自动化上油摆框工装的制作方法
[0001]
本实用新型涉及自动化设备领域,具体为自动化上油摆框工装。
背景技术:
[0002]
零件在生产出之后需要对零件上防锈油和摆框等过程,目前该过程由人工进行操作,不仅效率低下、浪费人力成本,而且人工因素会对整个过程产生影响。
技术实现要素:
[0003]
为解决现有技术的不足,本申请提供自动化上油摆框工装,具体方案如下:一种自动化上油摆框工装,包括工作台、上油模块和物料框定位模块,所述上油模块和所述物料框定位模块依次设置在所述工作台上,所述上油模块包括浸油槽、固定架、第一气缸和零件固定凸台,所述浸油槽固定设置在所述工作台上,浸油槽底部开设进油孔,所述进油孔连接进油管道,所述固定架设置在所述浸油槽一侧的工作台上,所述第一气缸上下固定至所述固定架上,所述零件固定凸台固定设置在第一气缸推杆的前端;所述物料框定位模块包括转动机构、转动板、沥油槽和物料框,所述转动机构设在所述工作台上,所述转动板设置在所述转动机构上,转动板可在转动机构上转动,所述沥油槽分别设置在所述转动板的两端,所述物料框活动设置在所述沥油槽内。
[0004]
进一步的,所述上油模块还包括转接柱,所述转接柱的一端水平固定至所述第一气缸推杆的前端,所述零件固定凸台固定设置在转接柱的另一端,所述进油孔与进油管道连接处设置第一阀门。
[0005]
进一步的,所述物料框定位模块中的转动机构包括转轴、齿轮、第二气缸和齿板,所述转轴固定至工作台上且贯穿工作台,转轴上方连接所述转动板,所述齿轮设置在工作台下方的转轴上,所述第二气缸固定至所述工作台下方,所述齿板与所述第二气缸的推杆连接,所述齿轮与所述齿板啮合连接,所述齿板上套设有凹块,所述凹块固定在所述工作台的底部,齿板穿过所述凹块的凹槽。
[0006]
进一步的,所述工作台边缘沿工作台周向开设连通的汇油槽,所述汇油槽内部的工作台上设置连通所述汇油槽的汇油孔,所述工作台下方设置集油管道连接所述汇油孔,所述汇油孔与所述集油管道的连接处设置第二阀门。
[0007]
进一步的,所述工作台靠近所述沥油槽的一侧边缘设置倾斜板,所述倾斜板的下方边缘连接所述汇油槽,所述每个沥油槽的底部边缘开设集油孔,所述集油孔的下方对准所述倾斜板。
[0008]
本申请的有益之处在于:提供的自动化上油摆框工装实现了零件在上油和摆框过程的自动化,减少人工因素对生产过程的影响。
附图说明
[0009]
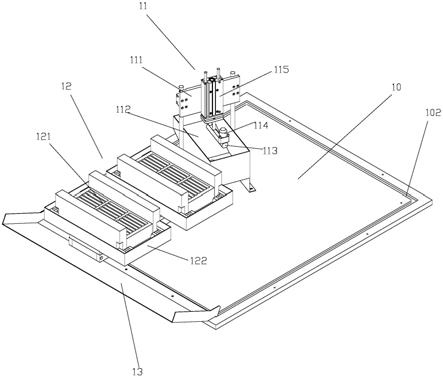
图1为本申请自动化上油摆框工装一种实施例结构示意图;
[0010]
图2为图1自动化上油摆框工装第一视角结构示意图;
[0011]
图3为图1自动化上油摆框工装第二视角结构示意图;
[0012]
图4为齿轮和齿板结构示意图。
[0013]
图中标记为:10、工作台,101、汇油孔,102、汇油槽,103、第二阀门,11、上油模块, 111、固定架,112、浸油槽,113、转接柱,114、零件固定凸台,115、第一气缸,116、第一阀门,12、物料框定位模块,121、物料框,122、沥油槽,123、转接板,124、第二气缸, 125、转轴,126、齿板,127、齿轮,128、凹块,13、倾斜板。
具体实施方式
[0014]
下面将结合附图和具体实施例对本实用新型进一步详细说明。
[0015]
参见图1-4,本实施例提供了一种自动化上油摆框工装,包括工作台10、上油模块11和物料框定位模块12,上油模块11和物料框定位模块12依次设置在工作台10上,上油模块 11包括浸油槽112、固定架111、第一气缸115和零件固定凸台114,浸油槽112固定设置在工作台10上,浸油槽112底部开设进油孔,进油孔连接进油管道,进油孔与进油管道连接处设置第一阀门116,固定架111横跨浸油槽设置在工作台10上,第一气缸115上下固定至固定架111上,第一气缸115推杆的前端连接水平设置的转接柱113的一端,转接柱的另一端上设置零件固定凸台114,第一气缸的推杆可伸至浸油槽112的槽底;物料框定位模块12包括转动机构、转动板123、沥油槽122和物料框121,转动机构设在工作台上,转动板123设置在转动机构上,转动板123可在转动机构上转动,沥油槽122分别设置在转动板123的两端,物料框121活动设置在沥油槽内。
[0016]
优选的,转动机构包括转轴125、齿轮127、第二气缸124和齿板126,转轴125固定至工作台上且贯穿工作台,转轴125上方连接转动板123带动转动板转动,齿轮127设置在工作台下方的转轴125上,第二气缸124固定至工作台下方,齿板126与第二气缸124的推杆连接,齿板126上套设有凹块128,凹块128固定在工作台的底部,齿板穿过凹块的凹槽,齿轮127与齿板126啮合连接。
[0017]
优选的,工作台10为方形工作台,工作台10四个边缘沿周向开设连通的汇油槽102,汇油槽内部的工作台10其中一角设置连通汇油槽汇油圆形槽,汇油圆形槽内设置汇油孔101,工作台下方设置集油管道连接汇油孔101,汇油孔101与集油管道的连接处设置第二阀门103,工作台上靠近沥油槽122的一侧边缘设置倾斜板13,倾斜板13的下方边缘连接汇油槽102,每个沥油槽122的底部边缘开设集油孔,集油孔的下方对准倾斜板13。
[0018]
工作时,零件被放置在零件固定凸台114上,第一气缸115启动带动零件下降至浸油槽 112内,完成对零件上防锈油的过程,随后零件被抓取至空置的物料框121内,直至物料框 121被放满,满框后,第二气缸124启动,通过齿板126带动齿轮127的转动,转动板123 跟着转动,完成满框和空框的转换,满框被转移至其他位置,如此循环。
[0019]
尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1