空气室结构及车辆的制作方法
本技术涉及车辆,特别涉及空气室结构及车辆。
背景技术:
1、空气室结构位于前风窗玻璃与前机舱之间。目前,空气室结构包括风窗下横梁、前围板、空气室外板和空气室外板加强横梁等,各部件之间通过焊接的方式连接在一起。
2、然而,上述空气室结构中部件的数量较多,结构复杂,现场操作安装需要经过多道焊接工序,安装操作繁琐。
技术实现思路
1、有鉴于此,本实用新型旨在提出一种空气室结构,以解决现有技术中空气室结构的结构复杂、安装操作繁琐的技术问题。
2、为达到上述目的,本实用新型的技术方案是这样实现的:
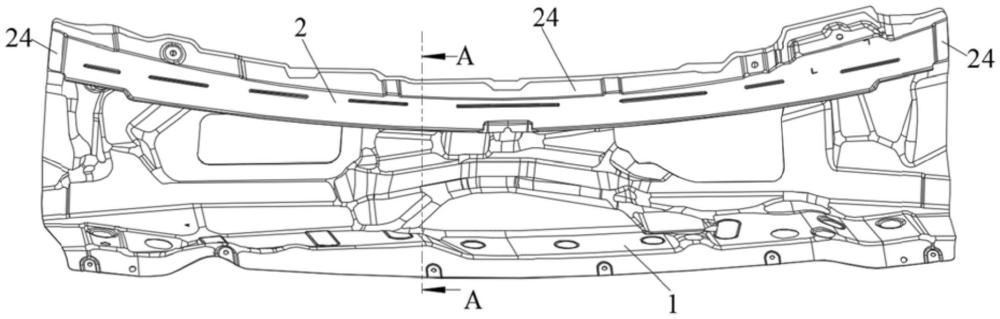
3、一种空气室结构,包括空气室下板和与所述空气室下板相连的空气室上板,所述空气室上板用于连接前风窗玻璃,所述空气室下板用于连接前机舱、前围板和车身骨架;
4、所述空气室上板包括呈夹角状相连的第一板部和第二板部,所述空气室下板包括呈夹角状相连的第三板部和第四板部,所述第一板部与所述第三板部远离所述第四板部的一端相连。
5、可选地,所述第三板部与所述第四板部之间围成开口腔体,所述开口腔体的断面形状为类v形,所述开口腔体的开口朝向所述前机舱,且朝向车顶。
6、可选地,所述第二板部远离所述第一板部的一端设置有上折翻边,所述上折翻边向远离所述空气室下板的方向折弯,所述第二板部与所述上折翻边之间形成的夹角为钝角。
7、可选地,所述空气室上板的上侧和沿所述空气室上板的长度方向的两侧均设置有第一焊接区,所述空气室下板上设置有与所述第一焊接区相对应的第二焊接区,所述第一焊接区与所述第二焊接区通过多个焊点相焊接,所述空气室上板上侧的第一焊接区上开设有多个避让缺口。
8、可选地,所述空气室下板的沿所述空气室下板的长度方向的两侧均设置有第三焊接区,所述第三焊接区用于与所述前机舱和所述车身骨架相焊接。
9、可选地,所述第四板部远离所述第三板部的一侧设置有第四焊接区,所述第四焊接区用于与所述前围板和所述前机舱相焊接。
10、可选地,所述空气室上板的断面形状为类v形,所述第一板部与所述第二板部之间形成的夹角为钝角,所述空气室上板与所述第三板部之间围成间隔腔体。
11、可选地,所述第三板部上开设有空调进风口,所述空气室上板位于所述空调进风口的上方。
12、相对于现有技术,本实用新型所述的空气室结构具有以下优势:
13、本实用新型实施例中,空气室结构由空气室下板和空气室上板两个部分组成,空气室结构中部件的数量较少,结构简单,在满足整车搭接、安装需求的前提下,实现了空气室结构的少件化和精简化,缩减了安装匹配操作工序,精简了现场操作安装过程,提升了安装操作效率;另外,空气室结构中部件的数量较少,结构简单,则安装该空气室结构需要的工装数量较少,降低了工装开发成本;此外,由于空气室结构的少件化,降低了开发过程中投资成本。
14、本实用新型的另一目的在于提出一种车辆,以解决现有技术中车辆内空气室结构的结构复杂、安装操作繁琐的技术问题。
15、为达到上述目的,本实用新型的技术方案是这样实现的:
16、一种车辆,所述车辆包括上述任一项所述的空气室结构。
17、可选地,还包括前风窗玻璃、前围板、前机舱和车身骨架,所述空气室结构位于所述前风窗玻璃的下侧、所述前围板的上侧和所述前机舱的后侧,所述空气室结构与所述前风窗玻璃、所述前机舱、所述前围板和所述车身骨架相连。
18、所述车辆与上述的空气室结构相对于现有技术所具有的优势相同,在此不再赘述。
技术特征:
1.一种空气室结构,其特征在于,包括空气室下板(1)和与所述空气室下板(1)相连的空气室上板(2),所述空气室上板(2)用于连接前风窗玻璃,所述空气室下板(1)用于连接前机舱(5)、前围板(4)和车身骨架(3);
2.根据权利要求1所述的空气室结构,其特征在于,所述第三板部(11)与所述第四板部(12)之间围成开口腔体(13),所述开口腔体(13)的断面形状为类v形,所述开口腔体(13)的开口朝向所述前机舱(5),且朝向车顶。
3.根据权利要求1或2所述的空气室结构,其特征在于,所述第二板部(22)远离所述第一板部(21)的一端设置有上折翻边(23),所述上折翻边(23)向远离所述空气室下板(1)的方向折弯,所述第二板部(22)与所述上折翻边(23)之间形成的夹角为钝角。
4.根据权利要求1或2所述的空气室结构,其特征在于,所述空气室上板(2)的上侧和沿所述空气室上板(2)的长度方向的两侧均设置有第一焊接区(24),所述空气室下板(1)上设置有与所述第一焊接区(24)相对应的第二焊接区(14),所述第一焊接区(24)与所述第二焊接区(14)通过多个焊点相焊接,所述空气室上板(2)上侧的第一焊接区(24)上开设有多个避让缺口(241)。
5.根据权利要求4所述的空气室结构,其特征在于,所述空气室下板(1)的沿所述空气室下板(1)的长度方向的两侧均设置有第三焊接区(15),所述第三焊接区(15)用于与所述前机舱(5)和所述车身骨架(3)相焊接。
6.根据权利要求5所述的空气室结构,其特征在于,所述第四板部(12)远离所述第三板部(11)的一侧设置有第四焊接区(16),所述第四焊接区(16)用于与所述前围板(4)和所述前机舱(5)相焊接。
7.根据权利要求1或2所述的空气室结构,其特征在于,所述空气室上板(2)的断面形状为类v形,所述第一板部(21)与所述第二板部(22)之间形成的夹角为钝角,所述空气室上板(2)与所述第三板部(11)之间围成间隔腔体(25)。
8.根据权利要求1或2所述的空气室结构,其特征在于,所述第三板部(11)上开设有空调进风口(17),所述空气室上板(2)位于所述空调进风口(17)的上方。
9.一种车辆,其特征在于,包括权利要求1至8任一项所述的空气室结构。
10.根据权利要求9所述的车辆,其特征在于,还包括前风窗玻璃、前围板(4)、前机舱(5)和车身骨架(3),所述空气室结构位于所述前风窗玻璃的下侧、所述前围板(4)的上侧和所述前机舱(5)的后侧,所述空气室结构与所述前风窗玻璃、所述前机舱(5)、所述前围板(4)和所述车身骨架(3)相连。
技术总结
本技术提供了一种空气室结构及车辆,空气室结构包括空气室下板和与空气室下板相连的空气室上板,空气室上板用于连接前风窗玻璃,空气室下板用于连接前机舱、前围板和车身骨架;空气室上板包括呈夹角状相连的第一板部和第二板部,空气室下板包括呈夹角状相连的第三板部和第四板部,第一板部与第三板部远离第四板部的一端相连。本技术实施例中,在满足整车搭接、安装需求的前提下,实现了空气室结构的少件化和精简化,缩减了安装匹配操作工序,精简了现场操作安装过程。
技术研发人员:龚玉禄,马文涛,杨丁丁,胡连碧,刘帅,宋少清,杨少臣,陈春瑜,耿明亮
受保护的技术使用者:长城汽车股份有限公司
技术研发日:20231113
技术公布日:2024/5/9
- 还没有人留言评论。精彩留言会获得点赞!