密封条的制作方法
本技术涉及将车身开闭部的间隙密封的密封条(weather strip)。
背景技术:
1、作为汽车用密封条,以往已知日本特开2009-179068号公报(专利文献1)记载的密封条。专利文献1记载的密封条包括模具成形部和挤压成形部,二者的端部彼此接合。
2、上述传统的密封条存在下述问题。即,当挤压成形部的端部置于模具成形部的模具内部,并且未固化的高分子材料注入模具内部时,高压的未固化材料挤压挤压成形部的端部,将挤压成形部的端部推离规定位置。于是,挤压成形部的端部偏离规定位置,模具成形部无法制成正确形状。该问题在例如密封条的基部等模具成形部的厚壁部分特别令人担忧。
技术实现思路
1、本实用新型鉴于上述情况,目的在于提供一种密封条,该密封条能够防止在模具成形部成形时挤压成形部的端部错位。
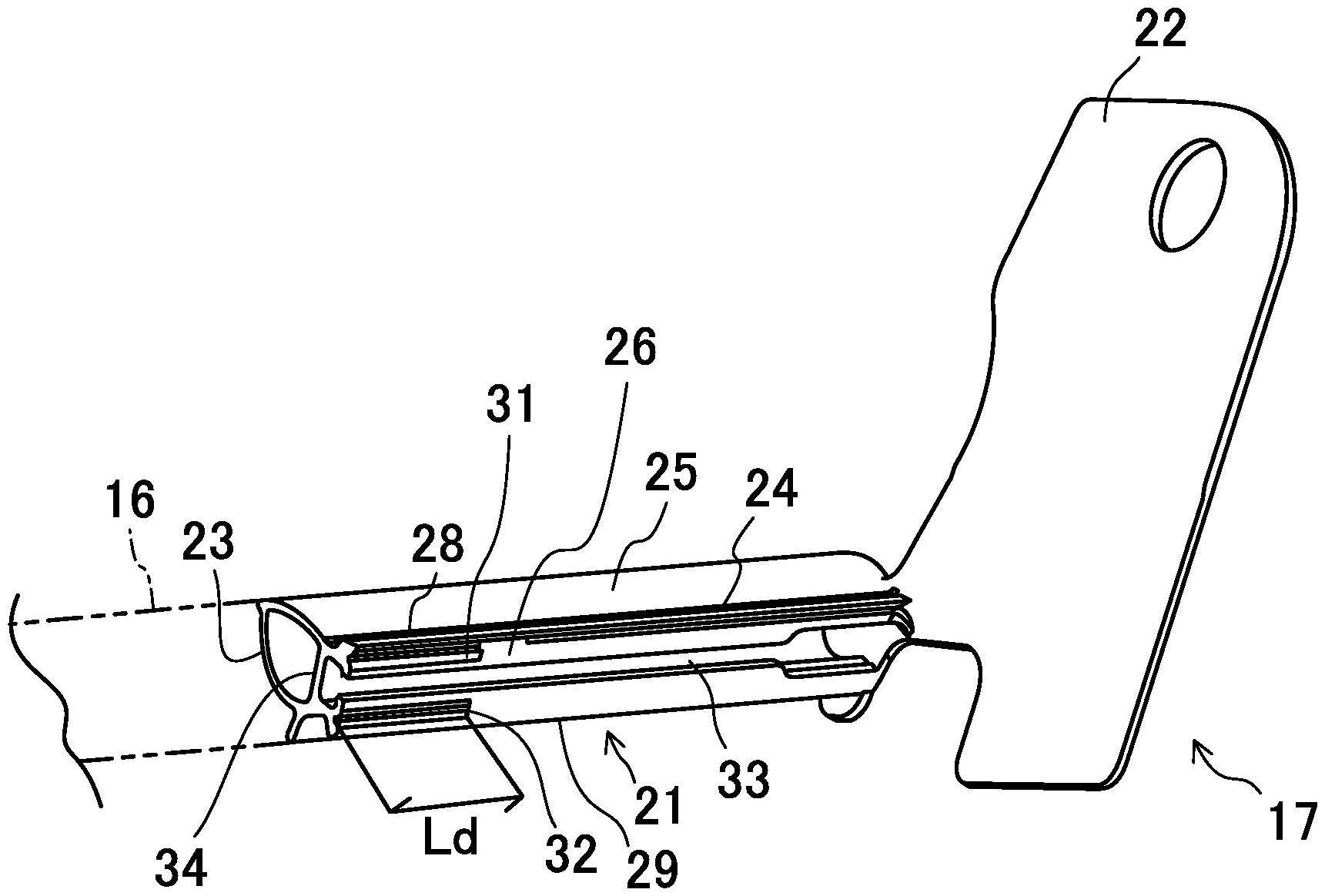
2、为了实现上述目的,本实用新型所述的密封条是一种沿着汽车身和汽车门的间隙延伸并将该间隙密封的密封条,所述密封条包括模具成形部,所述模具成形部具有一端和另一端,在一端与挤压成形部接合,模具成形部包括:基部,安装固定在设置于汽车身和汽车门中的任一方上的安装座面上;以及主密封部,从该基部突出并与汽车身和汽车门中的剩余另一方弹性接触。基部具有突部、基面和有底槽部,所述突部设置在模具成形部的宽度方向一侧,沿着模具成形部的长度方向延伸并与安装座面弹性接触,所述基面形成于模具成形部的宽度方向一侧与另一侧之间,面向安装座面或者接触安装座面,所述有底槽部形成于突部和基面之间,从长度方向一端向另一端延伸。
3、根据本实用新型,槽部对应于设置在模具成形部的模具上的突部,模具成形部在与挤压成形部的接合处从基面的外侧挖空。由此,当高压的未固化材料注入模具成形部的模具内部时,未固化材料的压力在槽部附近减弱,从而防止置于接合处的挤压成形部错位。
4、槽部可以是一个,但作为本实用新型的优选方面,基部还具有:第二突部,设置在模具成形部的宽度方向另一侧,沿着模具成形部的长度方向延伸并与安装座面弹性接触;以及有底第二槽部,形成于第二突部与基面之间,从模具成形部的长度方向一端向另一端延伸。根据该方面,槽部设置有两个,因此未固化材料的压力在两个槽部附近减弱,从而进一步防止置于接合处的挤压成形部错位。
5、作为本实用新型的一个方面,所述汽车门是在汽车的前后方向上进退移动的滑动门。作为另一个方面,车门可以是通过铰链转动的车门。
6、密封条划分出一个或多个中空空间。例如,基部中空,主密封部中空,设置分隔壁以将这两个中空空间隔开。分隔壁可以设置在整个长度方向上,或者也可以在长度方向上局部省略。作为本实用新型的优选方面,在基面上形成有狭缝,该狭缝沿着模具成形部的长度方向延伸,与密封条的内部空间连接。根据该方面,在从模具中取出模具成形部时,能够容易地将基部内部的型芯从狭缝中抽出。应予说明,关于模具成形部的长度方向上的位置,也可以不在基面上形成狭缝。
7、作为本实用新型的一个方面,模具成形部为密封条的尾部。该尾部可以具有用于安装固定的耳部。作为另一方面,模具成形部可以是密封条的长度方向上的中间部位。
8、如上所述,根据本实用新型,在挤压成形部的一端置于模具成形部的模具内部的同时注入未固化的高分子材料时,防止挤压成形部错位。
技术特征:
1.一种密封条,其是沿着汽车身和汽车门的间隙延伸并将该间隙密封的密封条,所述密封条包括模具成形部,所述模具成形部具有一端和另一端,在所述一端与挤压成形部接合,其中,
2.根据权利要求1所述的密封条,其中,
3.根据权利要求1所述的密封条,其中,
4.根据权利要求1所述的密封条,其中,
5.根据权利要求1所述的密封条,其中,
技术总结
本技术提供一种能够在模具成形部成形时防止挤压成形部的端部错位的密封条。本技术的密封条包括具有一端和另一端并在一端与挤压成形部接合的模具成形部,模具成形部包括:基部,安装固定在设置于汽车身和汽车门中的任一方上的安装座面上;以及主密封部,从基部突出并与汽车身和汽车门中的剩余另一方弹性接触。基部具有突部、基面和有底槽部,突部设置在模具成形部的宽度方向一侧,沿着模具成形部的长度方向延伸并与安装座面弹性接触,基面形成于模具成形部的宽度方向一侧与另一侧之间,面向或接触安装座面,有底槽部形成于突部与基面之间,从一端向另一端延伸。
技术研发人员:多谷本幸雄,山木贵博
受保护的技术使用者:西川橡胶工业股份有限公司
技术研发日:20230120
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!