金属切割件涂装用高粘合性、高边缘覆盖粉末涂料用聚酯树脂及其制备方法、粉末涂料与流程
本发明属于粉末涂料,具体涉及金属切割件涂装用高粘合性、高边缘覆盖粉末涂料用聚酯树脂及其制备方法、粉末涂料,聚酯树脂用于制备93/7户外tgic型粉末涂料。
背景技术:
1、粉末涂料作为一种新型无污染涂料,已广泛应用于金属等表面的装饰。粉末涂料是以固体树脂和颜料、填料及助剂等组成的固体粉末状合成树脂涂料。和普通溶剂型涂料及水性涂料不同,它的分散介质不是溶剂和水,而是空气。它具有无溶剂污染,100%成膜,能耗低的特点。对于不同的被喷涂工件有着不同的要求,在制备及使用热固性粉末涂料时应具体结合不同被喷涂工件的要求来进行选材及相应的涂料制备方案,方能满足工件涂装的要求。
2、由于工业金属切割件上广泛使用粉末涂料,其切割处较为锋利且尖角较多,对其切割处的涂层防护及装饰有着较高的要求,故在原材料使用及粉末涂料配方设计上较为重视。
3、户外93/7类tgic型粉末涂料广泛用于户外工业金属切割件的喷涂装饰,通常需要使用聚酯树脂与tgic固化剂进行交联固化成膜。而常规的93/7类tgic型聚酯树脂由于材料反应活性及粘度的影响,在粉末涂料固化过程中,切割处易受热收缩,导致喷涂工件在该处易出现露底、断线等现象。现有市售的高粘度聚酯树脂在200℃条件下测定为8000-9000mpa.s,使得制备的粉末涂料在进行该类工件涂装时,无法在工件切割处拥有较好的涂装覆盖防护性及装饰性。针对此类情况,通常采用液体油漆修补或者二次喷涂修补,造成费时费力,污染性大、资源浪费等弊端。
4、因此,开发一种工业金属切割件高粘合性、高边缘覆盖粉末涂料用聚酯树脂具有积极的意义。
技术实现思路
1、本发明的目的在于提供一种金属切割件涂装用高粘合性、高边缘覆盖粉末涂料用聚酯树脂及其制备方法,以新戊二醇、对苯二甲酸、己二酸、三羟甲基丙烷、间苯二甲酸、硅烷偶联剂、电荷调整剂为原料经聚合得到,粘度高,反应快,粘合强度高。
2、本发明还有一个目的在于提供一种粉末涂料,采用上述金属切割件涂装用高粘合性、高边缘覆盖粉末涂料用聚酯树脂制备得到,粉末涂料产品能够有效的达到高边缘覆盖下对工业金属切割件具有较高的粘合强度、防护及装饰的目的,能有效的保护工业金属切割件受外界的腐蚀。
3、本发明具体技术方案如下:
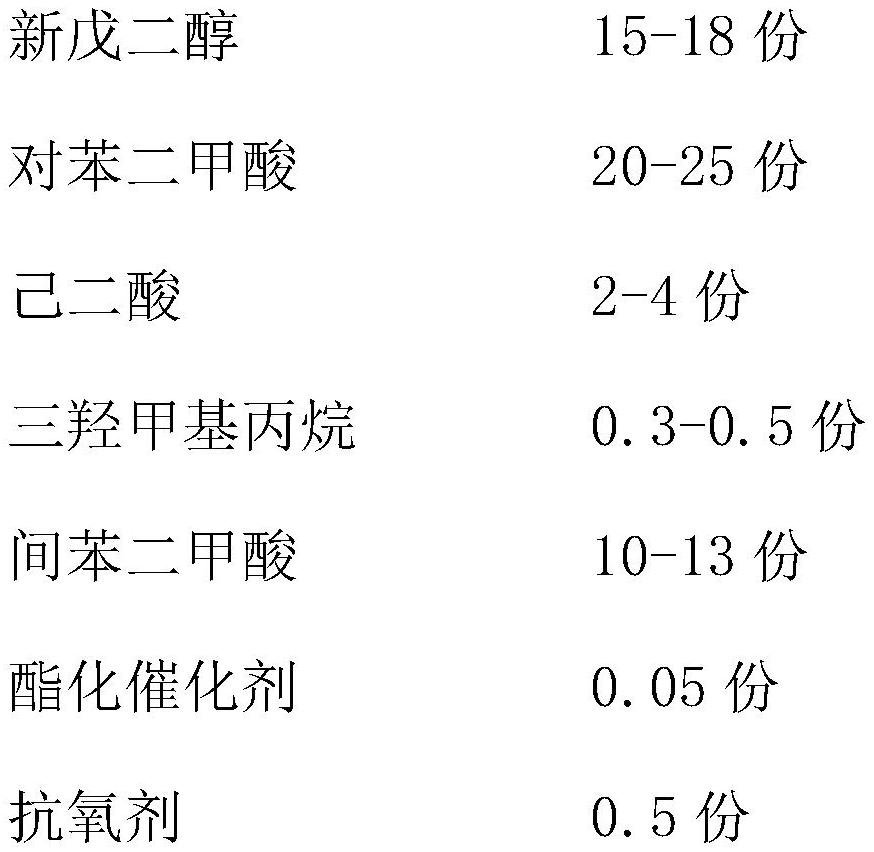
4、一种金属切割件涂装用高粘合性、高边缘覆盖粉末涂料用聚酯树脂,包括以下重量份原料:
5、
6、
7、优选的,所述金属切割件涂装用高粘合性、高边缘覆盖粉末涂料用聚酯树脂,包括以下重量份原料:
8、
9、所述酯化催化剂原料为单丁基氧化锡。
10、所述抗氧剂包括巴斯夫b900复配抗氧剂。
11、所述电荷调整剂为六安捷通达的电荷调整剂sa2483,作为粉末涂料带电剂使用的极性脂肪酸酯主要是以硬脂酸或其他脂肪酸的乙二醇酯或山梨醇酯为代表的一类固体状产品,其熔点范围为60℃左右。
12、所述硅烷偶联剂为苏州帕特纳环保新材料有限公司的ptn101,其结构如下:y-r-si-x3,其成分中含有y代表有机官能基,r代表亚烷基,x代表能够水解的基团,在无机材料和有机树脂(特别是热固性树脂)的界面起作用,构建起牢固的“分子桥”,结合、偶联无机和有机两种截然不同的材料,从而极大地提高各类树脂基复合材料的干、湿态机械强度和电气性能。
13、所述固化促进剂为苄基三乙基氯化铵。
14、本发明提供的一种金属切割件涂装用高粘合性、高边缘覆盖粉末涂料用聚酯树脂的制备方法,包括以下步骤:
15、1)取配方量的新戊二醇、三羟甲基丙烷、对苯二甲酸混合并加入配方量的酯化催化剂于反应釜内,加热到200℃保温,测定酸值在5-10mgkoh/g为止;
16、2)加入抗氧剂,搅拌混匀;
17、3)加入配方量的己二酸、间苯二甲酸,升温至240℃维持,反应至酸值在43-48mgkoh/g,加入配方量硅烷偶联剂、电荷调整剂,降温至200℃抽真空直至酸值在30-35mgkoh/g,树脂的锥板粘度在3500-4000mpa.s/230℃。
18、4)降温至185℃,加入固化促进剂,搅拌均匀;冷却后,即得。
19、步骤1)中以加热速率为20℃/h加热到200℃;
20、步骤1)中所述保温是指:加热到200℃并保温维持2小时;
21、步骤2)中加入抗氧剂后,在200℃搅拌均匀30分钟。
22、步骤4)中,搅拌混匀时间为30分钟。
23、本发明提供的一种粉末涂料,采用上述金属切割件涂装用高粘合性、高边缘覆盖粉末涂料用聚酯树脂制备得到;
24、所述粉末涂料,包括以下质量份原料:
25、金属切割件涂装用高粘合性、高边缘覆盖粉末涂料用聚酯树脂539.4份
26、
27、
28、利用上述金属切割件涂装用高粘合性、高边缘覆盖粉末涂料用聚酯树脂制备的粉末涂料,作为户外93/7类tgic固化粉末涂料使用。
29、发明人发现合成聚酯230℃条件下测定粘度在3500-4000mpa.s时,在制备涂料时不产生胶化现象的前提下能够满足边缘收缩及耐磨粘合性的要求。本发明提供的高粘合性、高边缘覆盖粉末涂料用聚酯树脂以新戊二醇、对苯二甲酸、己二酸、三羟甲基丙烷、间苯二甲酸、硅烷偶联剂、电荷调整剂为原料经聚合得到。经测定,用此酸醇所制备的聚酯树脂粘度高但不胶化,用brookfield锥板粘度计测定在3500-4000mpa.s/230℃,在合成过程中添加三羟甲基丙烷有助于使合成的聚酯具有较好的反应活性及较高的粘度,在与固化剂进行交联反应时具有较好的固化性能及边缘覆盖性,且在聚合真空反应前期引入少量硅烷偶联剂和电荷调整剂,使硅烷偶联剂中的x基团通过水解后所生成的羟基能与聚酯树脂材料合成前期中未完全反应的羟基发生缩合反应、形成化学键,在制备热固性粉末涂料时,能使涂层很好的吸附在工件表面;且电荷调整剂的加入,使其中的极性脂肪酸基团与聚酯树脂羧基基团通过真空聚合进行缩聚反应,与聚酯树脂的高粘度、高活性相互配合,在制备终端粉末涂料产品时能够有效的达到高边缘覆盖料下具有较高的强度性能的目的,能有效提高粉末涂料的防护装饰性能及粘合性。
技术特征:
1.一种金属切割件涂装用高粘合性、高边缘覆盖粉末涂料用聚酯树脂,其特征在于,所述金属切割件涂装用高粘合性、高边缘覆盖粉末涂料用聚酯树脂包括以下重量份原料:
2.根据权利要求1所述的金属切割件涂装用高粘合性、高边缘覆盖粉末涂料用聚酯树脂,其特征在于,所述金属切割件涂装用高粘合性、高边缘覆盖粉末涂料用聚酯树脂,包括以下重量份原料:
3.根据权利要求1或2所述的金属切割件涂装用高粘合性、高边缘覆盖粉末涂料用聚酯树脂,其特征在于,所述酯化催化剂原料为单丁基氧化锡。
4.根据权利要求1或2所述的金属切割件涂装用高粘合性、高边缘覆盖粉末涂料用聚酯树脂,其特征在于,所述抗氧剂包括巴斯夫b900复配抗氧剂。
5.根据权利要求1或2所述的金属切割件涂装用高粘合性、高边缘覆盖粉末涂料用聚酯树脂,其特征在于,所述电荷调整剂为六安捷通达的电荷调整剂sa2483。
6.根据权利要求1或2所述的金属切割件涂装用高粘合性、高边缘覆盖粉末涂料用聚酯树脂,其特征在于,所述硅烷偶联剂为苏州帕特纳环保新材料有限公司的ptn101。
7.根据权利要求1或2所述的金属切割件涂装用高粘合性、高边缘覆盖粉末涂料用聚酯树脂,其特征在于,所述固化促进剂为苄基三乙基氯化铵。
8.一种权利要求1-7任一项所述金属切割件涂装用高粘合性、高边缘覆盖粉末涂料用聚酯树脂的制备方法,其特征在于,所述制备方法包括以下步骤:
9.根据权利要求8所述的制备方法,其特征在于,步骤1)中所述保温是指:加热到200℃并保温维持2小时。
10.一种粉末涂料,其特征在于,采用权利要求1-8任一项所述金属切割件涂装用高粘合性、高边缘覆盖粉末涂料用聚酯树脂制备得到。
技术总结
本发明提供了金属切割件涂装用高粘合性、高边缘覆盖粉末涂料用聚酯树脂及其制备方法、粉末涂料,原料包括新戊二醇15‑18份、对苯二甲酸20‑25份、己二酸2‑4份、三羟甲基丙烷0.3‑0.5份、间苯二甲酸10‑13份、酯化催化剂0.05份、抗氧剂0.5份、硅烷偶联剂0.2份、电荷调整剂0.1份、固化促进剂0.04份。所制备的聚酯树脂粘度高但不胶化,用Brookfield锥板粘度计测定在3500‑4000mPa.s/230℃,在制备终端粉末涂料产品时能够有效的达到高边缘覆盖料下具有较高的强度性能的目的,能有效提高粉末涂料的防护装饰性能及粘合性。
技术研发人员:张启,汪俊,张业
受保护的技术使用者:安徽神剑新材料股份有限公司
技术研发日:
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!