一种抗静电PEEK复合材料及其制备方法与流程
本发明涉及聚醚醚酮,具体为一种抗静电peek复合材料及其制备方法。
背景技术:
1、聚醚醚酮(peek)作为一种塑料里的软黄金,产品性能接近完美,可应用于石油化工、核电、医疗、航空航天、电子半导体、汽车、矿业、分析仪器等众多行业。
2、但现有技术中,聚醚醚酮是一种优良的高性能工程塑料,具有优异的力学性能、化学稳定性和耐高温性能。然而,由于其分子结构中缺乏导电性能的基团,peek材料本身具有较强的静电敏感性,容易在摩擦、撞击等过程中产生静电,导致静电放电现象。
技术实现思路
1、本发明的目的在于提供一种抗静电peek复合材料及其制备方法,以解决上述背景技术提出的peek材料本身具有较强的静电敏感性,容易在摩擦、撞击等过程中产生静电,导致静电放电现象的问题。
2、为实现上述目的,本发明提供如下技术方案:一种抗静电peek复合材料,其由以下重量份原料制成:70-90重量份peek、10-20重量份导电炭黑、10-20重量份导电炭纤维、5-8重量份固化剂、3-6重量份增韧剂和1-3重量份促进剂。
3、优选的,所述固定剂为甲基六氢苯酐,所述增韧剂为纳米核壳结构增韧剂,所述促进剂由2-乙基-4-甲基咪唑和苄基三乙基氯化铵其中至少一种组成。
4、优选的,所述导电炭黑属于工业级,粒径为30-50μm,所述导电炭纤维属于工业级,密度为1.78g/cm3,含碳量为96%,长度为50-300μm。
5、一种抗静电peek复合材料的制备方法,其包括以下步骤:
6、s1、将peek、导电炭黑和导电炭纤维进行预处理;
7、s2、固化剂和促进剂加热溶解;
8、s3、将步骤一和步骤二中各自所得混合物进行混合并搅拌均匀;
9、s4、挤出后水冷牵条造粒
10、优选的,在所述步骤s1、将peek、导电炭黑和导电炭纤维进行预处理中,具体包括以下步骤:
11、s11、按照重量份比例分别称取相应质量的peek、导电炭黑和导电炭纤维,置于行星式球磨机中对其进行混合,采用中、小型球混合搭配方法,物料与磨球的质量比设为1:1.5,设定转速为200r/min,共混2h;
12、s12、调节行星式球磨机转速为300r/min,时间为0.5h,得到混合物粉末。
13、优选的,在所述步骤s2、固化剂和促进剂混合处理中,按照重量份比例将固化剂和促进剂加热溶解。
14、优选的,在所述步骤s3、将步骤一和步骤二中各自所得混合物进行混合并搅拌均匀,具体包括以下步骤:
15、s31、将步骤一中的混合物粉末转移至搅拌机中;
16、s32、再将步骤二中加热溶解的溶液均匀滴定到混合物粉末中,并充分搅拌0.5h。
17、优选的,在所述s4、挤出后水冷牵条造粒中,将步骤三所得混合物转移至熔融挤出机中,控制熔融温度在340℃到400℃之间。加热的过程需要控制加热速度和温度均匀性,以避免材料的过热或者局部过热。
18、与现有技术相比,本发明的有益效果是:
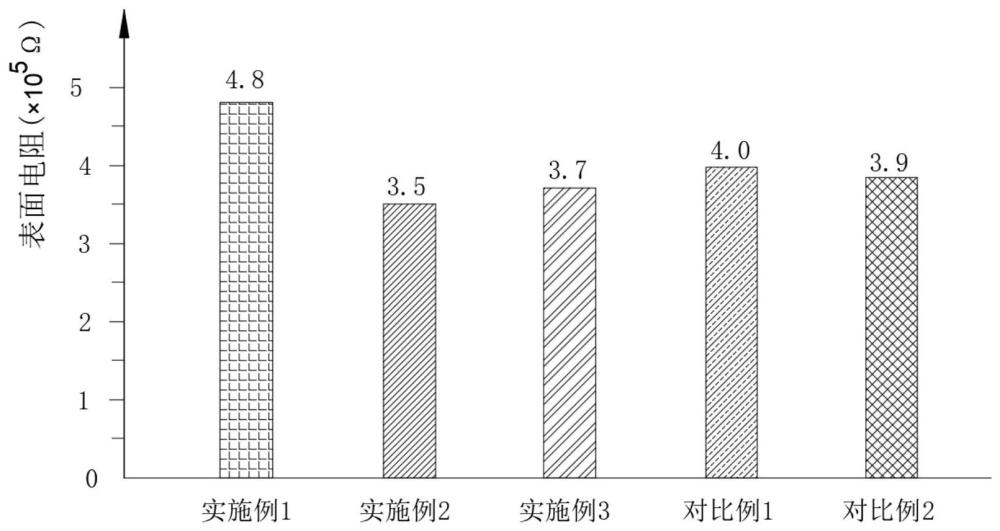
19、本发明中通过在peek中同时添加一定重量份的导电炭黑和一定重量份的导电炭纤维,在一定范围内,随着导电炭黑和导电炭纤维的重量份逐渐增加,表面电阻逐渐变小,表明该抗静电peek复合材料的制备方法生产的抗静电peek复合材料形成较完整的导电网络,导电性能逐渐增强,抵抗静电的能力增强,更加适合在摩擦或撞击等容易产生静电的环境中去使用,提高peek复合材料的使用范围。
技术特征:
1.一种抗静电peek复合材料,其特征在于:其由以下重量份原料制成:70-90重量份peek、10-20重量份导电炭黑、10-20重量份导电炭纤维、5-8重量份固化剂、3-6重量份增韧剂和1-3重量份促进剂。
2.根据权利要求1所述的一种抗静电peek复合材料,其特征在于:所述固定剂为甲基六氢苯酐,所述增韧剂为纳米核壳结构增韧剂,所述促进剂由2-乙基-4-甲基咪唑和苄基三乙基氯化铵其中至少一种组成。
3.根据权利要求1所述的一种抗静电peek复合材料,其特征在于:所述导电炭黑属于工业级,粒径为30-50μm,所述导电炭纤维属于工业级,密度为1.78g/cm3,含碳量为96%,长度为50-300μm。
4.一种抗静电peek复合材料的制备方法,其特征在于,使用了上述1-3中任意一项所述的一种抗静电peek复合材料,其包括以下步骤:
5.根据权利要求4所述的一种抗静电peek复合材料的制备方法,其特征在于:在所述步骤s1、将peek、导电炭黑和导电炭纤维进行预处理中,具体包括以下步骤:
6.根据权利要求4所述的一种抗静电peek复合材料的制备方法,其特征在于:在所述步骤s2、固化剂和促进剂混合处理中,按照重量份比例将固化剂和促进剂加热溶解。
7.根据权利要求4所述的一种抗静电peek复合材料的制备方法,其特征在于:在所述步骤s3、将步骤一和步骤二中各自所得混合物进行混合并搅拌均匀,具体包括以下步骤:
8.根据权利要求4所述的一种抗静电peek复合材料及其制备方法,其特征在于:在所述s4、挤出后水冷牵条造粒中,将步骤三所得混合物转移至熔融挤出机中,控制熔融温度在340℃到400℃之间。
技术总结
本发明公开了一种抗静电PEEK复合材料及其制备方法,涉及聚醚醚酮领域,其由以下重量份原料制成:70‑90重量份PEEK、10‑20重量份导电炭黑、10‑20重量份导电炭纤维、5‑8重量份固化剂、3‑6重量份增韧剂和1‑3重量份促进剂。本发明通过在PEEK中同时添加一定重量份的导电炭黑和一定重量份的导电炭纤维,在一定范围内,随着导电炭黑和导电炭纤维的重量份逐渐增加,表面电阻逐渐变小,表明该抗静电PEEK复合材料的制备方法生产的抗静电PEEK复合材料形成较完整的导电网络,导电性能逐渐增强,抵抗静电的能力增强,更加适合在摩擦或撞击等容易产生静电的环境中去使用,提高PEEK复合材料的使用范围。
技术研发人员:孟燕,柏京,黄成坤
受保护的技术使用者:江苏九联新材料有限公司
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!