一种客车底盘纵梁式车架与上车身骨架装配定位机构的制作方法
本技术属于客车底盘车架与车身骨架装配,具体地说,涉及一种客车底盘纵梁式车架与上车身骨架装配定位机构。
背景技术:
1、客车生产时因其形状和结构复杂,无法将其整体生产出来,只能将其分为底盘和车架,后续将其组装成完整车架。
2、现在的连接方式,车身骨架下横梁与底盘车架纵梁开孔较多,中型客车四十个左右,因为车架纵梁开孔和车身骨架下横梁开孔精度难以保证,导致后期装配困难,甚至无法装配。而且此种连接方式,对于车身扭转变形不能很好的保证。
3、有鉴于此特提出本实用新型。
技术实现思路
1、为解决现在的连接方式,车身骨架下横梁与底盘车架纵梁开孔较多,中型客车四十个左右,因为车架纵梁开孔和车身骨架下横梁开孔精度难以保证,导致后期装配困难,甚至无法装配。而且此种连接方式,对于车身扭转变形不能很好的保证的技术问题,本实用新型采用技术方案的基本构思是:
2、一种客车底盘纵梁式车架与上车身骨架装配定位机构,包括车身骨架以及底盘车架,所述车身骨架底部安装有多个等间距分布的下横梁,所述底盘车架的顶部安装有两个纵梁,两个所述纵梁的外侧均安装有两个外伸牛腿,位于同一侧的两个所述外伸牛腿外端安装有同一个纵向长支架。
3、作为本实用新型的一种优选实施方式,所述下横梁的长度与车身骨架的宽度相适配,所述下横梁的顶部焊接在车身骨架的底部。
4、作为本实用新型的一种优选实施方式,所述纵梁的长度与车身骨架的长度相适配,所述纵梁的底部焊接在底盘车架的顶部。
5、作为本实用新型的一种优选实施方式,两侧的所述外伸牛腿之间的最大距离小于车身骨架的宽度,所述外伸牛腿通过螺纹连接安装在纵梁侧面。
6、作为本实用新型的一种优选实施方式,所述纵向长支架的长度小于底盘车架的长度,所述纵向长支架通过焊接安装在外伸牛腿的一端,两个所述纵向长支架之间的距离小于下横梁的长度,通过焊接的方式将纵向长支架焊接在下横梁的顶部,从而完成安装,焊接的方式无需考虑精细的定位,避免开设的多个螺纹孔有误差时造成无法对齐的情况,降低螺栓标准件的使用,节约成本,且焊接操作相对旋拧螺栓提高了工作效率,避免螺栓松动的可能,同时焊接的车架相对螺栓连接能够承受更大的压力和震动,具有更好的抵抗扭转变形能力。
7、作为本实用新型的一种优选实施方式,所述车身骨架与纵梁相对位置处开设有四个螺纹孔,所述车身骨架通过螺纹栓螺纹连接在纵梁的顶部,所述下横梁的底部焊接在纵向长支架的顶部,安装时将车身骨架与纵梁上的螺纹孔对齐,并将其螺纹连接,此时下横梁搭在纵向长支架的顶部。
8、本实用新型与现有技术相比具有以下有益效果:
9、本实用新型安装时将车身骨架与纵梁上的螺纹孔对齐,并将其螺纹连接,此时下横梁搭在纵向长支架的顶部,通过焊接的方式将纵向长支架焊接在下横梁的顶部,从而完成安装,焊接的方式无需考虑精细的定位,避免开设的多个螺纹孔有误差时造成无法对齐的情况,降低螺栓标准件的使用,节约成本,且焊接操作相对旋拧螺栓提高了工作效率,避免螺栓松动的可能,同时焊接的车架相对螺栓连接能够承受更大的压力和震动,具有更好的抵抗扭转变形能力。
10、下面结合附图对本实用新型的具体实施方式作进一步详细的描述。
技术特征:
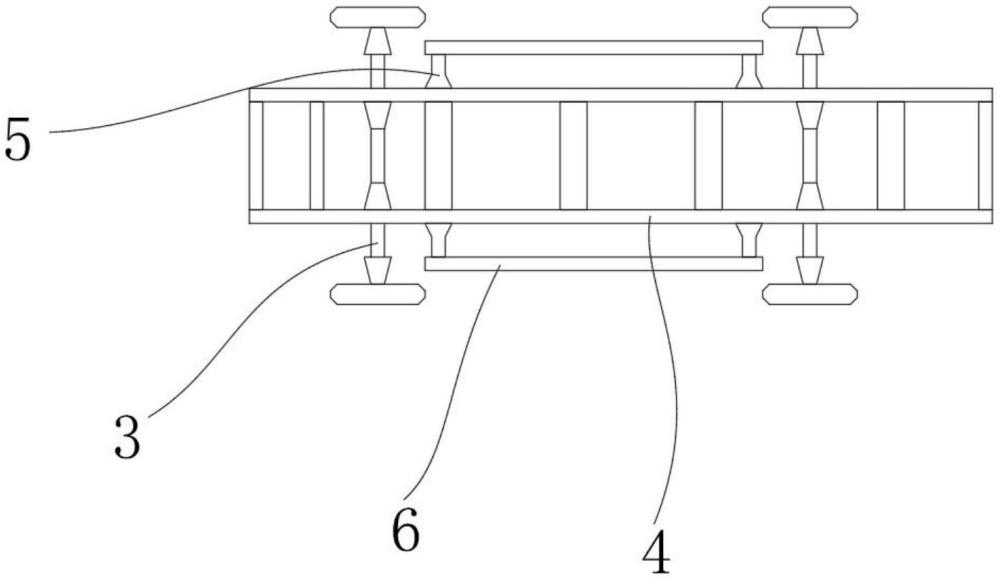
1.一种客车底盘纵梁式车架与上车身骨架装配定位机构,包括车身骨架(1)以及底盘车架(3),所述车身骨架(1)底部安装有多个等间距分布的下横梁(2),所述底盘车架(3)的顶部安装有两个纵梁(4),其特征在于,两个所述纵梁(4)的外侧均安装有两个外伸牛腿(5),位于同一侧的两个所述外伸牛腿(5)外端安装有同一个纵向长支架(6)。
2.根据权利要求1所述的一种客车底盘纵梁式车架与上车身骨架装配定位机构,其特征在于,所述下横梁(2)的长度与车身骨架(1)的宽度相适配,所述下横梁(2)的顶部焊接在车身骨架(1)的底部。
3.根据权利要求1所述的一种客车底盘纵梁式车架与上车身骨架装配定位机构,其特征在于,所述纵梁(4)的长度与车身骨架(1)的长度相适配,所述纵梁(4)的底部焊接在底盘车架(3)的顶部。
4.根据权利要求1所述的一种客车底盘纵梁式车架与上车身骨架装配定位机构,其特征在于,两侧的所述外伸牛腿(5)之间的最大距离小于车身骨架(1)的宽度,所述外伸牛腿(5)通过螺纹连接安装在纵梁(4)侧面。
5.根据权利要求4所述的一种客车底盘纵梁式车架与上车身骨架装配定位机构,其特征在于,所述纵向长支架(6)的长度小于底盘车架(3)的长度,所述纵向长支架(6)通过焊接安装在外伸牛腿(5)的一端,两个所述纵向长支架(6)之间的距离小于下横梁(2)的长度。
6.根据权利要求1所述的一种客车底盘纵梁式车架与上车身骨架装配定位机构,其特征在于,所述车身骨架(1)与纵梁(4)相对位置处开设有四个螺纹孔,所述车身骨架(1)通过螺纹栓螺纹连接在纵梁(4)的顶部,所述下横梁(2)的底部焊接在纵向长支架(6)的顶部。
技术总结
本技术涉及客车底盘车架与车身骨架装配技术领域,公开了一种客车底盘纵梁式车架与上车身骨架装配定位机构,包括车身骨架以及底盘车架,所述车身骨架底部安装有多个等间距分布的下横梁,所述底盘车架的顶部安装有两个纵梁,两个所述纵梁的外侧均安装有两个外伸牛腿,位于同一侧的两个所述外伸牛腿外端安装有同一个纵向长支架。本技术通过焊接方式代替螺栓连接,降低螺栓的使用,节约成本,提高工作效率,无需逐个对齐螺纹孔,操作简单,安装牢固,能够承受更大的压力和震动,具有更好的抵抗扭转变形的能力,较为实用,适合广泛推广和使用。
技术研发人员:崔建超,韩金玉,张海银
受保护的技术使用者:江苏葑全新能源动力科技有限公司
技术研发日:20230907
技术公布日:2024/5/9
- 还没有人留言评论。精彩留言会获得点赞!