匣钵视觉检测用输送定位装置的制作方法
[0001]
本发明属于自动化生产线技术领域,具体地涉及一种匣钵视觉检测用输送定位装置。
背景技术:
[0002]
匣钵是一种由耐火材料制成的窑具,用于盛装粉体物料进入窑炉内进行烧制,然后由匣钵盛装粉体材料一并出窑炉,在对匣钵内的粉体物料进行破块处理后,将粉体物料倒出匣钵,而空的匣钵经过清扫后再次进行装料与烧制。整个窑炉烧制产线中,匣钵是属于循环使用的装料容器,由于烧制过程中受高温影响,使匣钵频繁受到骤冷骤热,以及物料本身可能会对匣钵产生的影响,导致匣钵的使用寿命较短,容易出现裂纹、缺损、起皮掉渣、物料大块残留等多种情况,而这种匣钵将不可再使用进行装料与烧制。
[0003]
现有大多通过人工定期检查匣钵的质量,或者在辊道炉使用中的匣钵的检测主要依靠人工用眼去观察匣钵外观,辊道炉周边的环境温度较高且每天24小时不停的运转,单纯依靠人工长时间待在高温环境去检测匣钵好坏,容易造成误判和漏判,且成本高,效率低,易造成不良品的产生和材料的浪费。而且,若质量不合格的匣钵进入窑炉内烧制,将产生很大危害。
技术实现要素:
[0004]
本发明是为了解决上述问题而进行的,目的在于提供一种应用在视觉检测设备中能够自动化、高效、准确地将匣钵输送至检测工位便于进行视觉检测处理的匣钵视觉检测用输送定位装置。
[0005]
本发明提供了一种匣钵视觉检测用输送定位装置,应用在匣钵视觉检测设备中,用于将待检测匣钵输送并定位至检测工位以进行视觉质量检测处理,其特征在于,包括:输送单元,用于沿预设输送方向输送所述匣钵,在其输送路径上形成有检测区域;
[0006]
顶升单元,与所述检测区域相对应地设置在所述输送单元的下方,并且可贯穿所述输送单元升降设置,用于将所述匣钵顶升至脱离所述输送单元并到达所述检测工位以便于进行视觉检测处理。
[0007]
在本发明提供的匣钵视觉检测用输送定位装置中,还可以具有这样的特征,其中,所述输送单元包括复数个第一输送辊以及复数个第二输送辊,
[0008]
所述复数个第二输送辊成对且相对向设置,所述复数个第一输送辊设置在所述复数个第二输送辊的两侧,使所述复数个第一输送辊和所述复数个第二输送辊之间形成所述检测区域,
[0009]
所述顶升单元设置在所述检测区域的正下方并且可由所述检测区域贯穿伸出从而顶升对应的所述匣钵。
[0010]
在本发明提供的匣钵视觉检测用输送定位装置中,还可以具有这样的特征,其中,所述顶升单元包括底座、设置在所述底座上的升降机构以及固定在所述升降机构朝向所述
输送单元的顶面上的顶升板。
[0011]
在本发明提供的匣钵视觉检测用输送定位装置中,还可以具有这样的特征,其中,所述顶升单元还包括用于驱动被顶升的所述匣钵旋转的旋转机构。
[0012]
在本发明提供的匣钵视觉检测用输送定位装置中,还可以具有这样的特征,其中,所述旋转机构设置在所述底座与所述升降机构之间,从而带动所述升降机构与所述顶升板同步旋转。
[0013]
在本发明提供的匣钵视觉检测用输送定位装置中,还可以具有这样的特征,其中,所述顶升板的初始状态的水平位置不高于所述输送单元的水平位置。
[0014]
在本发明提供的匣钵视觉检测用输送定位装置中,还可以具有这样的特征,其中,所述顶升板为双层结构,并且与所述匣钵相接触的结构层采用弹性材料制成。
[0015]
在本发明提供的匣钵视觉检测用输送定位装置中,还可以具有这样的特征,其中,所述第二输送辊的长度小于所述第一输送辊的长度的一半,使所述顶升板具有预定的面积以与所述匣钵相接触。
[0016]
在本发明提供的匣钵视觉检测用输送定位装置中,还可以具有这样的特征,其中,所述旋转机构为旋转气缸,所述升降机构为固定在所述旋转气缸的转轴上的伸缩气缸,所述顶升板与所述伸缩气缸的活塞杆相固定连接。
[0017]
在本发明提供的匣钵视觉检测用输送定位装置中,还可以具有这样的特征,其中,所述输送单元还包括沿所述输送方向设置在两侧的复数个导向轮,通过所述复数个导向轮对所述匣钵的输送过程进行导向。
[0018]
发明的作用与效果
[0019]
根据本发明所涉及的匣钵视觉检测用输送定位装置,通过输送单元将匣钵沿预设输送方向进行输送,当输送至检测区域时,通过顶升单元由检测区域贯穿伸出从而将匣钵顶升以脱离输送单元直至达到检测工位所对应的预设高度位置,便于匣钵视觉检测设备中的检测单元对匣钵进行视觉检测处理从而判断出匣钵的质量是否合格,检测完成后,顶升单元下降使匣钵转移至输送单元上继续进行输送,通过以上过程完成匣钵质量检测前后的自动化输送,输送效率高,快捷准确地将匣钵输送至检测工位,利于提高匣钵视觉检测设备的整体生产效率。
附图说明
[0020]
图1是本发明的实施例中匣钵视觉检测设备的主视图。
[0021]
图2是本发明的实施例中匣钵视觉检测设备的侧视图。
[0022]
图3是本发明的实施例中匣钵视觉检测设备的俯视图。
[0023]
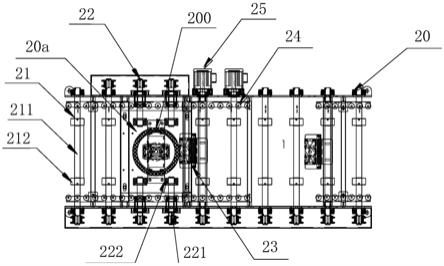
图4是本发明的实施例中匣钵视觉检测用输送定位装置的主视图。
[0024]
图5是本发明的实施例中匣钵视觉检测用输送定位装置的侧视图。
[0025]
图6是本发明的实施例中匣钵视觉检测用输送定位装置的俯视图。
[0026]
图7是本发明的实施例中侧面采集部的结构后视图。
[0027]
图8是本发明的实施例中侧面采集部的结构侧视图。
[0028]
图9是本发明的实施例中转移单元与第一输送单元和第二输送单元的位置关系示意图。
[0029]
图10是本发明的实施例中转移单元的结构示意图。
具体实施方式
[0030]
下面通过实施例的方式进一步说明本发明,但并不因此将本发明限制在所述的实施例范围之中。
[0031]
<实施例>
[0032]
如图1至10所示,本实施例公开了一种匣钵视觉检测设备100,主要针对特种物料使用的匣钵200进行裂纹检测与剔除的专用设备,在匣钵200使用前对其进行质量检测,主要针对匣钵进行裂纹检测、缺损检测、起皮掉渣检测、大块残留检测,以便于将质量不合格的匣钵200剔除出来,整个检测与剔除过程快速高效、控制精准。尤其是针对ab钵进行检测时,还能够进行补钵操作。基于此,将该匣钵视觉检测设备100应用在自动化生产产线中之后,例如配套装钵机、摇匀机、叠钵机、输送机等形成整个自动化流水线,能够大幅度提高自动化生产效率,避免出现因匣钵200自身的质量问题导致整体生产效率的降低。
[0033]
具体地,在匣钵视觉检测设备100中完成以下几个功能:一、对匣钵200全程进行自动化输送;二、在输送路径的预定位置上完成视觉检测,整个检测过程为360度全面检测;三、将检测为不合格的匣钵200从自动化输送线上剔除并自动输送至指定区域或装置中。
[0034]
对应该匣钵视觉检测设备100的具体功能,匣钵视觉检测用输送定位装置作为输送和定位的专用装置,应用在匣钵视觉检测设备100中,用于将待检测的匣钵200输送并定位至检测工位以便于进行视觉质量检测处理。
[0035]
如图1至3所示,匣钵视觉检测设备100包括:机架本体10、匣钵视觉检测用输送定位装置、第二输送单元30、检测单元50以及转移单元60。
[0036]
机架本体10为立体的框架结构,作为匣钵视觉检测设备100的支撑主体,用于固定安装匣钵输送、检测、剔除功能所涉及的所有机构与部件。
[0037]
匣钵视觉检测用输送定位装置包括第一输送单元20和顶升单元40。
[0038]
如图2和3所示,第一输送单元20和第二输送单元30相并排间隔设置在机架本体10的同一水平位置上,保持两者之间能够具有相平行的输送方向,也就是说,第一输送单元20和第二输送单元30可以沿相同方向进行输送,也可以沿相反方向进行输送,具体根据匣钵视觉检测设备100所应用场景的具体需求而定。
[0039]
如图3和6所示,第一输送单元20用于沿预设的第一输送方向输送匣钵200,并且在其输送路径上形成有检测区域20a,这里的匣钵200是指等待进行质量检测的匣钵200。
[0040]
如图4至6所示,第一输送单元20包括复数个第一输送辊21、复数个第二输送辊22、复数个导向轮23、第一挡料机构24以及第一驱动机构25。
[0041]
在图3和6中仅示出了八个第一输送辊21和四个第二输送辊22。复数个第一输送辊21的结构与功能完全相同,仅设置位置不同;同样地,复数个第二输送辊22的结构与功能也完全相同,仅设置位置不同。具体地,将复数个第二输送辊22成对且相对向设置,将复数个第一输送辊21设置在复数个第二输送辊22的两侧,并且保持第一输送辊21和第二输送辊22的边缘齐平,便于对匣钵200进行平稳输送。
[0042]
另外,如图6所示,将第二输送辊22的长度设置为小于第一输送辊21的长度,这样使复数个第一输送辊21和复数个第二输送辊22之间形成有一个检测区域20a,便于在该检
测区域20a所对应的垂直空间内对匣钵200进行视觉检测,具体是通过位于该检测区域20a下方的顶升单元40将匣钵200顶升至脱离第一输送单元20后进行检测。
[0043]
进一步地,为了增强顶升单元40对顶升后匣钵200支撑的稳定性,需保证顶升机构与匣钵200之间具有足够的接触面积,因此,需要检测区域20a具有足够大的尺寸,才能保证顶升单元40具有足够的接触面积的同时并且能够由检测区域20a内顺利贯穿伸出或下降。较佳地,将第二输送辊22的长度设置为小于第一输送辊21长度的一半,保证检测区域20a的尺寸最大化,增加顶升单元40与匣钵200的底部的接触面积,从而对匣钵200进行承载。这里,将第二输送辊22的长度设置为小于第一输送辊21长度的一半以上,即第二输送辊22相对于第一输送辊21采用了断辊设计,这样,使第一输送辊21和第二输送辊22之间能够形成足够大小的检测区域20a,使检测区域20a的尺寸与匣钵200的底部尺寸相匹配。
[0044]
如图6所示,第一输送辊21包括第一辊轴211和两个第一陶瓷轮212。第一辊轴211的两端可旋转固定在机架本体10的两个纵向固定板上,两个第一陶瓷轮212以预定间距套设在第一辊轴211上,并且随第一辊轴211同步旋转。另外,将两个第一陶瓷轮212之间的间距设置为小于匣钵200的底部对应尺寸,使匣钵200在输送过程中与两个第一陶瓷轮212直接接触,避免刚性材料制成的第一辊轴211对匣钵200造成磨损或损坏等。
[0045]
第二输送辊22包括第二辊轴221和第二陶瓷轮222。第二辊轴221通过轴承座可旋转地固定在机架本体10的两个纵向固定板上,第二陶瓷轮222固定在第二辊轴221上并且沿第一输送方向上与对应的第一陶瓷轮212的位置相齐平,并且第二陶瓷轮222同样随着第二辊轴221同步旋转,从而对匣钵200进行输送,在匣钵200输送至第二输送辊22上时,匣钵200的底部同样与第二陶瓷轮222相接触,避免刚性材料制成的第二辊轴221对匣钵200造成磨损或损坏等。
[0046]
所有的第一输送辊21和第二输送辊22在图5和6所示的第一驱动机构25的驱动下同步进行旋转,从而实现对匣钵200进行输送。
[0047]
如图4至6所示,复数个导向轮23沿第一输送方向的两侧均匀设置,用于在输送过程中对匣钵200进行导向。
[0048]
如图4和6所示,第一挡料机构24设置在靠近检测区域20a的位置上,用于对输送来的匣钵200进行挡料使其停止输送并定位于检测区域20a对应位置上。具体地,第一挡料机构24包括挡料气缸241和挡板242。
[0049]
挡料气缸241固定机架本体10的第一固定板上,用于提供动力以驱动挡板242伸缩移动。挡板242固定连接于挡料气缸241的活塞杆上,通过其活塞杆的伸出与缩回带动挡板242的升降移动。当挡板242上升至高于第一陶瓷轮212的水平位置时,输送来的匣钵200因挡板242的阻挡而停止输送并停留在检测区域20a的位置上,这样,便于顶升单元40对匣钵200进行顶升操作。
[0050]
如图2和3所示,第二输送单元30用于沿预设的第二输送方向输送经检测为不合格的匣钵200,并且还用于输送合格的匣钵200作为补充匣钵。
[0051]
如图2和3所示,第二输送单元30包括复数个第三输送辊31和第三驱动机构32。
[0052]
图3中具体示出了十个第三输送辊31,该复数个第三输送辊31的结构与功能完全相同,仅设置位置不同,即沿着预设的第二输送方向依次设置并且保持对齐。在本实施例中,将第三输送辊31的结构与功能与第一输送辊21设置为相同,当然,在本发明中,也可以
将第三输送辊31的结构设置为与第一输送辊21不相同,只要实现对匣钵200的输送功能即可。
[0053]
如图3所示,第三输送辊31包括第三辊轴311和两个第三陶瓷轮312。第三辊轴311的两端可旋转固定在机架本体10的另外两个纵向固定板上,两个第三陶瓷轮312以预定间距套设在第三辊轴311上,并且随第三辊轴311同步旋转。另外,将两个第三陶瓷轮312之间的间距设置为小于匣钵200的底部对应尺寸,使匣钵200在输送过程中与两个第三陶瓷轮312直接接触,避免刚性材料制成的第三辊轴311对匣钵200造成磨损或损坏等。
[0054]
所有的第三输送辊31在图2和3中所示的第三驱动机构32的驱动下同步进行旋转,从而实现对剔除的匣钵200或补充匣钵进行输送。
[0055]
如图1和2、4和5所示,顶升单元40位于第一输送单元20的下方并且可贯穿第一输送单元20升降移动,用于将匣钵200顶升至脱离第一输送单元20,直至将匣钵200顶升至与检测单元50的位置相对应,即将匣钵200顶升至检测工位,以便于通过视觉图像采集与处理来对匣钵200的质量进行检测。基于上述第一输送单元20的具体结构可知,顶升单元40应设置在检测区域20a的正下方的位置上。
[0056]
具体地,如图5所示,顶升单元40包括底座41、升降机构42以及顶升板43。
[0057]
底座41通过四个支柱固定在机架本体10的预定位置上,升降机构42垂直固定在底座41上,顶升板43连接于升降机构42的升降移动端。这里,升降机构42具体采用的是带导杆气缸,这样,顶升板43固定在带导杆气缸的活塞杆伸出端即可。通过带导杆气缸的活塞杆伸出带动顶升板43逐步上升并由检测区域20a伸出,从而接触并进一步承载匣钵200,活塞杆伸出到预设位置后停止伸出使匣钵200处于第一输送单元20上方的预定高度位置上,保持匣钵200处于脱离第一输送单元20的状态,并且与检测单元50相对应。
[0058]
在本实施例中,顶升板43为两层圆盘状结构,其与匣钵200相接触的表面为圆盘状的硅胶垫设计,可以避免刚性材质的顶升板43与匣钵200因摩擦产生的异物、增加摩擦力、减少冲击力,增加吸附力。
[0059]
如图1和2所示,检测单元50位于第一输送单元20的上方区域内,并且设置为与顶升后的匣钵200的位置相对应,用于对被顶升单元40顶升的匣钵200进行视觉检测处理,具体包括采集视觉图像采集并且对图像进行处理,从而判断出匣钵200的质量是否合格。
[0060]
具体地,检测单元50包括底面采集部51、至少一个侧面采集部52以及图中未显示的图像处理部。
[0061]
底面采集部51固定在机架本体10的顶板上,并且由匣钵200的顶面开口处朝向匣钵200的底面设置,用于采集匣钵200的底面图像。
[0062]
如图2和3所示,侧面采集部51的数量为四个,它们的结构与功能完全相同,仅设置位置不同,具体是分别朝向被顶升的匣钵200的侧面设置,用于对匣钵200的侧面的对应区域进行图像采集。具体地,在图3中,以俯视角度来看,四个侧面采集部51环绕检测区域20a设置,恰好处于四个顶角位置上,分别负责对应的侧面区域的视觉图像采集。
[0063]
图像处理部与底面采集部51和所有的侧面采集部52相连接,用于对采集到的视觉图像进行存储并进行图像处理,从而判断出匣钵200对应区域是否存在裂纹、缺损、起皮掉渣、大块残留等质量问题。这里,对图像处理部的具体设置位置及处理方式不做限定,可以将图像处理部设置在上位pc机中,通过上位pc机实时进行图像处理,底面采集部51和所有
的侧面采集部52与上位pc机相通信连接即可。
[0064]
如图3所示,在顶升单元40将匣钵200顶升后,虽然匣钵200与检测单元50的位置相对应,但视觉图像采集过程中,为了实现对匣钵200进行360度无死角且精准地进行检测,需要将顶升后的匣钵200设置为可旋转活动,便于对应的采集部51针对旋转后的匣钵200的另一个区域进行精准图像采集,从而实现全面检测;当然,还可以将检测单元50中的侧面采集部52设置为可移动设置,围绕匣钵200周面进行移动,从而对不同区域进行图像采集,从而实现全面检测。
[0065]
基于此,作为一种实现全面检测的具体实施方式,将顶升后的匣钵200设置为可旋转活动。具体地,如图4和5所示,在顶升单元40中增加设置旋转机构44,旋转机构44固定在底座41上,升降机构42固定在旋转机构44的旋转轴上,通过旋转机构44驱动其旋转轴带动整个升降机构42和顶升板43与匣钵200同步旋转预定角度,便于对应的侧面采集部52进行图像采集,反复多次,则能够实现对匣钵200的所有区域进行全面图像采集。这里,将顶升功能与旋转功能结合为一体机构应用在匣钵视觉检测过程中,该机构可以节省相机成本,只需在两侧设置相机,前后侧通过旋转来完成检测,实现定向检测,无须通过移动相机坐标即可完成检测,快速高效,控制精度高。其次,旋转轴采用中空设计,内通负压气体,防止匣钵200在顶升旋转后发生位置偏移。
[0066]
在本实施例中,底面采集部51和所有的侧面采集部52的结构与功能设置为完全相同,仅设置在匣钵200对应的不同区域上,以下以侧面采集部52为例对底面采集部51和所有的侧面采集部52的结构进行详细说明。
[0067]
如图7和8所示,侧面采集部52包括吊杆521、箱体522、紧定套523以及视觉相机524。
[0068]
吊杆521的一端固定在机架本体10的顶板上,另一端与箱体522相连接,采用悬挂的方式固定箱体522。在吊杆521靠近箱体522的另一端的轴向侧壁上设有多个调节通孔521a。
[0069]
箱体522的顶部与吊杆521的另一端相连接,箱体522朝向匣钵200的一侧为敞口结构,保证设置在箱体522内的视觉相机524能够朝向匣钵200设置。箱体522通过紧定套523与吊杆521上的调节通孔521a相固定,通过移动紧定套523的螺钉与调节通孔521a的对应位置能够调节箱体522的高度位置,也就是调节视觉相机524与匣钵200之间的垂直距离,适配不同规格的匣钵200,使视觉相机524都能够与匣钵200相对应。
[0070]
这里,在箱体522的敞口结构侧面上安装有抛光玻璃,使箱体522为全密封设计,防止粉尘进入箱体522中,污染相机镜头的玻璃,在保证视野的前提下,同时能够隔绝粉尘。
[0071]
视觉相机524设置在箱体522内,并且其镜头朝向箱体522的敞口结构所在的侧面设置,也就是朝向匣钵200设置,用于对匣钵200对应的区域(如底面区域或侧面区域)进行视觉图像采集。具体地,箱体522的底部内表面上具有导轨522a以及与导轨522a滑动连接的滑座522b。视觉相机524通过螺栓固定在相机座524a上,相机座524a固定在滑座522b上,这样,通过驱动滑座522b沿导轨522a移动的同时实现视觉相机524的同步移动,从而调节视觉相机524与匣钵200之间的水平距离,使视觉相机524固定在合适的位置上,能够适配不同规格的匣钵200。
[0072]
如图8所示,为了适配不同规格的匣钵200,视觉相机524朝向匣钵200的角度也可
调节,即调节视觉相机524的仰角。具体结构为:滑座522b靠近箱体522的敞口的一端的两侧分别设有限位件522c,每个限位件522c上贯穿设有通孔522d,滑座522b的另一端的两侧分别设有调节件522e,每个调节件522e上贯穿设有圆弧腰形孔522f。相应地,在相机座524a的两侧的四个端部各固定设置一个轴杆524b,即共计四个轴杆524b。其中,与滑座522b的两个限位件522c相对应的两个轴杆524b贯穿对应的通孔522d后可旋转连接,与滑座522b的两个调节件522e相对应的两个轴杆524b由对应的圆弧腰形孔522f内贯穿伸出并且可沿着圆弧腰形孔522f移动。通过让相机座524a的轴杆524b沿圆弧腰形孔522f滑动从而调节视觉相机524相对匣钵200的朝向角度,即调节视觉相机524的仰角,将视觉相机524的焦距最终固定在指定的点上,便于更好地采集匣钵200对应区域的视觉图像。在轴杆524b沿圆弧腰形孔522f移动的同时,另一端的轴杆524b相对于对应的通孔522d进行旋转,使得相机座524a的角度调节更方便灵活。
[0073]
在本实施例中,匣钵200是由透明材料制成,视觉相机524具体为光源结合相机,如图1所示,为了保证视觉相机524对匣钵200进行图像采集的清晰度,在视觉相机524的上方预设位置处设置有遮光组件53,通过遮光组件来保证视觉相机524进行图像采集所需的灯光效果。其次,视觉相机524具体采用了谱原理辅助自动摄像控制系统相结合方式进行视觉采集与控制,通过对整个检测控制的优化,在每次检测之前,均先检测相机前侧的玻璃,保证在玻璃受到污染的情况下,也能准确检测;也就是说,即使是玻璃上沾了粉尘,视觉处理系统也会认为它是玻璃上的,而不是匣钵200上的灰尘。
[0074]
如图1至3所示,转移单元60设置在第一输送单元20的上方,并且沿第一输送方向设置在检测单元50的后方区域,用于将检测为不合格的匣钵200从第一输送单元20上剔除。
[0075]
如图2、3和9所示,转移单元60横跨第一输送单元20和第二输送单元30设置,转移单元60的移动方向与第一输送单元20的第一输送方向相垂直,用于将第一输送单元20上的不合格的匣钵200转移至第二输送单元30上,完成剔除操作;还可以将第二输送单元20输送来的补充匣钵转移至第一输送单元20的对应位置上,完成补钵操作。
[0076]
如图9和10所示,转移单元60包括滑动机构61、伸缩机构62以及夹取机构63。
[0077]
滑动机构61固定在机架本体10顶部,沿着与第一输送单元20或第二输送单元30的长度方向相垂直的方向设置。滑动机构61具体采用的是无杆气缸,通过无杆气缸的滑块611移动则实现在第一输送单元20和第二输送单元30之间的移动。
[0078]
伸缩机构62通过四根固定杆与滑动机构61的滑块611固定连接,使伸缩机构随着滑块611同步移动。伸缩机构62具体采用的是带导杆气缸,固定在无杆气缸的滑块611上。
[0079]
夹取机构63与伸缩机构62的伸缩端固定连接,用于夹取匣钵200。夹取机构63具体采用的是与带导杆气缸的活塞杆相固定连接的气爪。
[0080]
基于该转移单元60的具体结构,通过驱动带导杆气缸的活塞杆伸出带动气爪靠近匣钵200,驱动气爪夹取匣钵200后进一步驱动带导杆气缸的活塞杆缩回使匣钵200脱离第一输送单元20。然后,驱动无杆气缸的滑块611移动带动带导杆气缸、气爪以及匣钵200同步移动,具体由第一输送单元20移动至第二输送单元30对应的位置上,从而实现将匣钵200从第一输送单元20上完全移除。接下来,当滑移动至与第二输送单元30对应的位置上时,控制带导杆气缸的活塞杆再次伸出以实现将匣钵200放置于第二输送单元30上,进一步驱动气爪松开匣钵200即可。最后,通过第二输送单元30即可将匣钵200输送至指定位置上。
[0081]
针对ab钵进行质量检测时,若其中一个匣钵200检测为质量不合格,在将该质量不合格的匣钵200剔除后还需要补充一个合格的匣钵200进行替代被剔除的匣钵。具体地,将补充匣钵预先放置在第二输送单元30的预定位置上,在第二输送单元30对从第一输送单元20上剔除的匣钵200进行输送的同时实现对补充匣钵的输送,将补充匣钵输送至与转移单元60相对应的位置上时,停止输送补充匣钵,通过伸缩机构62和夹取机构63执行补充匣钵的夹取操作,然后通过滑动机构61带动补充匣钵移动至第一输送单元20的预定位置上并执行放置补充匣钵操作即可。
[0082]
在本实施例中,为了便于对补充匣钵进行夹取,可以直接控制第二输送单元30停止输送,还可以间接控制其停止输送,也就是通过挡料机构进行挡料使输送被中止。具体地,在第一输送单元20的下方与滑动机构61靠近的位置上设置第二挡料机构,用于对输送来的完成检测的匣钵200进行挡料使其停止输送并处于与滑动机构61相对应位置上,从而便于对匣钵200进行夹取及转移操作。具体地,第二挡料机构包括挡料气缸和挡板。初始状态下,挡板低于第一输送单元20的水平位置,通过挡料气缸驱动挡板伸出至高于第一输送单元20的水平位置。
[0083]
结合具体实施手段,上述补钵过程可以采用智能机械手并结合其自动控制程序实现,精准剔除,以及剔除后再补钵。
[0084]
基于上述匣钵视觉检测设备100的具体结构,本实施例的匣钵视觉检测设备100的动作流程为:
[0085]
首先,第一输送单元20对等待检测的匣钵200进行输送,同时启动第一挡料机构24伸出挡板242,当匣钵200被输送至检测区域20a对应的位置时被挡板242挡住而停止输送。
[0086]
接下来,控制升降机构42驱动顶升板43上升,逐步由检测区域20a伸出,在承载匣钵200后进一步带动匣钵200同步上升达到预设高度后停止,保持匣钵200的高度位置不变。
[0087]
进一步,控制顶部的视觉相机524和侧面的四个视觉相机524分别对匣钵200的底面和侧面对应区域进行图像采集,图像处理部对采集到的图像实时进行处理;然后,旋转机构44带动升降机构42、顶升板43和匣钵200同步旋转预定角度,顶部的视觉相机524和侧面的四个视觉相机524再次分别对匣钵200的底面和侧面对应区域进行图像采集,并通过图像处理部对采集到的图像实时进行处理;如此循环多次,实现对匣钵200的底面和侧面所有区域进行视觉检测处理。
[0088]
进一步,根据视觉检测结果控制转移单元60是否启动,同时,控制升降机构42缩回复位。当视觉检测结果为质量不合格时,控制转移单元60执行转移操作。具体地,控制升降机构42带动顶升板43和匣钵200同步下降,直至将已检测完成的匣钵200转移至第一输送单元20上,升降机构42完成复位,第一挡料机构24缩回使第一输送单元20进一步输送匣钵200。同时,控制转移单元60的第二挡料机构的挡料气缸带动挡板伸出至高于第一输送单元20的平面位置,当匣钵200被输送至该位置时被第二挡料机构的挡板挡住而停止输送,此时,控制伸缩机构62带动夹取机构63伸出使夹取机构63靠近匣钵200,进一步控制夹取机构63夹取匣钵200,之后伸缩机构62带着匣钵200缩回,再控制滑动机构61带动伸缩机构62、夹取机构63以及匣钵200同步移动至第二输送单元30上方对应位置,控制伸缩机构62和夹取机构63依次执行伸出-放开-缩回动作,使匣钵200转移至第二输送单元30上,控制第二输送单元30将从第一输送单元20上剔除的匣钵200输送至指定区域。
[0089]
在上述匣钵的输送-检测-输送-剔除的自动化控制系统中,在第一输送单元、第二输送单元以及滑动机构之间通过伸缩机构和夹取机构实现三坐标方式转移质量不合格的匣钵,伸缩机构和夹取机构采用带导杆气缸和气爪结合构成单轴机械手来完成匣钵的取放与转移。
[0090]
另外,在上述自动化控制过程中,当第一输送单元上的视觉相机检测到该匣钵为有裂纹、缺损、废旧匣钵时,将同时向转移单元和补钵机构发送信号,转移单元的挡板上升,第二输送单元上的补充匣钵来到等待工位,待匣钵输送至转移单元对应位置时转移单元的机械手将不合格的匣钵夹取以剔除并转移到第二输送单元上,通过第二输送单元将匣钵输送至自动流出匣钵视觉检测用输送定位装置内部,等待工位的合格匣钵输送至转移单元对应的位置上,由转移单元的机械手抓取并转移至原位(即剔除匣钵对应的位置),完成补钵。
[0091]
在本实施例中,在匣钵视觉检测用输送定位装置的设备主体表面喷涂q235材质。而且,与匣钵接触的所有部件均采用耐高温耐腐烛的非金属材质制成,并结合物料的特性,将与物料接触部位的零部件采用特殊处理,具体的接触部件包括第一陶瓷轮、第二陶瓷轮、第三陶瓷轮、气爪以及顶升板等部件,以避免对匣钵造成磨损、刮伤或损坏;另外,整体非承重螺丝、螺栓均为工程塑料材质制成,避免磁性物质造成污染。
[0092]
通过对该匣钵视觉检测用输送定位装置进行实际使用测试,测试环境为通风良好且无剧烈振动的场所,适用检测的匣钵规格为方形匣钵(宽度320mm-350mm*320mm-350mm,高度70-120mm),设备的检测精度比值达到96%,常规状态下的检测速度达到30秒/钵。
[0093]
虽然以上描述了本发明的具体实施方式,但是本领域的技术人员应当理解,这仅是举例说明,本发明的保护范围是由所附权利要求书限定的。本领域的技术人员在不背离本发明的原理和实质的前提下,可以对这些实施方式做出多种变更或修改,但这些变更和修改均落入本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1