一种低成本熔模精密铸造用浇道蜡及其制备方法与流程
本发明涉及到熔模精密铸造模料领域,尤其涉及一种低成本熔模精密铸造用浇道蜡及其制备方法。
背景技术:
1、熔模铸造又称熔模精密铸造,是一种近净形的液态金属成型工艺,应用该工艺获得的每个铸件都是经过多种工序,多种材料,多种技术共同协作综合的结果。其铸件精度可接近于零件要求尺寸,可以不经过加工或者很少量的加工后使用。熔模铸造工艺通常是将蜡做成模型,在其表面包裹耐火材料,加热使蜡熔化流出,得到空壳,再将金属液灌入空壳,待其冷却后,将耐火材料敲碎得到的金属零件。由于模料广泛采用蜡质材料来制造,固经常将熔模铸造称为“失蜡铸造”。熔模铸造工艺过程主要分为蜡模成型-组树-沾浆-硬化壳-熔蜡制壳-熔炼浇注-清理型壳。
2、通过熔模精密铸造可以得到具有很好力学性能以及表面品质和尺寸精度更高的铸件。尤其在大型复杂的薄壁铸件方面,熔模铸造展现出了其独特的优势。对于一些大型铸件、复杂铸件,其浇注系统非常复杂,目前国内对于浇道处仍采用模型蜡,其成本较高。因此制备出一种专门应用于浇铸系统的浇道蜡,可以相应降低成本,提高脱蜡效率。
技术实现思路
1、为克服上述现有技术的不足,本发明提供了一种低成本熔模精密铸造用浇道蜡及其制备方法,所制备的浇道蜡具有适中的机械强度,低熔点、低粘度、低灰分,提高了脱蜡效率,降低了蜡模成型过程所需成本,可以满足一些复杂的浇铸系统以及大型铸件的需求。
2、为达到上述目的,本发明采用以下技术方案:
3、本发明提供了一种低成本熔模精密铸造用浇道蜡,按照重量份数,所述浇道蜡由以下成分组成:石蜡40-60份,硬脂酸30-50份,聚合物5-10份。
4、在以上技术方案中,所述石蜡为52号全精炼石蜡,其熔点为52℃。选择52号石蜡是因为浇道蜡的特性,浇道蜡要求熔点低,易于脱蜡,52号石蜡代表其熔点为52℃,是石蜡里面熔点低的一种,且其成本较低。
5、在以上技术方案中,所述硬脂酸由油脂水解生产,是一种十八烷酸,其熔点为67-72℃。
6、在以上技术方案中,所述聚合物为乙烯-醋酸乙烯共聚物、聚对苯二甲酸乙二醇酯、聚甲基丙烯酸甲酯、低密度聚乙烯、聚丙烯、聚烯烃中的一种或者几种。
7、作为其中一种实施例,按照重量份数,所述浇道蜡由以下成分组成:石蜡45份,硬脂酸50份,聚合物5份。
8、作为其中一种实施例,按照重量份数,所述浇道蜡由以下成分组成:石蜡50份,硬脂酸45份,聚合物5份。
9、作为其中一种实施例,按照重量份数,所述浇道蜡由以下成分组成:石蜡45份,硬脂酸45份,聚合物10份。
10、本发明提供了一种低成本熔模精密铸造用浇道蜡的制备方法,包括以下步骤:
11、(1)将石蜡按重量分数分为两份,将其中一份加热,过程中不断进行搅拌至熔融状态,再加入另一份石蜡进行加热搅拌。
12、(2)将步骤(1)所得到的熔融状态下的石蜡继续加热,加入硬脂酸,过程中不断搅拌至熔融状态。
13、(3)将步骤(2)得到的共混物继续加热,加入聚合物后搅拌至熔融状态。
14、(4)静置,冷却至室温。
15、在以上技术方案中,步骤(1)中加热温度为70℃,步骤(2)中加热温度为90℃,步骤(3)中加热温度为120℃。
16、在以上技术方案中,步骤(1)和步骤(3)搅拌时间不低于20min,步骤(2)中搅拌时间不低于30min。
17、本发明选择以石蜡和硬脂酸作为基体材料,石蜡又称为晶型蜡,是一种碳原子数约为18-30的烃类混合物,主要组分为直链烷烃,分子链结构较为简单,其熔点较低便于脱蜡,且石蜡结晶形态为尺寸较大的薄片,具有一定脆性,提供了一定强度;硬脂酸是一类十八烷酸,具有一定增塑剂、稳定剂以及润滑剂的作用,且流动性好,作为一类有机物灰分低,提高脱蜡效率;添加聚合物的作用是提高浇道蜡的综合性能,提高浇道蜡的强度,降低其表面粗糙度。
18、本发明的有益效果在于:
19、(1)以石蜡、硬脂酸为基体材料,相较模型蜡降低了成本。
20、(2)加入的硬脂酸比例较高,提高了整个体系的流动性,降低了表面粗糙度,便于脱蜡。
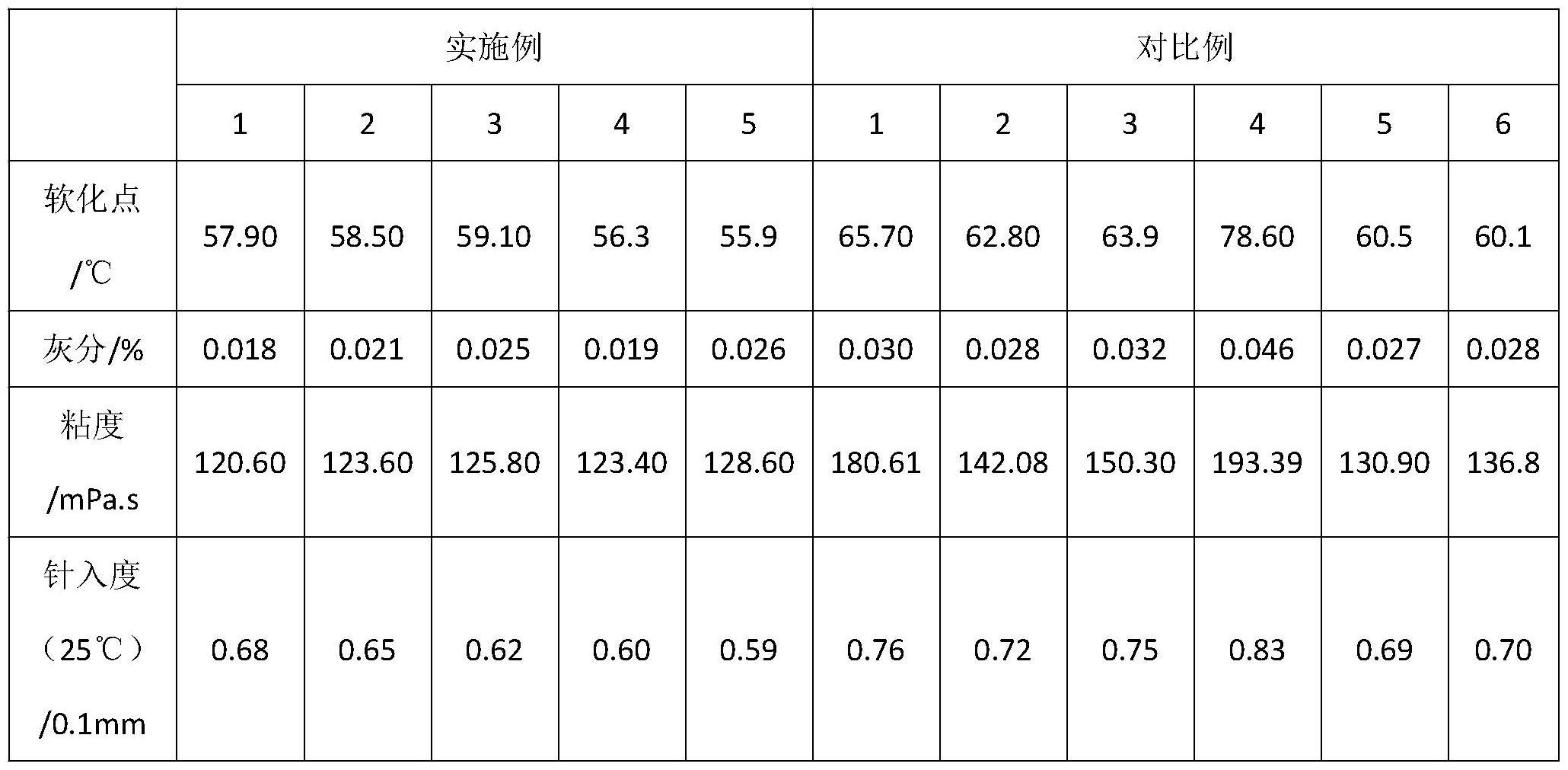
21、(3)本发明所制备的浇道蜡具有低粘度、低灰分、低软化点、适中强度等特性,配方简单,制备方法简便,且生产成本低,满足熔模精密铸造浇道蜡的相关需求。
技术特征:
1.一种低成本熔模精密铸造用浇道蜡,其特征在于:按照重量份数,所述浇道蜡由以下成分组成:石蜡40-60份,硬脂酸30-50份,聚合物5-10份。
2.根据权利要求1所述浇道蜡,其特征在于:所述石蜡为52号全精炼石蜡,其熔点为52℃。
3.根据权利要求1所述浇道蜡,其特征在于:所述硬脂酸由油脂水解生产,是一种十八烷酸,其熔点为67-72℃。
4.根据权利要求1所述浇道蜡,其特征在于:所述聚合物为乙烯-醋酸乙烯共聚物、聚对苯二甲酸乙二醇酯、聚甲基丙烯酸甲酯、低密度聚乙烯、聚丙烯、聚烯烃中的一种或者几种。
5.根据权利要求1所述浇道蜡,其特征在于:按照重量份数,所述浇道蜡由以下成分组成:石蜡45份,硬脂酸50份,聚合物5份。
6.根据权利要求1所述浇道蜡,其特征在于:按照重量份数,所述浇道蜡由以下成分组成:石蜡50份,硬脂酸45份,聚合物5份。
7.根据权利要求1所述浇道蜡,其特征在于:按照重量份数,所述浇道蜡由以下成分组成:石蜡45份,硬脂酸45份,聚合物10份。
8.权利要求1-5任一项所述浇道蜡的制备方法,其特征在于:包括以下步骤:
9.根据权利要求8所述制备方法,其特征在于:步骤(1)中加热温度为70℃,步骤(2)中加热温度为90℃,步骤(3)中加热温度为120℃。
10.根据权利要求8所述制备方法,其特征在于:步骤(1)和步骤(3)搅拌时间不低于20min,步骤(2)中搅拌时间不低于30min。
技术总结
本发明公开了一种低成本熔模精密铸造用浇道蜡及其制备方法,按照重量份数,浇道蜡由以下成分组成:石蜡40‑60份,硬脂酸30‑50份,聚合物5‑10份。其制备方法包括以下步骤:(1)将石蜡按重量分数分为两份,将其中一份加热,过程中不断进行搅拌至熔融状态,再加入另一份石蜡进行加热搅拌。(2)将步骤(1)所得到的熔融状态下的石蜡继续加热,加入硬脂酸,过程中不断搅拌至熔融状态。(3)将步骤(2)得到的共混物继续加热,加入聚合物后搅拌至熔融状态。(4)静置,冷却至室温。所制备的浇道蜡具有适中的机械强度,低熔点、低粘度、低灰分,提高了脱蜡效率,降低了蜡模成型过程所需成本,可以满足一些复杂的浇铸系统以及大型铸件的需求。
技术研发人员:汪东红,蔡稷惟,方清远,姜淼,黄震,陈磊,刘照伟,郝娟
受保护的技术使用者:嘉善鑫海精密铸件有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!