阳离子丙烯酸树脂接枝改性合成,所述硅氟改性丙烯酸树脂包括以下重量份原料:甲基丙烯酸甲酯30份、丙烯酸丁酯15份、甲基丙烯酸羟乙酯15份、甲基丙烯酸六氟丁酯30份、甲基丙烯酰基丁基笼型倍半硅氧烷10份、偶氮二异丁腈5份、丙二醇丁醚或丙二醇甲醚50份、甲乙酮肟封端的多异氰酸酯2份、冰醋酸4份、去离子水50份。
72.硅氟改性丙烯酸树脂的制备方法具体包括以下步骤:
73.a、将丙烯酸类单体、含氟丙烯酸酯单体以及三分之二的引发剂配成均匀混合物通过恒压滴液漏斗以匀速逐滴滴加,在反应温度为95℃下,在4h内滴加完毕后;
74.b、在恒压滴定漏斗中加入提前被溶剂溶解好的甲基丙烯酰基丁基笼型倍半硅氧烷和少量引发剂的均匀混合物,在95℃恒温下1h内连续滴加完;
75.c、补加剩余的引发剂,保温反应3h,反应结束后,降温至60℃,加入适量的中和剂冰醋酸,搅拌30min,即得到硅氟改性丙烯酸树脂。
76.实施例4
77.一种金属表面电泳工艺,其特征在于,包括以下步骤:
78.s1、将金属工件采用180g/l的硫酸进行喷淋酸洗,除去工件表面的氧化物,时间1min,酸洗后采用纯水冲洗;
79.s2、将金属工件放入脱脂槽中进行脱脂浸泡处理,脱脂液为40g/l的氢氧化钠溶液,脱脂液的温度为40℃,浸泡时间为2min,脱脂后采用纯水冲洗;
80.s3、经过水洗的金属工件放入磷化池磷化,磷化液的温度为30℃,浸泡时间为4min,然后将经过磷化处理的金属工件进入纯水池浸洗;
81.s4、将金属工件通过电泳装置进行电泳,电泳采用电泳液为固含量15%的硅氟改性丙烯酸树脂电泳漆,电泳装置控制金属工件在电泳液中缓慢摆动,于金属表面形成均匀平整的漆面;
82.s5、用纯水淋洗工件表面的气泡和浮漆,适当晾干后将工件放入恒温烘箱中,140
℃烘烤20min,待漆层固化即可。
83.磷化液包括以下组分:苯并三氮唑0.05wt%、硝酸锌4wt%、磷酸二氢锌5wt%、钼酸钠0.1wt%、柠檬酸1wt%、聚氧乙烯辛基苯酚醚0.05wt%,余量为去离子水。
84.硅氟改性丙烯酸树脂由甲基丙烯酸六氟丁酯和甲基丙烯酰基丁基笼型倍半硅氧烷采用自由基聚合反应对阳离子丙烯酸树脂接枝改性合成,所述硅氟改性丙烯酸树脂包括以下重量份原料:甲基丙烯酸甲酯20份、丙烯酸丁酯10份、甲基丙烯酸羟乙酯10份、甲基丙烯酸六氟丁酯20份、甲基丙烯酰基丁基笼型倍半硅氧烷5份、偶氮二异丁腈3份、丙二醇丁醚或丙二醇甲醚20份、甲乙酮肟封端的多异氰酸酯0.5份、冰醋酸0.1份、去离子水30份。
85.硅氟改性丙烯酸树脂的制备方法具体包括以下步骤:
86.a、将丙烯酸类单体、含氟丙烯酸酯单体以及三分之二的引发剂配成均匀混合物通过恒压滴液漏斗以匀速逐滴滴加,在反应温度为90℃下,在3h内滴加完毕后;
87.b、在恒压滴定漏斗中加入提前被溶剂溶解好的甲基丙烯酰基丁基笼型倍半硅氧烷和少量引发剂的均匀混合物,在90℃恒温下1h内连续滴加完;
88.c、补加剩余的引发剂,保温反应2h,反应结束后,降温至55℃,加入适量的中和剂冰醋酸,搅拌25min,即得到硅氟改性丙烯酸树脂。
89.实施例5
90.一种金属表面电泳工艺,其特征在于,包括以下步骤:
91.s1、将金属工件采用180g/l的硫酸进行喷淋酸洗,除去工件表面的氧化物,时间2min,酸洗后采用纯水冲洗;
92.s2、将金属工件放入脱脂槽中进行脱脂浸泡处理,脱脂液为50g/l的氢氧化钠溶液,脱脂液的温度为40℃,浸泡时间为2min,脱脂后采用纯水冲洗;
93.s3、经过水洗的金属工件放入磷化池磷化,磷化液的温度为30℃,浸泡时间为6min,然后将经过磷化处理的金属工件进入纯水池浸洗;
94.s4、将金属工件通过电泳装置进行电泳,电泳采用电泳液为固含量15%的硅氟改性丙烯酸树脂电泳漆,电泳装置控制金属工件在电泳液中缓慢摆动,于金属表面形成均匀平整的漆面;
95.s5、用纯水淋洗工件表面的气泡和浮漆,适当晾干后将工件放入恒温烘箱中,160℃烘烤20min,待漆层固化即可。
96.磷化液包括以下组分:苯并三氮唑0.15wt%、硝酸锌6wt%、磷酸二氢锌5wt%、钼酸钠0.1wt%、柠檬酸3wt%、聚氧乙烯辛基苯酚醚0.1wt%,余量为去离子水。
97.硅氟改性丙烯酸树脂由甲基丙烯酸六氟丁酯和甲基丙烯酰基丁基笼型倍半硅氧烷采用自由基聚合反应对阳离子丙烯酸树脂接枝改性合成,所述硅氟改性丙烯酸树脂包括以下重量份原料:甲基丙烯酸甲酯25份、丙烯酸丁酯12份、甲基丙烯酸羟乙酯12份、甲基丙烯酸六氟丁酯25份、甲基丙烯酰基丁基笼型倍半硅氧烷8份、偶氮二异丁腈4份、丙二醇丁醚或丙二醇甲醚30份、甲乙酮肟封端的多异氰酸酯1份、冰醋酸3份、去离子水40份。
98.硅氟改性丙烯酸树脂的制备方法具体包括以下步骤:
99.a、将丙烯酸类单体、含氟丙烯酸酯单体以及三分之二的引发剂配成均匀混合物通过恒压滴液漏斗以匀速逐滴滴加,在反应温度为90℃下,在3h内滴加完毕后;
100.b、在恒压滴定漏斗中加入提前被溶剂溶解好的甲基丙烯酰基丁基笼型倍半硅氧
烷和少量引发剂的均匀混合物,在90℃恒温下1h内连续滴加完;
101.c、补加剩余的引发剂,保温反应2h,反应结束后,降温至55℃,加入适量的中和剂冰醋酸,搅拌25min,即得到硅氟改性丙烯酸树脂。
102.性能检测
103.将实施例1-5中完成电泳的金属工件分别进行下列测试:(1)参照hg/t3856-2006对涂层进行吸水率测定;(2)电泳涂层耐酸、碱性测试:按 gb1763-1979(1989)《漆膜耐化学试剂性测试法》对漆膜在酸碱环境下的耐腐蚀效果进行测试和比较;(3)按gb/t9286-1998《色漆和清漆漆膜的划格试验》对阴极电泳涂层进行附着力测定;(4)按gb/t1732-93《漆膜耐冲击性测定法》对阴极电泳涂层进行耐冲击性测定;(5)参照gb/t6739-1996《涂膜硬度铅笔测试法》对电泳涂层进行测定。利用qhq涂膜铅笔划痕硬度计对阴极电泳涂层进行铅笔硬度测定评价。得到数据如下表1所示:
104.表1金属工件电泳漆膜性能测试
[0105][0106][0107]
如图1-6所示,一种金属表面电泳装置,包括若干均匀等距设置的电泳槽1,电泳槽1上方水平设置送料架2,送料架2内壁对应电泳槽1处设有送料座3,送料座3与送料架2滑动连接,送料座3表面两侧对称固定安装驱动机构4,驱动机构4包括对称固定安装在送料座3表面的安装座5,安装座5之间设有曲轴 6,曲轴6两端与安装座5转动连接,曲轴6一端与第一电机7的输出轴连接,曲轴6中间远离轴心处设有驱动杆8,驱动杆8一端与曲轴6转动连接,驱动杆 8另一端与拉杆9顶端铰接,拉杆9竖直贯穿送料座3,拉杆9与送料座3滑动连接,拉杆9下端与夹具10顶部铰接。两个驱动机构4的第一电机7同步转动时可以带动拉杆9上下同步滑动,即可带动夹具10上下摆动,当两个驱动机构 4的第一电机7不是同步转动时,两个拉杆9上下滑动的位置不同,即可带动夹具10左右摆动,从而去除工件表面的气泡。
[0108]
送料架2内壁上侧水平对称固定安装第一滑轨11,送料架2内壁下侧水平对称固定安装第二滑轨12,第二滑轨12靠近电泳槽1设有竖直向下延伸第三滑轨13,第三滑轨13对称设置在电泳槽1上方的送料架2内壁,第一滑轨11与第二滑轨12的间距大于安装座5的高度。
[0109]
送料座3上方设有滑动框架14,送料座3顶部四角铰接连接杆15,连接杆 15上端铰接滑动框架14侧壁,连接杆15上下两端铰接轴处分别转动安装第一滚轮16和第二滚轮17,第一滚轮16与第一滑轨11滑动配合,第二滚轮17与第二滑轨12和第二滑轨12滑动配合,滑动框架14中间贯穿设有丝杆18,滑动框架14与丝杆18螺纹配合,丝杆18两端与送料架2转动
连接,丝杆18一端与第二电机19的输出轴连接。
[0110]
夹具10包括第一固定板20和第二固定板21,第一固定板20顶部两侧分别与拉杆9铰接,第一固定板20和第二固定板21之间设有第一夹板22和第二夹板23,第一夹板22两端分别与第一固定板20和第二固定板21固定连接,第二夹板23两端分别与第一固定板20和第二固定板21滑动连接。
[0111]
第二夹板23两端对称固定安装凸块24,第一固定板20对应凸块24处开设有第一滑槽25,第一滑槽25内贯穿设有螺杆26,凸块24与螺杆26螺纹配合,螺杆26贯穿第一夹板22一端固定安装摇把27,第二固定板21对应凸块24处开设有第二滑槽28,第二滑槽28内贯穿设有导向杆29,凸块24与导向杆29 滑动连接。
[0112]
在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
[0113]
以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1