一种散热片复合成型方法及配方与流程
1.本发明涉及散热片领域,尤其涉及一种散热片复合成型方法及配方。
背景技术:
2.散热片,可以应用于3c电子,家电,笔电手机,安防,航天航空等一些发热原件上使用。
3.新型散热片的优势就是可以在保证散热稳定的情况下可以大大的降低成本,比传统的散热片有20%-30%的成本优势新型散热片在生产过程中传统散热片要环保,我们在生产过程中没有气体排放,没有废水,很多公益都是自动化完成,新型散热片的原理,首先确定好铝材规格或其他金属材料,按照使用尺寸开模具,然后在铝材或金属材料上复合我们自行研发的一款石墨烯散热膜。
4.因此,有必要提供一种散热片复合成型方法及配方解决上述技术问题。
技术实现要素:
5.本发明提供一种散热片复合成型方法及配方。
6.为解决上述技术问题,本发明提供的一种散热片复合成型方法,包括以下步骤:
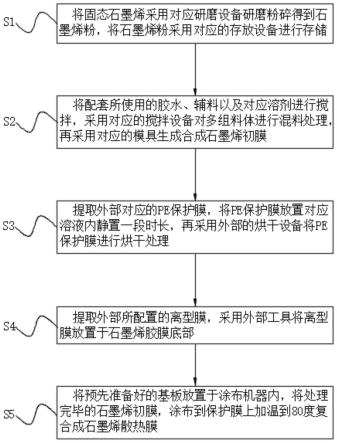
7.s1、配置浆料:将固态石墨烯采用对应研磨设备研磨粉碎得到石墨烯粉,将石墨烯粉采用对应的存放设备进行存储;
8.s2、混料处理:将配套所使用的胶水、辅料以及对应溶剂进行搅拌,采用对应的搅拌设备对多组料体进行混料处理,再采用对应的模具生成合成石墨烯初膜;
9.s3、配置保护膜:提取外部对应的pe保护膜,将pe保护膜放置对应溶液内静置一段时长,再采用外部的烘干设备将pe保护膜进行烘干处理;
10.s4、配置离型膜:提取外部所配置的离型膜,采用外部工具将离型膜放置于石墨烯胶膜底部;
11.s5、复合成型处理:将预先准备好的基板放置于涂布机器内,将处理完毕的石墨烯初膜,涂布到保护膜上加温到80度复合成石墨烯散热膜。
12.优选的,所述研磨设备内部转速设定在200-350r/min,石墨烯粉体直径控制在2-3mm区间内。
13.优选的,所述胶水内部成分为水、聚乙烯醇、白乳胶和胶水硬脂酸钠,且水、聚乙烯醇、白乳胶和胶水硬脂酸钠成分比例为1:2:1.5:3。
14.优选的,所述步骤s3中静置3-6min,所述烘干设备的温度控制在50-70℃。
15.优选的,所述步骤s5中基板由铝合金、铜材、不锈钢、镁合金组成,且铝合金、铜材、不锈钢、镁合金内部成分比例为:1:3:1.2:4。
16.优选的,散热片复合成型方法所配套配方,所述石墨烯散热膜由石墨烯粉、胶水、辅料、pe保护膜以及离型膜组成,且各配方的重量成分为:石墨烯粉40-55份、胶水3-6份、辅料2-6份、pe保护膜5-10份以及离型膜5-10份。
17.优选的,所述。
18.与相关技术相比较,本发明提供的散热片复合成型方法及配方具有如下有益效果:
19.本发明提供一种散热片复合成型方法及配方,将固态石墨烯采用对应研磨设备研磨粉碎得到石墨烯粉,将石墨烯粉采用对应的存放设备进行存储;将配套所使用的胶水、辅料以及对应溶剂进行搅拌,采用对应的搅拌设备对多组料体进行混料处理,再采用对应的模具生成合成石墨烯初膜;提取外部对应的pe保护膜,将pe保护膜放置对应溶液内静置一段时长,再采用外部的烘干设备将pe保护膜进行烘干处理;提取外部所配置的离型膜,采用外部工具将离型膜放置于石墨烯胶膜底部;将预先准备好的基板放置于涂布机器内,将处理完毕的石墨烯初膜,涂布到保护膜上加温到80度复合成石墨烯散热膜,和市场区别在于:不沾贴,不导电,不掉粉,只有一层,这种散热片简单耐用,节约材料,提高效率。
附图说明
20.图1为本发明提供的散热片复合成型方法及配方的一种较佳实施例的方法流程示意图。
具体实施方式
21.下面结合附图和实施方式对本发明作进一步说明。
22.请结合参阅图1,其中,图1为方法流程示意图。
23.实施例一
24.散热片复合成型方法,包括以下步骤:
25.s1、配置浆料:将固态石墨烯采用对应研磨设备研磨粉碎得到石墨烯粉,将石墨烯粉采用对应的存放设备进行存储;
26.s2、混料处理:将配套所使用的胶水、辅料以及对应溶剂进行搅拌,采用对应的搅拌设备对多组料体进行混料处理,再采用对应的模具生成合成石墨烯初膜;
27.s3、配置保护膜:提取外部对应的pe保护膜,将pe保护膜放置对应溶液内静置一段时长,再采用外部的烘干设备将pe保护膜进行烘干处理;
28.s4、配置离型膜:提取外部所配置的离型膜,采用外部工具将离型膜放置于石墨烯胶膜底部;
29.s5、复合成型处理:将预先准备好的基板放置于涂布机器内,将处理完毕的石墨烯初膜,涂布到保护膜上加温到80度复合成石墨烯散热膜。
30.所述研磨设备内部转速设定在200r/min,石墨烯粉体直径控制在2mm区间内。
31.所述胶水内部成分为水、聚乙烯醇、白乳胶和胶水硬脂酸钠,且水、聚乙烯醇、白乳胶和胶水硬脂酸钠成分比例为1:2:1.5:3。
32.所述步骤s3中静置3min,所述烘干设备的温度控制在50℃。
33.所述步骤s5中基板由铝合金、铜材、不锈钢、镁合金组成,且铝合金、铜材、不锈钢、镁合金内部成分比例为:1:3:1.2:4。
34.一种散热片复合成型方法所配套配方,所述石墨烯散热膜由石墨烯粉、胶水、辅料、pe保护膜以及离型膜组成,且各配方的重量成分为:石墨烯粉40份、胶水3份、辅料2份、
pe保护膜5份以及离型膜5份。
35.实施例二
36.散热片复合成型方法,包括以下步骤:
37.s1、配置浆料:将固态石墨烯采用对应研磨设备研磨粉碎得到石墨烯粉,将石墨烯粉采用对应的存放设备进行存储;
38.s2、混料处理:将配套所使用的胶水、辅料以及对应溶剂进行搅拌,采用对应的搅拌设备对多组料体进行混料处理,再采用对应的模具生成合成石墨烯初膜;
39.s3、配置保护膜:提取外部对应的pe保护膜,将pe保护膜放置对应溶液内静置一段时长,再采用外部的烘干设备将pe保护膜进行烘干处理;
40.s4、配置离型膜:提取外部所配置的离型膜,采用外部工具将离型膜放置于石墨烯胶膜底部;
41.s5、复合成型处理:将预先准备好的基板放置于涂布机器内,将处理完毕的石墨烯初膜,涂布到保护膜上加温到80度复合成石墨烯散热膜。
42.所述研磨设备内部转速设定在270r/min,石墨烯粉体直径控制在2.5mm区间内。
43.所述胶水内部成分为水、聚乙烯醇、白乳胶和胶水硬脂酸钠,且水、聚乙烯醇、白乳胶和胶水硬脂酸钠成分比例为1:2:1.5:3。
44.所述步骤s3中静置5min,所述烘干设备的温度控制在60℃。
45.所述步骤s5中基板由铝合金、铜材、不锈钢、镁合金组成,且铝合金、铜材、不锈钢、镁合金内部成分比例为:1:3:1.2:4。
46.一种散热片复合成型方法所配套配方,所述石墨烯散热膜由石墨烯粉、胶水、辅料、pe保护膜以及离型膜组成,且各配方的重量成分为:石墨烯粉47份、胶水4.5份、辅料4份、pe保护膜7份以及离型膜7份。
47.实施例三
48.散热片复合成型方法,包括以下步骤:
49.s1、配置浆料:将固态石墨烯采用对应研磨设备研磨粉碎得到石墨烯粉,将石墨烯粉采用对应的存放设备进行存储;
50.s2、混料处理:将配套所使用的胶水、辅料以及对应溶剂进行搅拌,采用对应的搅拌设备对多组料体进行混料处理,再采用对应的模具生成合成石墨烯初膜;
51.s3、配置保护膜:提取外部对应的pe保护膜,将pe保护膜放置对应溶液内静置一段时长,再采用外部的烘干设备将pe保护膜进行烘干处理;
52.s4、配置离型膜:提取外部所配置的离型膜,采用外部工具将离型膜放置于石墨烯胶膜底部;
53.s5、复合成型处理:将预先准备好的基板放置于涂布机器内,将处理完毕的石墨烯初膜,涂布到保护膜上加温到80度复合成石墨烯散热膜。
54.所述研磨设备内部转速设定在350r/min,石墨烯粉体直径控制在3mm区间内。
55.所述胶水内部成分为水、聚乙烯醇、白乳胶和胶水硬脂酸钠,且水、聚乙烯醇、白乳胶和胶水硬脂酸钠成分比例为1:2:1.5:3。
56.所述步骤s3中静置6min,所述烘干设备的温度控制在70℃。
57.所述步骤s5中基板由铝合金、铜材、不锈钢、镁合金组成,且铝合金、铜材、不锈钢、
镁合金内部成分比例为:1:3:1.2:4。
58.一种散热片复合成型方法所配套配方,所述石墨烯散热膜由石墨烯粉、胶水、辅料、pe保护膜以及离型膜组成,且各配方的重量成分为:石墨烯粉55份、胶水6份、辅料6份、pe保护膜10份以及离型膜10份。
59.本发明提供的散热片复合成型方法及配方的工作原理如下:
60.将固态石墨烯采用对应研磨设备研磨粉碎得到石墨烯粉,将石墨烯粉采用对应的存放设备进行存储;将配套所使用的胶水、辅料以及对应溶剂进行搅拌,采用对应的搅拌设备对多组料体进行混料处理,再采用对应的模具生成合成石墨烯初膜;提取外部对应的pe保护膜,将pe保护膜放置对应溶液内静置一段时长,再采用外部的烘干设备将pe保护膜进行烘干处理;提取外部所配置的离型膜,采用外部工具将离型膜放置于石墨烯胶膜底部;将预先准备好的基板放置于涂布机器内,将处理完毕的石墨烯初膜,涂布到保护膜上加温到80度复合成石墨烯散热膜,和市场区别在于:不沾贴,不导电,不掉粉,只有一层,这种散热片简单耐用,节约材料,提高效率。
61.与相关技术相比较,本发明提供的散热片复合成型方法及配方具有如下有益效果:
62.将固态石墨烯采用对应研磨设备研磨粉碎得到石墨烯粉,将石墨烯粉采用对应的存放设备进行存储;将配套所使用的胶水、辅料以及对应溶剂进行搅拌,采用对应的搅拌设备对多组料体进行混料处理,再采用对应的模具生成合成石墨烯初膜;提取外部对应的pe保护膜,将pe保护膜放置对应溶液内静置一段时长,再采用外部的烘干设备将pe保护膜进行烘干处理;提取外部所配置的离型膜,采用外部工具将离型膜放置于石墨烯胶膜底部;将预先准备好的基板放置于涂布机器内,将处理完毕的石墨烯初膜,涂布到保护膜上加温到80度复合成石墨烯散热膜,和市场区别在于:不沾贴,不导电,不掉粉,只有一层,这种散热片简单耐用,节约材料,提高效率。
63.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1