一种Vc酯凝固浆料的干燥卸载系统及其方法与流程
一种vc酯凝固浆料的干燥卸载系统及其方法
技术领域
1.本说明书一个或多个实施例涉及vc酯凝固浆料技术领域,尤其涉及一种vc酯凝固浆料的干燥卸载系统及其方法。
背景技术:
2.vc酯(l
‑
抗坏血酸
‑2‑
三聚磷酸酯)是饲料行业理想的维生素c类添加剂,特别适用于水产养殖业及畜牧业的饲料。由维生素c经高效催化磷酸酯化而成。高含量、细粒度,对高温高压稳定,动物体内游离完全并能被有效的吸收利用,从而直接提高存活率、增重率、增加饲料效率及经济效益。
3.现有的vc酯凝固浆料的干燥卸载系统,其工作过程全为手动。需要人工将凝固到规定时间的vc酯浆料,铲成小块,并手工输送至干燥机的双螺杆喂料器中。
4.因此,现有的vc酯凝固浆料的干燥卸载系统,存在生产效率低,且很难满足饲料卫生要求,无法满足gmp的要求。
技术实现要素:
5.有鉴于此,本说明书一个或多个实施例的目的在于提出一种vc酯凝固浆料的干燥卸载系统及其方法,以解决现有的vc酯凝固浆料的干燥卸载系统存在的问题。
6.基于上述目的,本说明书一个或多个实施例提供了一种vc酯凝固浆料的干燥卸载方法,包括:
7.s100,提供推进装置、旋转切割装置、输送装置和干燥机,所述输送装置设置在所述旋转切割装置的下方,且与所述干燥机连接;
8.s200,将受料车推入至推进装置和旋转切割装置之间并固定,所述受料车内承装vc酯凝固浆料,所述vc酯凝固浆料由vc酯浆料经过第一预设时间的凝固得到;
9.s300,启动所述旋转切割装置和所述推进装置,得到切碎的vc酯凝固浆料;
10.s400,通过所述输送装置,使所述切碎的vc酯凝固浆料进入所述干燥机中,得到vc酯粉末。
11.本说明书一个或多个实施例中,所述启动所述旋转切割装置和所述推进装置具体包括:
12.启动所述旋转切割装置;
13.经过第二预设时间后,再启动所述推进装置。
14.本说明书一个或多个实施例中,所述第一预设时间为10~18h;所述第二预设时间为20~40s。
15.本说明书一个或多个实施例中,所述vc酯凝固浆料占所述受料车体积的百分比为95~99%。
16.本说明书一个或多个实施例中,所述受料车设置为多台,多台所述受料车循环工作;在所述步骤s400之后还包括:当所述受料车内的vc酯凝固浆料被完全卸载后,将其推出
重新装载vc酯浆料;同时将下一台受料车推入,所述下一台受料车内的vc酯浆料已经经过第一预设时间的凝固;
17.循环步骤s300和s400,直至得到设定量的vc酯粉末。
18.本发明实施例还提供一种用于实现如前任一项所述的vc酯凝固浆料的干燥卸载方法的系统,包括推进装置、受料车、旋转切割装置、输送装置和干燥机;
19.所述受料车抵接在所述推进装置和所述旋转切割装置之间;所述推进装置能够伸入所述受料车内,并在所述受料车内移动,将所述vc酯凝固浆料推出;所述旋转切割装置用于切割所述被推出的vc酯凝固浆料;所述输送装置设置在所述旋转切割装置的下方,用于承接切碎的vc酯凝固浆料,并将其输送至所述干燥机中。
20.在其中一个实施例中,所述受料车包括车体、第一盖体和第二盖体;所述车体的中部开设进料口;所述车体的第一端部和第二端部分别用于与所述推进装置和所述旋转切割装置抵接;所述第一端部和所述第二端部分别开设第一开口和第二开口;所述第一盖体用于盖合或打开所述第一开口;所述第二盖体用于盖合或打开所述第二开口。
21.在其中一个实施例中,所述旋转切割装置包括驱动电机和切割刀,所述切割刀设置在所述旋转电机的输出端,所述切割刀与所述第二端部设置间隔,所述间隔为6~10cm。
22.在其中一个实施例中,所述推进装置为伺服丝杆推进机,所述伺服丝杆推进机设置基体、伺服电机、丝杆、第一限位开关和第二限位开关;所述丝杆固定在所述基体上;所述丝杆靠近所述受料车的端部依次设置伺服电机和推进部,所述丝杆远离所述受料车的端部设置定位块;所述定位块与所述第一限位开关连接;所述第二限位开关与所述伺服电机连接。
23.在其中一个实施例中,所述第一限位开关与所述第二限位开关之间的距离与所述受料车的车长相同。
24.在其中一个实施例中,所述推进部靠近所述受料车的一端为圆台形,所述受料车的内径大于所述圆台形的直径,差值为1~2cm。
25.从上面所述可以看出,本说明书一个或多个实施例提供的一种vc酯凝固浆料的干燥卸载系统及其方法,包括推进装置、受料车、旋转切割装置、输送装置和干燥机;所述受料车抵接在所述推进装置和所述旋转切割装置之间;所述推进装置能够伸入所述受料车内,并在所述受料车内移动,将所述vc酯凝固浆料推出;所述旋转切割装置用于切割所述被推出的vc酯凝固浆料;所述输送装置设置在所述受料车与所述旋转切割装置相连接的端部的下方,用于承接切碎的vc酯凝固浆料,并将其输送至所述干燥机中。实现vc酯凝固浆料干燥卸载系统的机械化或半自动化;在降低工人劳动强度的同时,使vc酯生产全面满足了饲料卫生的要求,能够达到饲料gmp要求。
附图说明
26.为了更清楚地说明本说明书一个或多个实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本说明书一个或多个实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
27.图1为本说明书一个或多个实施例的现有技术的vc酯凝固浆料的干燥卸载系统示
意图;
28.图2为本说明书一个或多个实施例的vc酯凝固浆料的干燥卸载方法的流程示意图;
29.图3为本说明书一个或多个实施例的vc酯凝固浆料的干燥卸载系统的示意图;
30.图4为本说明书一个或多个实施例的受料车的示意图。
具体实施方式
31.为使本公开的目的、技术方案和优点更加清楚明白,以下结合具体实施例,并参照附图,对本公开进一步详细说明。
32.需要说明的是,除非另外定义,本说明书一个或多个实施例使用的技术术语或者科学术语应当为本公开所属领域内具有一般技能的人士所理解的通常意义。本说明书一个或多个实施例中使用的“第一”、“第二”以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的组成部分。“包括”或者“包含”等类似的词语意指出现该词前面的元件或者物件涵盖出现在该词后面列举的元件或者物件及其等同,而不排除其他元件或者物件。“连接”或者“相连”等类似的词语并非限定于物理的或者机械的连接,而是可以包括电性的连接,不管是直接的还是间接的。“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也可能相应地改变。
33.如背景技术部分所述,现有的vc酯凝固浆料的干燥卸载系统,操作过程全靠人工,尤其是用铁锹将凝固浆料铲成小块,不但劳动强度大,而且过程不容易达到饲料卫生的要求,离gmp【good manufacturing practices),即优良制造标准要求差得更远,如何将vc酯凝固浆料的干燥卸载系统机械化或半自动化,就成了生产的迫切要求。
34.申请人在实现本公开的过程中发现,如图1所示,现有的vc酯浆料先从反应釜中排出,进入方形装配槽100中凝固。当vc酯浆料凝固至规定时间后,由人工将方形装配槽100的活动装配槽槽壁板拆开,用铁锹将vc酯凝固浆料铲成小块,再通过手工推车200缓慢送入干燥机300中。
35.申请人提出一种vc酯凝固浆料的干燥卸载方法及系统,通过将受料车分别与vc酯凝固浆料推进装置、vc酯凝固浆料旋转切割装置连接,并使vc酯凝固浆料旋转切割装置与溜槽及双螺杆喂料器连接,进行卸料。替代了原来繁重的人工劳动,实现了使vc酯凝固浆料干燥卸载系统的机械化或半自动化;在降低工人劳动强度的同时,使vc酯生产全面满足了饲料卫生的要求,甚至能达到饲料gmp要求。
36.以下,通过具体的实施例进一步详细说明本公开的技术方案。
37.请参阅图2,本发明实施例提供一种vc酯凝固浆料的干燥卸载方法,包括:
38.s100,提供推进装置、旋转切割装置、输送装置和干燥机,所述旋转切割装置与所述干燥机通过所述输送装置连接;
39.s200,将受料车推入至推进装置和旋转切割装置之间并固定,所述受料车内承装vc酯凝固浆料,所述vc酯凝固浆料由vc酯浆料经过第一预设时间的凝固得到;
40.s300,启动所述旋转切割装置和所述推进装置,得到切碎的vc酯凝固浆料;
41.s400,通过所述输送装置,使所述切碎的vc酯凝固浆料进入所述干燥机中,得到vc酯粉末。
42.本说明书一个或多个实施例中,在步骤s100中,所述输送装置与所述干燥机的进料部连接。所述输送装置可以为滑槽、皮带送料机和螺旋送料器等中的任意一种。
43.本说明书一个或多个实施例中,在步骤s200中,受料车内承装有经反应釜输出并凝固后的vc酯浆料。受料车的体积需满足,有效容积稍大于反应釜的批料量。以使受料车在承装一体积的反应釜的vc酯浆料后,能够填充受料车体积的95~99%。也即,所述vc酯浆料占所述受料车体积的百分比为95~99%。该体积比,能够便于推进装置推动vc酯凝固浆料,增加vc酯凝固浆料的受力均匀性,便于vc酯凝固浆料的卸出。
44.本说明书一个或多个实施例中,所述第一预设时间为10~18h。优选为14h~18h,以提高vc酯凝固浆料的均匀性。
45.本说明书一个或多个实施例中,当将受料车推入至推进装置和旋转切割装置之间并固定后,推进装置能够伸入受料车中,并将受料车内的vc酯凝固浆料推出。而旋转切割装置能够将被推出的vc酯凝固浆料切碎。
46.本说明书一个或多个实施例中,在步骤s300中,所述启动所述旋转切割装置和所述推进装置具体包括:
47.启动所述旋转切割装置;
48.经过第二预设时间后,再启动所述推进装置。
49.本说明书一个或多个实施例中,所述第二预设时间为20~40s。通过先启动旋转切割装置,经过20~40s后再启动推进装置,使推进装置和旋转切割装置运行不同步,以避免整块大块的vc酯凝固浆料直接击打启动中的旋转切割装置的切割刀,尽可能减小对切割刀的损伤。
50.本说明书一个或多个实施例中,可以通过plc编程(programmable logic controller),即可编程逻辑控制器和继电器等实现进装置和旋转切割装置运行不同步。对于可编程逻辑控制器,可以在推进装置和旋转切割装置的电机内分别设置。也可以设置一个可编程逻辑控制器,并分别电连接推进装置和旋转切割装置。在可编程逻辑控制器中可以设置电机启动时间,例如,设定当推进装置的电机通电20~40s后再启动。设定旋转切割装置的电机通电后立刻启动。
51.本说明书一个或多个实施例中,在步骤s400中,所述输送装置可以将所述切碎的vc酯凝固浆料送入所述干燥机的进料部中。干燥机的进料部可以为双螺杆喂料器。在干燥机中,也设置有切割件,所述切割件用于将经过旋转切割装置初步切割后的vc酯凝固浆料进行进一步切割,得到粉末状的vc酯凝固浆料。通过两步切割处理,能够得到合适粒径的粉末状的vc酯凝固浆料,且能够避免对干燥机中的切割件的损伤。
52.本说明书一个或多个实施例中,所述受料车设置为多台,多台所述受料车循环工作,以实现连续生产。在所述步骤s400之后还包括:当所述受料车内的vc酯凝固浆料被完全卸载后,将其推出重新装载vc酯浆料;同时将下一台受料车推入,所述下一台受料车内的vc酯浆料已经经过第一预设时间的凝固。也即,所述下一台受料车内承装vc酯凝固浆料,所述vc酯凝固浆料由vc酯浆料经过第一预设时间的凝固得到。
53.循环步骤s300和s400,直至得到设定量的vc酯粉末。
54.在应用场景中,设定受料车为n台,当第一台受料车内vc酯浆料开始凝固干燥时,第n台受料车开始装载vc酯浆料。当第一台受料车内的vc酯凝固浆料被完全卸载后。第二台
受料车内的vc酯浆料已经经过第一预设时间的凝固,也即第二台受料车能够被立刻被推入至所述推进装置和旋转切割装置之间进行vc酯凝固浆料的卸载。同时第一台受料车返回重新装载vc酯浆料,完成一个工作循环。当第n台受料车内的vc酯凝固浆料被完全卸载后,第一台受料车又能够被重新推入至所述推进装置和旋转切割装置之间进行vc酯凝固浆料的卸载。从而实现vc酯粉末的连续生产。在一实施例中,n可以为8。
55.需要说明的是,上述对本说明书特定实施例进行了描述。其它实施例在所附权利要求书的范围内。在一些情况下,在权利要求书中记载的动作或步骤可以按照不同于实施例中的顺序来执行并且仍然可以实现期望的结果。另外,在附图中描绘的过程不一定要求示出的特定顺序或者连续顺序才能实现期望的结果。在某些实施方式中,多任务处理和并行处理也是可以的或者可能是有利的。
56.基于同一发明构思,与上述任意实施例方法相对应的,本说明书一个或多个实施例还提供了一种vc酯凝固浆料的干燥卸载系统,以实现前述实施例的方法。
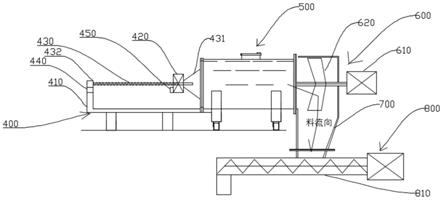
57.请参阅图3,本发明实施例提供一种实现vc酯凝固浆料的干燥卸载方法的系统,包括推进装置400、受料车500、旋转切割装置600、输送装置700和干燥机800;
58.所述受料车500抵接在所述推进装置400和所述旋转切割装置600之间;所述推进装置400能够伸入所述受料车500内,并在所述受料车500内移动,将所述vc酯凝固浆料推出;所述旋转切割装置600用于切割所述被推出的vc酯凝固浆料;所述输送装置700设置在所述受料车500与所述旋转切割装置600相连接的端部的下方,用于承接切碎的vc酯凝固浆料,并将其输送至所述干燥机800中。
59.请参阅图4,所述受料车500包括车体510、第一盖体520、第二盖体530和支撑柱540。在所述车体上开设进料口550。进料口可以开设在受料车500的中部,以使来自反应釜的vc酯浆料更加均匀的进入受料车500中。所述车体的第一端部和第二端部分别用于与所述推进装置400和所述旋转切割装置600抵接;所述第一端部和所述第二端部分别开设第一开口和第二开口;所述第一盖体520用于盖合或打开所述第一开口;所述第二盖体530用于盖合或打开所述第二开口。
60.在本说明书一个或多个实施例中,所述受料车500车体510的形状可以为圆筒形。所述进料口550开设在所述圆筒形的高度方向的中部。第一开口和第二开口分别设置在圆筒形的高度方向的两个端部。对应地,所述第一盖体520和所述第二盖体530的形状也为圆筒形,其直径与所述车体510的直径相同。
61.在本说明书一个或多个实施例中,所述第一盖体520和所述第二盖体530与所述车体510的连接方式可以相同也可以不相同。连接方式,可以为枢轴连接,和旋转连接等中的至少一种。
62.在本说明书一个或多个实施例中,连接方式为枢轴连接时,车体510的第一端部和第二端部,分别与所述第一盖体520和第二盖体530通过旋转轴连接。在所述第一端部和第一盖体520能够分离的另一端,设置有相互配合的突起和凹槽,以提高第一端部和第一盖体520的密封性。在所述第二端部和第二盖体530能够分离的另一端,设置有相互配合的突起和凹槽,以提高第二端部和第二盖体530的密封性。
63.在本说明书一个或多个实施例中,连接方式为旋转连接时,第一盖体520设置第一可转动子盖体和第二可转动子盖体。在车体510的第一端部设置第一固定底座,所述第一可
转动子盖体和所述第二可转动子盖体的一端与所述固定底座分别通过金属轴连接。向外转动所述第一可转动子盖体和所述第二可转动子盖体,能够打开所述第一开口。向内转动所述第一可转动子盖体和所述第二可转动子盖体,能够盖合所述第一开口。
64.在本说明书一个或多个实施例中,所述第一可转动子盖体和第二可转动子盖体可以对称设置。
65.在本说明书一个或多个实施例中,连接方式为旋转连接时,第二盖体530设置第三可转动子盖体和第四可转动子盖体。在车体510的第二端部设置第二固定底座,所述第三可转动子盖体和所述第四可转动子盖体的一端与所述固定底座分别通过金属轴连接。向外转动所述第三可转动子盖体和所述第四可转动子盖体,能够打开所述第二开口。向内转动所述第三可转动子盖体和所述第四可转动子盖体,能够盖合所述第二开口。
66.在本说明书一个或多个实施例中,所述第三可转动子盖体和第四可转动子盖体可以对称设置。
67.应当说明的是,当受料车500抵接在所述推进装置400和所述旋转切割装置600之间时,所述第一盖体520和所述第二盖体530均为打开状态,也即,所述第一开口和第二开口均被打开。
68.在本说明书一个或多个实施例中,所述推进装置400为伺服丝杆推进机,所述伺服丝杆推进机设置基体410、伺服电机420、丝杆430、第一限位开关440和第二限位开关450;所述丝杆430固定在所述基体410上;所述丝杆430靠近所述受料车500的端部依次设置伺服电机420和推进部431,所述丝杆430远离所述受料车500的端部设置定位块432;所述定位块432与所述第一限位开关440连接;所述第二限位开关450与所述伺服电机420连接。
69.当伺服电机420启动后,丝杆430在伺服电机420的驱动下,将丝杆430自左向右推进,从而使所述推进部431逐渐进入所述第一开口,逐渐将vc酯凝固浆料推出。当受料车500内vc酯凝固浆料被卸尽时,伺服丝杆推进机的定位块432碰触到第二限位开关450,伺服电机420的行程就变为反向,丝杆430从右向左返回,当定位块432碰触到第一限位开关440时,伺服电机420停机、复位。
70.在本说明书一个或多个实施例中,所述第一限位开关440与所述第二限位开关450之间的距离与所述受料车500的车长相同。也即,伺服电机420可以理解为行程电机,受第一限位开关440和第二限位开关450的控制,行程在二者之间。行程优选为与受料车500的车长相同。也即,所述第一限位开关440与所述第二限位开关450之间的距离与所述受料车500的车长相同。此处,车长可以理解为前述的圆筒形车体510的高度。
71.在本说明书一个或多个实施例中,所述推进部431靠近所述受料车500的一端为圆台形,所述受料车500的内径大于所述圆台形的直径,差值为1~2cm。以使推进部431能够更好地伸入所述受料车500的车体510内,并在车体510内灵活活动,将vc酯凝固浆料更好地推出。
72.在本说明书一个或多个实施例中,所述旋转切割装置600包括驱动电机610和切割刀620,所述切割刀620设置在所述驱动电机610的输出端,所述切割刀620与所述第二端部设置间隔,所述间隔为6~10cm。应当说明的是,所述推进装置400和所述旋转切割装置600的运行可以是同步的。通过设置6~10cm的间隔,能够使切割刀先旋转待用,避免整块大块的vc酯凝固浆料直接击打启动中的切割刀,尽可能减小对切割刀的损伤。
73.在本说明书一个或多个实施例中,所述输送装置700与所述干燥机800的进料部连接。所述输送装置700可以为溜槽、皮带送料机和螺旋送料器等中的任意一种。干燥机800的进料部可以为双螺杆喂料器810。在干燥机800中,也设置有切割件和电机,所述切割件用于将经过旋转切割装置600初步切割后的vc酯凝固浆料进行进一步切割,得到粉末状的vc酯凝固浆料。通过两步切割处理,能够得到合适粒径的粉末状的vc酯凝固浆料,且能够避免对干燥机800中的切割件的损伤。
74.本发明实施例提供的vc酯凝固浆料的干燥卸载系统及方法,vc酯浆料先从反应釜,通过进料口550进入圆筒形受料车500中。待vc酯浆料凝固14h后,由人工轻松将受料车500的第一盖体520和第二盖体530向外翻转,打开第一开口和第二开口。再将受料车500推入到伺服丝杆推进机和旋转切割装置600之间,并固定所述受料车500,联动启动伺服丝杆推进机和旋转切割装置600。使丝杆推进机中的丝杆430从左向右运行,vc酯凝固浆料就被丝杆推进机慢慢推出受料车500,并立即被旋转切割装置600的切割刀切碎,切碎后的vc酯凝固浆料滑入溜槽,再被送入干燥机800的双螺杆喂料器810中。当受料车500内vc酯凝固浆料卸尽时,丝杆推进机的定位块432碰触到第二限位开关450,丝杆推进机的行程就变为反向,丝杆430从右向左返回,当定位块432碰触到第一限位开关440时,丝杆推进机停机、复位。人工将空受料车500推出,盖合第一开口和第二开口。完成一个工作循环,并能即刻推入下一台受料车500,继续进行vc酯凝固浆料的卸载干燥,从而实现连续生产。不但替代了原来繁重的人工劳动,实现vc酯凝固浆料干燥卸载系统的机械化或半自动化;在降低工人劳动强度的同时,使vc酯生产全面满足了饲料卫生的要求,能够达到饲料gmp要求。
75.所属领域的普通技术人员应当理解:以上任何实施例的讨论仅为示例性的,并非旨在暗示本公开的范围(包括权利要求)被限于这些例子;在本公开的思路下,以上实施例或者不同实施例中的技术特征之间也可以进行组合,步骤可以以任意顺序实现,并存在如上所述的本说明书一个或多个实施例的不同方面的许多其它变化,为了简明它们没有在细节中提供。
76.另外,为简化说明和讨论,并且为了不会使本说明书一个或多个实施例难以理解,在所提供的附图中可以示出或可以不示出与集成电路(ic)芯片和其它部件的公知的电源/接地连接。此外,可以以框图的形式示出装置,以便避免使本说明书一个或多个实施例难以理解,并且这也考虑了以下事实,即关于这些框图装置的实施方式的细节是高度取决于将要实施本说明书一个或多个实施例的平台的(即,这些细节应当完全处于本领域技术人员的理解范围内)。在阐述了具体细节(例如,电路)以描述本公开的示例性实施例的情况下,对本领域技术人员来说显而易见的是,可以在没有这些具体细节的情况下或者这些具体细节有变化的情况下实施本说明书一个或多个实施例。因此,这些描述应被认为是说明性的而不是限制性的。
77.尽管已经结合了本公开的具体实施例对本公开进行了描述,但是根据前面的描述,这些实施例的很多替换、修改和变型对本领域普通技术人员来说将是显而易见的。
78.本说明书一个或多个实施例旨在涵盖落入所附权利要求的宽泛范围之内的所有这样的替换、修改和变型。因此,凡在本说明书一个或多个实施例的精神和原则之内,所做的任何省略、修改、等同替换、改进等,均应包含在本公开的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1