一种上料装置的制作方法
[0001]
本实用新型涉及物料上料技术领域,特别是一种上料装置。
背景技术:
[0002]
由于现在越来越倾向于自动化加工,在各行各业的生产加工过程中,上料是一道不可缺少的工艺步骤。传统的上料装置一般都是以输送带和机器人配合实现上料操作,但针对于体积较小的物料,上料效率较低。例如在摄像头上的磨砂字元的辨识设备中,摄像头本身体积就小,在摄像头的上料过程中,一个一个摄像头的上料不仅效率低,而且容易损坏摄像头。
技术实现要素:
[0003]
本实用新型主要解决的技术问题是提供一种上料装置,能够提高上料效率,且通过升降模块可以实现无间断地实现料盘的上料,可以有效避免在上料过程中对物料造成损坏。
[0004]
为达到上述目的,本实用新型解决其技术问题所采用的技术方案是:
[0005]
一种上料装置,包括:驱动模块、升降模块和料仓模块,所述驱动模块驱动所述料仓模块做水平移动,所述升降模块驱动所述料仓模块做升降运动;
[0006]
所述驱动模块包括气缸、滑轨和底板;所述滑轨设置在所述气缸的两侧,所述底板与所述气缸连接,所述底板设置在所述滑轨上,所述底板与滑轨滑动连接,所述料仓模块设置在所述底板上;
[0007]
所述升降模块包括升降马达和滚珠丝杆;所述滚珠丝杆与所述升降马达连接,所述滚珠丝杆竖直设置,所述料仓模块与所述滚珠丝杆连接;
[0008]
所述料仓模块包括料仓托板、料仓箱体和料盘;所述料仓箱体设置在所述料仓托板上;所述料仓箱体包括多个成对设置的定位块,成对的定位块之间设置有容纳空腔,所述料盘设置在所述容纳空腔内,所述料盘内设置有置物槽。
[0009]
优选的,所述升降模块还包括传动轮和传动带,所述传动轮分别设置在所述升降马达和滚珠丝杆上,所述传动轮通过所述传动带连接。
[0010]
优选的,所述传动轮之间设置有惰轮,所述惰轮与传动轮通过所述传动带连接。
[0011]
优选的,所述升降模块还包括连接块和定位销,所述定位销设置在所述连接块上,所述料仓模块通过定位销与所述升降模块连接。
[0012]
优选的,所述升降模块还包括直线轴承和导柱,所述直线轴承和导柱设置在所述滚珠丝杆的两侧,所述导柱与直线轴承连接,所述导柱竖直设置。
[0013]
优选的,所述升降模块还包括传感器,所述传感器设置在所述滚珠丝杆的一侧。
[0014]
优选的,所述传感器为对射光电传感器。
[0015]
优选的,所述料仓箱体上设置有把手,所述把手位于所述料仓箱体的顶部。
[0016]
由于上述技术方案的运用,本实用新型与现有技术相比具有下列有益效果:
[0017]
提供了一种上料装置,通过料盘放置物料,一个料盘内可以放置多个物料,这样一次上料为一整盘的物料,提高上料效率;且通过升降模块可以实现无间断地实现料盘的上料,可以有效避免在上料过程中对物料造成损坏。
附图说明
[0018]
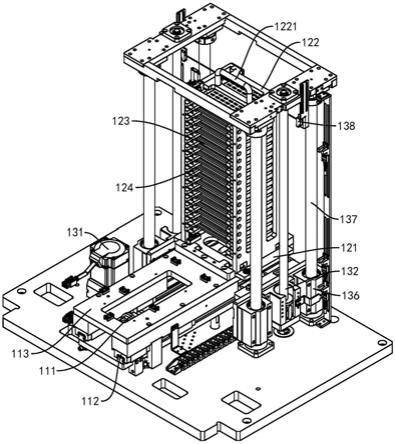
图1是本实用新型一种上料装置的结构示意图。
[0019]
图2是本实用新型一种上料装置的侧视图。
[0020]
图3是本实用新型一种上料装置应用在磨砂字元辨识装置中的结构示意图。
[0021]
图4是图3磨砂字元辨识装置中拉料组件的结构示意图。
[0022]
图5是图3磨砂字元辨识装置中拉料组件的侧视图。
[0023]
图6是图3磨砂字元辨识装置中检测组件的结构示意图。
[0024]
图7是图3磨砂字元辨识装置中检测组件的侧视图。
[0025]
图8是图3磨砂字元辨识装置中下料组件的结构示意图。
[0026]
图9是图3磨砂字元辨识装置中下料组件的侧视图。
[0027]
附图标记说明:
[0028]
上料组件1、驱动模块11、气缸111、滑轨112、底板113、料仓模块12、料仓托板121、料仓箱体122、把手1221、料盘123、定位块124、升降模块13、升降马达131、滚珠丝杆132、传动轮133、传动带134、惰轮135、直线轴承136、导柱137、传感器138;
[0029]
拉料组件2、支撑台21、第一马达22、第一丝杆23、第一滑轨24、运输板25、抛料盘26、第二马达27、第二丝杆28、第二滑轨29;
[0030]
检测组件3、固定架31、移动马达321、移动丝杆322、ccd相机33、吸嘴34;
[0031]
下料组件4。
具体实施方式
[0032]
下面结合附图对本实用新型的较佳实施例进行详细阐述,以使本实用新型的优点和特征能更易于被本领域技术人员理解,从而对本实用新型的保护范围做出更为清楚明确的界定。
[0033]
参阅附图,一种磨砂字元辨识装置,包括:上料组件1、拉料组件2、检测组件3和下料组件4。拉料组件2包括上料侧和下料侧,上料侧和下料侧分别位于拉料组件2的两侧。上料组件1设置在拉料组件2的上料侧,下料组件4设置在拉料组件2的下料侧,上料组件1和下料组件4通过拉料组件2连接。检测组件3设置在拉料组件2的上方,用于辨识拉料组件2上的物料。待辨识的物料从上料组件1中传入到该辨识装置中,进入到拉料组件2上;当检测组件3给物料进行检测辨识时,物料位于拉料组件2上,在检测辨识时检测组件3将不合格的物料分拣出来,通过检测辨识后的物料进入到下料组件4上。
[0034]
上料组件1包括驱动模块11、料仓模块12和升降模块13,驱动模块11驱动料仓模块12做水平移动,通过驱动模块11将料仓模块12传输到升降模块13的位置。升降模块13驱动料仓模块12做升降运动,通过升降模块13将料仓模块12上升到拉料组件2的高度。
[0035]
驱动模块11包括气缸111、滑轨112和底板113。滑轨112设置在气缸111的两侧,底板113与气缸111连接,底板113设置在滑轨112上,底板113与滑轨112滑动连接,料仓模块12
设置在底板113上。通过气缸111驱动底板113在滑轨112上滑动,从而带动料仓模块12移动。
[0036]
料仓模块12包括料仓托板121、料仓箱体122和料盘123。料仓箱体122设置在料仓托板121上,料仓模块12通过料仓托板121与驱动模块11和升降模块13连接。料仓箱体122包括多个成对设置的定位块124,成对的定位块124之间设置有容纳空腔,料盘123设置在容纳空腔内,通过定位块124支撑料盘123,料盘123与料盘123之间设置有间隙。一个料仓箱体122内可以竖直成列放置多个料盘123,料盘123内设置有置物槽,用于放置物料。
[0037]
料仓箱体122上设置有把手1221,把手1221位于料仓箱体122的顶部,通过把手1221的设置便于整个料仓箱体122的提放。
[0038]
升降模块13包括升降马达131和滚珠丝杆132。滚珠丝杆132与升降马达131连接,滚珠丝杆132竖直设置,将旋转变换为上升下降的运行。滚珠丝杆132位于驱动模块11的底板113的两侧,料仓模块12与滚珠丝杆132连接。升降模块13还包括传动轮133和传动带134,传动轮133分别设置在升降马达131和滚珠丝杆132上,传动轮133通过传动带134连接。通过传动轮133和传动带134的设置,可以更好地将升降马达131的动力传递到滚珠丝杆132上,并且可以调整升降模块13的体积大小。传动轮133之间设置有惰轮135,惰轮135与传动轮133通过传动带134连接,通过惰轮135调整传动带134的松紧度。
[0039]
为了料仓模块12与滚珠丝杆132能够更好地连接,升降模块13还包括连接块和定位销(图中未示出),定位销设置在连接块上,连接块连接在滚珠丝杆132上。料仓模块12的料仓托板121上设置有定位孔,定位销的顶端略高于定位孔的底端。当料仓模块12在驱动模块11的驱动下移动到滚珠丝杆132之间,料仓托板121通过定位孔套设在定位销上,料仓模块12通过定位销与升降模块13连接。
[0040]
升降模块13还包括直线轴承136和导柱137,直线轴承136和导柱137设置在滚珠丝杆132的两侧,导柱137与直线轴承136连接。导柱137竖直设置,作为上升下降的导向辅助。通过导柱137起到支撑和导向作用,避免料仓模块12在升降的过程中产生晃动,提高稳定性。
[0041]
升降模块13还包括传感器138,传感器138设置在滚珠丝杆132的一侧,传感器138可以选用对射光电传感器138。通过对射光电传感器138进行感测料盘123的位置,从而来控制料仓箱体122的升降高度位置。
[0042]
上料组件1用于物料的上料,下料组件4用于物料的下料。下料组件4的结构可以与上料组件1的结构相同,也可以与上料组件1的结构不同。
[0043]
拉料组件2包括支撑台21、第一马达22、第一丝杆23、第一滑轨24、运输板25和抛料盘26。支撑台21的高度与上料组件1中料仓箱体122的高度相适配。第一丝杆23和第一滑轨24设置在支撑台21上,第一滑轨24位于第一丝杆23的两侧,第一丝杆23与第一马达22连接。运输板25与第一丝杆23连接,运输板25设置在第一滑轨24上,运输板25与第一滑轨24滑动连接。通过第一马达22驱动第一丝杆23,带动运输板25在第一滑轨24上滑动。运输板25的高度与料仓箱体122内的待拉出或待放置料盘123的位置的高度相适配,运输板25的高度是不变的,待拉出或待放置料盘123的料仓箱体122在升降模块13的驱动下升降至运输板25的高度,运输板25在第一丝杆23的作用下滑动至料仓箱体122的间隙里,通过运输板25将料盘123从料仓箱体122内取出到运输板25上,或者通过运输板25将运输板25上的料盘123放置在料仓箱体122内。
[0044]
抛料盘26设置在支撑台21上,抛料盘26位于运输板25的一侧。抛物盘为空盘,抛物盘用于放置在检测辨识过程中挑拣出来的不合格的产品。抛料盘26可以直接放置支撑台21上,位于运输板25上的料盘123的旁边;抛料盘26也可以通过驱动件设置在支撑台21上,这样抛料盘26可以通过驱动件在支撑台21上移动改变位置。
[0045]
驱动件包括第二马达27、第二丝杆28和第一滑轨29,第二丝杆28和第一滑轨29设置在支撑台21上,第一滑轨29位于第二丝杆28的两侧,第二丝杆28与第二马达27连接。抛料盘26与第二丝杆28连接,抛料盘26设置在第一滑轨29上,抛料盘26与第一滑轨29滑动连接。通过第二马达27驱动第二丝杆28,带动抛料盘26在第一滑轨29上滑动。
[0046]
检测组件3包括固定架31、移动模块、ccd相机33和吸嘴34,移动模块和ccd相机33设置在固定架31上,ccd相机33可以固定连接在固定架31上,ccd相机33也可以通过移动模块固定连接在固定架31上,通过移动模块驱动ccd相机33水平移动。ccd相机33位于拉料组件2的运输板25的上方,具体的说ccd相机33位于放置在运输板25上的料盘123的上的上方,通过ccd相机33检测辨识放置在运输板25上的料盘123内的产品。
[0047]
吸嘴34连接在移动模块上,移动模块驱动吸嘴34水平移动。移动模块包括移动马达321和移动丝杆322,移动丝杆322与移动马达321连接,吸嘴34连接在移动丝杆322上。通过移动马达321驱动移动丝杆322带动吸嘴34水平移动,吸嘴34吸住不合格的产品后移动到拉料组件2的抛料盘26的上方,吸嘴34放松将不合格的产品放置在抛料盘26上,从而将不合格的产品从料盘123内分拣出来。
[0048]
在实际检测辨识的过程中,人工将装满产品的料盘123一个一个地放入到料仓箱体122上,通过把手1221将料仓箱体122整体房子在上料组件1的料仓托板121上,气缸111将料仓箱体122推送至升降组件是位置。升降马达131通过传动轮133传动带134动滚珠丝杠运行,根据传感器138感应到的料盘123位置,滚珠丝杠运行将料仓箱体122输送至相应的高度。料盘123到达拉料组件2上的运输板25的高度时,在第一马达22的驱动下运输板25将一个料盘123拉出至运输板25上。
[0049]
ccd相机33通过第一马达22带动对拉出的一个料盘123上的产品进行检测辨识。检测出的不合格的产品通过吸嘴34吸住,吸嘴34在第二马达27的驱动下移动至抛料盘26的上方,吸嘴34松开将不合格的产品放置在抛料盘26内。检测完毕后的一个料盘123由拉料组件2的传输板推送入下料组件4的料仓箱体内。待下料组件4的料仓箱体放置满料盘时,下料组件4马达通过皮带传动带动下料丝杠运行,下料丝杠带动下料组件4的料仓箱体下降至出料位置。下料组件4的气缸将下料组件4的料仓箱体推出。
[0050]
以上仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1