一种湿垃圾全量处理的方法与流程
1.本发明属于垃圾处理技术领域,具体涉及一种湿垃圾全量处理的方法。
背景技术:
[0002]“干湿分离”是垃圾分类的重要工作目标之一。其中,分离的湿垃圾又称为厨余垃圾、有机垃圾,即易腐垃圾,指食材废料、剩菜剩饭、过期食品、瓜皮果核、花卉绿植、中药药渣等易腐的生物质生活废弃物。湿垃圾具有含水率高,有机质含量高,易腐败等特点,容易造成环境恶臭和滋生细菌。
[0003]
目前,广泛采用厌氧消化技术进行湿垃圾处理。厌氧消化指有机质在无氧条件下,由兼性菌和厌氧细菌将可生物降解的有机物分解为ch4、co2、 h2o和h2s的消化技术。厌氧消化被广泛应用于污水畜禽粪便和城市有机废弃物处理等方面。厌氧消化过程可分成水解、酸化、产乙酸和产甲烷四个阶段。水解阶段湿垃圾中的碳水化合物、蛋白质和脂肪等悬浮颗粒有机质被微生物水解成如多糖、多肽和有机酸等可溶有机质;酸化阶段短链有机质被产酸菌降解成如葡萄糖、氨基酸、vfas(挥发性脂肪酸)、nh3和h2s等;乙酸化阶段葡萄糖和氨基酸被产乙酸菌利用生成乙酸、h2和co2;甲烷化阶段产甲烷菌将乙酸、h2转化成ch4和co2。
[0004]
但是,湿垃圾厌氧消化存在产品(沼气等)价值较低,限制了湿垃圾厌氧消化技术的发展。
技术实现要素:
[0005]
有鉴于此,本发明的目的在于提供一种湿垃圾全量处理的方法,本发明的方法通过湿垃圾液相和固相全量处理,回收乳酸和蛋白质两种高价值产品。
[0006]
本发明提供了一种湿垃圾全量处理的方法,包括以下步骤:
[0007]
1)对待处理的湿垃圾进行杂物分选、破碎和灭菌,得到净化湿垃圾;
[0008]
2)将所述净化湿垃圾和糖化酶混合,进行糖化预处理,得到糖化预处理湿垃圾;
[0009]
3)对所述糖化预处理湿垃圾进行固液分离,收集液相组分和固相组分;
[0010]
4)将所述液相组分和产乳酸菌混合,进行发酵,得到含有乳酸的发酵物;
[0011]
5)对所述固相组分进行碱热处理,得到包含蛋白质的碱热处理产物;
[0012]
所述步骤4)和步骤5)之间没有时间顺序限制。
[0013]
优选的,所述待处理的湿垃圾的含固率为10%~25%。
[0014]
优选的,所述破碎后的湿垃圾的粒径小于5mm。
[0015]
优选的,所述糖化酶包括纤维素酶和/或淀粉酶。
[0016]
优选的,所述固液分离包括离心;所述离心的转速大于5000rpm;所述离心的时间大于15min。
[0017]
优选的,所述产乳酸菌包括乳杆菌。
[0018]
优选的,所述产乳酸菌以菌液的形式混合;所述液相组分和菌液的体积比为100:(5~30);所述菌液种产乳酸菌的有效活菌数大于等于1.2
×
10
8 cfu/ml。
[0019]
优选的,所述发酵为厌氧发酵;所述厌氧发酵的时间为0.5~2d。
[0020]
优选的,对所述固相组分进行碱热处理包括调节所述固相组分的ph值为10~12后,于120~160℃条件下进行碱热处理。
[0021]
优选的,所述碱热处理的时间为1~4h。
[0022]
本发明提供了一种湿垃圾全量处理的方法,包括以下步骤:对待处理的湿垃圾进行破碎和灭菌,得到净化湿垃圾;将所述净化湿垃圾和糖化酶混合,进行糖化预处理,得到糖化预处理湿垃圾;对所述糖化预处理湿垃圾进行固液分离,收集液相组分和固相组分将所述液相组分和产乳酸菌混合,进行发酵,得到含有乳酸的发酵物;对所述固相组分进行碱热处理,得到包含蛋白质的碱热处理产物。本发明通过湿垃圾液相和固相全量处理,能够回收得到乳酸和蛋白质两种高价值产品,乳酸和蛋白质能够作为生物合成的前体材料,如乳酸合成可降解塑料、蛋白质制备粘合剂或泡沫灭火剂等。本发明的方法能够克服主流生物转化方式(厌氧消化产沼气等技术)回收产品价值较低的问题。
附图说明
[0023]
图1为本发明方法的实施流程示意图。
具体实施方式
[0024]
本发明提供了一种湿垃圾全量处理的方法,包括以下步骤:
[0025]
1)对待处理的湿垃圾进行破碎和灭菌,得到净化湿垃圾;
[0026]
2)将所述净化湿垃圾和糖化酶混合,进行糖化预处理,得到糖化预处理湿垃圾;
[0027]
3)对所述糖化预处理湿垃圾进行固液分离,收集液相组分和固相组分;
[0028]
4)将所述液相组分和产乳酸菌混合,进行发酵,得到含有乳酸的发酵物;
[0029]
5)对所述固相组分进行碱热处理,得到包含蛋白质的碱热处理产物;
[0030]
所述步骤4)和步骤5)之间没有时间顺序限制。
[0031]
本发明的方法是一种湿垃圾同步回收乳酸和蛋白质的方法,同步克服了主流生物转化方式(厌氧消化产沼气等技术)反应周期长、转化率低、二次产物处理难、产品价值较低等问题。
[0032]
本发明首先对待处理的湿垃圾进行破碎和灭菌,得到净化湿垃圾。
[0033]
对待处理的湿垃圾进行破碎前,本发明优选的还包括对湿垃圾进行杂物分选,分选的目的在于保护破碎装置和去除不可生物降解物质;所述湿垃圾优选为生活垃圾中干湿分离出的蔬果、剩菜、剩饭的混合物。
[0034]
在本发明中,所述待处理的湿垃圾的含固率优选为10%~25%,更优选为15%~20%。
[0035]
在本发明中,所述破碎后的湿垃圾粒径优选的小于5mm。
[0036]
在本发明中,所述灭菌为无残留物质、对后续酶活性不产生抑制的方法;所述灭菌优选的包括高温、辐照和臭氧中的一种或几种。
[0037]
得到净化湿垃圾后,本发明将所述净化湿垃圾和糖化酶混合,进行糖化预处理,得到糖化预处理湿垃圾。
[0038]
在本发明中,所述糖化预处理优选为序批式酶糖化处理。
[0039]
在本发明中,所述糖化酶优选的包括纤维素酶和/或淀粉酶。在本发明中,所述糖化预处理的温度和ph优选的采用所选酶的最适条件,所述糖化酶的浓度和反应时间根据酶的使用说明书;所述糖化预处理的作用是将多糖水解成单糖,易于乳酸菌利用。
[0040]
得到糖化预处理湿垃圾后,本发明对所述糖化预处理湿垃圾进行固液分离,收集液相组分和固相组分。
[0041]
在本发明中,所述固液分离优选的包括离心;所述离心的转速优选的大于5000rpm;所述离心的时间优选的大于15min。
[0042]
得到液相组分后,本发明将所述液相组分和产乳酸菌混合,进行发酵,得到含有乳酸的发酵物。
[0043]
在本发明中,所述产乳酸菌优选的包括乳杆菌,乳杆菌菌种具有生长速率快、乳酸产率高(同型产乳酸方式,理论上乳酸产率为100%)、耐酸能力强等优点。在本发明中,所述乳杆菌优选的包括植物乳杆菌(lactobacillusplantarum)和/或干酪乳杆菌(lactobacillus casei)。
[0044]
在本发明中,所述产乳酸菌以菌液的形式混合;所述液相组分和菌液的体积比优选为100:(5~30),优选为100:(10~25),更优选为100:(15~20);所述菌液种产乳酸菌的有效活菌数优选的大于等于1.2
×
108cfu/ml。
[0045]
在本发明中,所述发酵优选为厌氧发酵,更优选为通过氮气鼓吹的方式保证发酵环境为厌氧环境;所述厌氧发酵的温度和ph为所用菌种的发酵温度和ph;所述发酵的时间优选为0.5~2d,更优选为1~1.5d所述发酵的搅拌速度优选为80~150rpm,更优选为100~120rpm。
[0046]
得到固相组分后,本发明对所述固相组分进行碱热处理,得到包含蛋白质的碱热处理产物。
[0047]
在本发明中,对所述固相组分进行碱热处理优选的包括调节所述固相组分的ph值为10~12后,于120~160℃条件下进行碱热处理。
[0048]
在本发明中,所述碱热处理的时间优选为1~4h,更优选为2~3h。
[0049]
在本发明中,所述碱热处理的温度优选为140℃。
[0050]
在本发明中,调节所述固相组分的ph值的试剂优选的包括naoh水溶液;所述naoh水溶液中naoh的浓度优选为3mol/l。
[0051]
本发明在得到含有乳酸的发酵物和包含蛋白质的碱热处理产物后,优选的还包括分别对含有乳酸的发酵物和包含蛋白质的碱热处理产物进行纯化;本发明对所述纯化的方法没有特殊限制,采用本领域的常规纯化方法即可。
[0052]
本发明对液相组分和固相组分的处理能够同步进行,且对液相组分发酵和对固相组分碱热处理的步骤分别能够0.5~2d和1~4h内完成。本发明的方法在2~5d内即可完成,具有反应周期短的优势,能够克服主流生物转化方式(厌氧消化产沼气等技术)反应周期长的问题。
[0053]
并且,厌氧消化处理湿垃圾还会产生沼渣,存在二次产物处理难的问题。本发明的方法通过对液相组分和固相组分进行全量处理,克服了上述二次产物处理难的问题。
[0054]
下面将结合本发明中的实施例,对本发明中的技术方案进行清楚、完整地描述。
[0055]
本发明实施例的实施流程示意图参见图1。
[0056]
实施例1
[0057]
首先,人工分选出湿垃圾中误投的骨头、塑料和误投的坚硬物等,用粉碎机将分选后的湿垃圾粉碎至浆状,过5mm标准筛。在高温121℃的条件下维持25min进行灭菌。冷却后,向灭菌后的湿垃圾浆中投加葡糖淀粉酶,根据酶的使用说明书调节体系ph为4.5,温度为60℃,浓度为600u/g湿垃圾,在120rpm转速下反应48h后,在6000rpm转速下离心15min进行固液分离。分离出的液相置于反应器中,进行氮气鼓吹5min以保反应器中的厌氧环境,随后按照体积百分比为20%的接种比例(体积比)投加植物乳杆菌 (lactobacillusplantarum),体系ph用缓冲溶液调节至5.5,搅拌转速为 100rpm,室温下发酵2天,发酵后乳酸浓度为23.8g/l。固液分离后的固相用3mol/l naoh溶液调节ph为11,随后置于反应釜中,于120℃下维持 1h,溶出液中蛋白质浓度为5.1g/l。本实施例中糖化处理用时48h,乳酸发酵2天,碱热处理用时1h,与厌氧消化20~30天的处理周期相比,总时长明显缩短,另外,湿垃圾液相和固相全量利用,回收产物乳酸和蛋白质经济价值高。
[0058]
实施例2
[0059]
人工分选出湿垃圾中不易生物降解的杂物(包括骨头、塑料等),用粉碎机将分选后的湿垃圾粉碎至浆状,过5mm标准筛。在高温121℃的条件下维持25min进行灭菌。冷却后,向灭菌后的湿垃圾浆中投加纤维素酶,根据酶的使用说明书调节体系ph为6.0,温度为60℃,浓度为300u/g湿垃圾,在80rpm转速下反应24h后,在8000rpm转速下离心15min进行固液分离。分离出的液相置于反应器中,进行氮气鼓吹5min以保反应器中的厌氧环境,随后按照15%的接种比例(体积比)投加干酪乳杆菌(lactobacillus casei),体系ph用缓冲溶液调节至4.5,搅拌转速为100rpm,室温下发酵1天,发酵后乳酸浓度为18.3g/l。固液分离后的固相用3mol/lnaoh溶液调节ph 为10,随后置于反应釜中,于140℃下维持2h,溶出液中蛋白质浓度为6.3 g/l。本实施例中糖化处理用时24h,乳酸发酵1天,碱热处理用时1h,与厌氧消化20~30天的处理周期相比,总时长明显缩短,另外,湿垃圾液相和固相全量利用,回收产物乳酸和蛋白质经济价值高。
[0060]
实施例3
[0061]
人工分选出湿垃圾中骨头、塑料等不易生物降解的杂物和玻璃、金属等硬物,用粉碎机将分选后的湿垃圾粉碎至浆状,过5mm标准筛。在高温121℃的条件下维持25min进行灭菌。冷却后,向灭菌后的湿垃圾浆中投加葡糖淀粉酶(300u/g)和纤维素酶(150u/g),根据酶的使用说明书调节体系ph 为5.0,温度为60℃,在150rpm转速下反应48h后,在8000rpm转速下离心20min进行固液分离。分离出的液相置于反应器中,进行氮气鼓吹5min 以保反应器中的厌氧环境,随后按照25%的接种比例(体积比)投加植物乳杆菌(lactobacillusplantarum),体系ph用缓冲溶液调节至5.5,搅拌转速为100rpm,室温下发酵0.5天,发酵后乳酸浓度为27.4g/l。固液分离后的固相用3mol/lnaoh溶液调节ph为12,随后置于反应釜中,于160℃下维持2h,溶出液中蛋白质浓度为6.8g/l。本实施例中糖化处理用时48h,乳酸发酵0.5天,碱热处理用时2h,与厌氧消化20~30天的处理周期相比,总时长明显缩短,另外,湿垃圾液相和固相全量利用,回收产物乳酸和蛋白质经济价值高。
[0062]
对照例1
[0063]
将人工分选出湿垃圾中误投的骨头、塑料和误投的坚硬物等,用粉碎机将分选后的湿垃圾粉碎至浆状,过5mm标准筛。采用消化污泥作为湿垃圾厌氧消化的接种物,将湿垃
圾和接种物按照接种比为湿垃圾:接种物=1:1(按 vs计)搅拌均匀后置于厌氧血清瓶中,通入氮气保证厌氧环境后密封。随后,将厌氧血清瓶置于37℃水浴锅中培养,搅拌速度为120rpm/min,每日监测沼气和甲烷的产量,直至连续3天单日产气量的差异小于10%。
[0064]
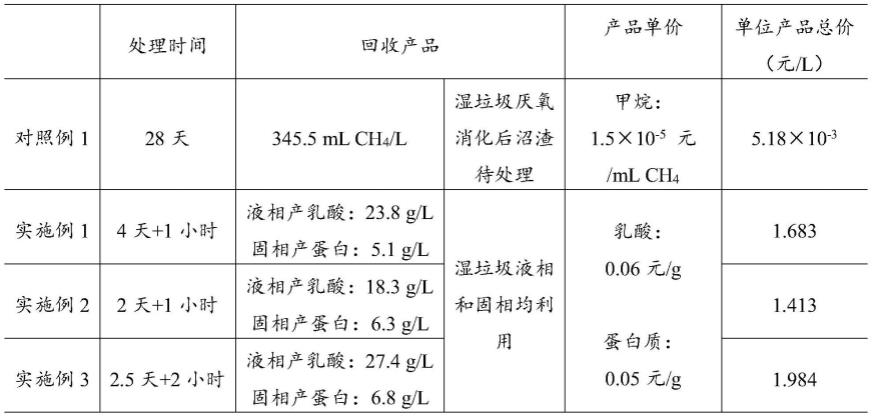
对照例1与实施例1~3关键技术指标对比参见表1。
[0065]
表1对照例1与实施例1~3关键技术指标对比
[0066][0067]
由表1可以看出,实施例1、2、3的单位产品总价分别为1.683、1.413 和1.918元/l,与对对照例1(5.18
×
10-3
元/l)相比具有显著优势。
[0068]
尽管上述实施例对本发明做出了详尽的描述,但它仅仅是本发明一部分实施例而不是全部实施例,人们还可以根据本实施例在不经创造性前提下获得其他实施例,这些实施例都属于本发明保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1