一种用于书本捆装的码放整齐机组的制作方法
1.本申请涉及印刷设备的技术领域,尤其是涉及一种用于书本捆装的码放整齐机组。
背景技术:
2.在书本印刷行业,书本是经过纸张印刷、装订、捆装等步骤完成,在书本捆装这个步骤,之前大多是人工捆装,随着科技的不断发展,逐步出现了捆装机,通过捆装机对装订完成的书本进行捆装。
3.然而,发明人发现,书本的码放也存在自动化程度不高的问题,而且经过码放后的书本,其整齐度不高,不利于后期的捆绑工作。
4.因此,有必要针对上述技术问题,提供一种用于书本捆装的码放整齐机组,提高了捆绑机的自动化程度,能够使得书本的码放较为整齐,便于后期捆绑。
技术实现要素:
5.为了提高书本码放的整齐度,提高捆绑机的自动化程度,本申请提供了一种用于书本捆装的码放整齐机组。
6.本申请提供的一种用于书本捆装的码放整齐机组,采用如下的技术方案如下:
7.一种用于书本捆装的码放整齐机组,包括码放机和整齐机;
8.所述码放机包括机体,设置在机体内部上侧的码放组件和设置在机体内部下侧正对码放组件的推出组件,还包括控制码放组件和推出组件的控制器;
9.所述整齐机包括机架,设置在机架上的接收传送带组件,所述接收传送带组件衔接推出组件,还包括设置在机架上的整齐组件。
10.通过采用上述技术方案:经过码放机的码放,将传输进入码放机的单个书本罗列,当达到一定的码放数量后,码放后的书本掉落到推出组件上,由推出组件推出码放机,由接收传送带组件带动码放的书本经过整齐机的整齐组件码放齐整之后,进入到下一工序。
11.优选的,所述码放组件包括设置在机体内壁上的翻转托架和限位架;所述翻转托架包括两个转动安装在机体内壁上的旋转主杆,所述旋转主杆上设有若干分支撑杆,两个所述旋转主杆的水平高度相同,还包括带动两个旋转主杆转动的第一动力机构。
12.通过采用上述技术方案:翻转托架用于临时堆放书本,当达到一定的堆放量后,翻转托架旋转一次,堆放的书本自动下落到推出组件上。
13.优选的,所述限位架设置有两个,每个所述限位架均包括一个两端固定在机体内壁的横梁,所述横梁上间隔设有若干个限位板,多个所述分支撑杆呈一排设置在旋转主杆上,且分支撑杆与限位板交错设置。
14.通过采用上述技术方案:限位架的作用在于对掉落到旋转托架上的书本进行限位,使得这些书本掉落两个限位架之内,进行码放,分支撑杆用于承托码放的书本,分支撑杆与限位板交错设置目的在于不影响分支撑杆的旋转。
15.优选的,还包括设置在机体上的用于感应书本通过数量的第一传感器,所述第一传感器电连接控制器,所述控制器电连接第一动力机构。
16.通过采用上述技术方案:当第一传感器感应到书本的传送数量达到预设值时,将感应信号传递给控制器,控制器控制第一动力机构动作,带动翻转托架旋转一次,码放好的书本下落到推出组件内。
17.优选的,所述推出组件包括底座,所述底座的两对边侧设有围挡板,所述围挡板的下侧设有多个支撑转辊,所述围挡板中部设有滑轨,所述滑轨上设有推板,还包括推动推板滑动的第二动力机构。
18.通过采用上述技术方案:由旋转托架上掉落下来的书本,落在支撑转辊上,围挡板也是对书本起到限位的作用,使书本能够保持基本码放整齐,然后由推板推出机体,进行下一道工序。
19.优选的,所述底座的上表面内嵌有第二传感器,所述第二传感器电连接控制器,所述控制器电连接第二动力机构。
20.通过采用上述技术方案:当第二传感器,感应到书本已经掉落到支撑转辊上后,将感应信号传递给控制器,由控制器控制第二动力机构动作,推动推板将书本推送出机体,提升了设备的自动化程度。
21.优选的,所述第一动力机构为伺服步进电机,所述伺服步进电机电连接控制器,所述第二动力机构为气缸,所述气缸的动作由控制器控制。
22.通过采用上述技术方案:伺服步进电机和气缸均易于控制,能够提升一定的自动化程度。
23.优选的,所述整齐组件包括设置在机架竖梁上的两个相对的纵向整齐气缸,两个所述纵向整齐气缸的伸缩杆分别连接第一整齐板,所述第一整齐板上滑动连接有连接杆和横向整齐气缸的伸缩杆,所述横向整齐气缸的伸缩杆和连接杆的另一端固定连接第二整齐板。
24.通过采用上述技术方案:当接收传送带组件接收到由推出组件推出的书本后,运送到整齐组件处,首先由纵向整齐气缸向内推动第一整齐板,先将码放的书本进行纵向码齐,然后横向整齐气缸动作,拉动第二整齐板向第一整齐板处靠近,将码放的书本进行横向码齐,完成书本的码齐之后,纵向整齐气缸和横向整齐气缸依次回位,等待下一码放的书本。
25.优选的,所述纵向整齐气缸和横向整齐气缸由控制器控制。
26.通过采用上述技术方案:控制器控制纵向整齐气缸和横向整齐气缸气路上电磁阀,实现对纵向整齐气缸和横向整齐气缸的控制,提高了设备的自动化程度。
27.综上所述,本申请包括以下至少一种有益技术效果:
28.1.书本经过码放机预先码放,然后经过整齐机进行整齐码放,便于后面工序的捆扎处理,降低了工人的操作强度,提高了书本的捆装效率。
29.2.能够实现自动按照数量进行码放,自动推出机体进行下一工序进行码齐,提高了设备的自动化程度。
附图说明
30.图1是本申请实施例的码放机的结构示意图。
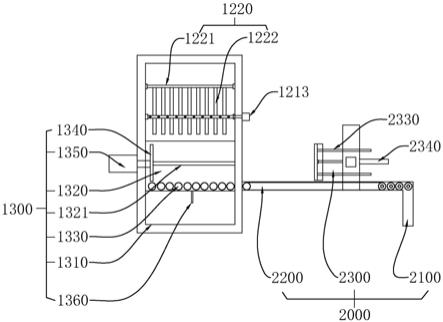
31.图2是本申请实施例的整体结构示意图。
32.图3是本申请实施例整齐组价的俯视结构示意图。
33.附图标记说明,1000、码放机;1100、机体;1200、码放组件;1210、翻转托架;1211、旋转主杆;1212、分支撑杆;1213、第一动力机构;1220、限位架;1221、横梁;1222、限位板;1300、推出组件;1310、底座;1320、围挡板;1321、滑轨;1330、支撑转辊;1340、推板;1350、第二动力机构;1360、第二传感器;1400、第一传感器;2000、整齐机;2100、机架;2200、接收传送带组件;2300、整齐组件;2310、纵向整齐气缸;2320、第一整齐板;2330、连接杆;2340、横向整齐气缸;2350、第二整齐板;3000、控制器。
具体实施方式
34.以下结合附图1-3对本申请作进一步详细说明。
35.实施例一
36.本申请实施例公开了一种用于书本捆装的码放整齐机2000组,参照图1和图2,包括码放机1000和整齐机2000;码放机1000包括机体1100,设置在机体1100内部上侧的码放组件1200和设置在机体1100内部下侧正对码放组件1200的推出组件1300,还包括控制码放组件1200和推出组件1300的控制器3000;整齐机2000包括机架2100,设置在机架2100上的接收传送带组件2200,接收传送带组件2200衔接推出组件1300,还包括设置在机架2100上的整齐组件2300。经过码放机1000的码放,将传输进入码放机1000的单个书本罗列,当达到一定的码放数量后,码放后的书本掉落到推出组件1300上,由推出组件1300推出码放机1000,由接收传送带组件2200带动码放的书本经过整齐机2000的整齐组件2300码放齐整之后,进入到下一工序。
37.继续参照图1和图2,码放组件1200包括设置在机体1100内壁上的翻转托架1210和限位架1220;翻转托架1210包括两个转动安装在机体1100内壁上的旋转主杆1211,旋转主杆1211上设有若干分支撑杆1212,两个旋转主杆1211的水平高度相同,还包括带动两个旋转主杆1211转动的第一动力机构1213。翻转托架1210用于临时堆放书本,当达到一定的堆放量后,翻转托架1210旋转一次,堆放的书本自动下落到推出组件1300上。
38.其中,在本实施例中,限位架1220设置有两个,每个限位架1220均包括一个两端固定在机体1100内壁的横梁1221,横梁1221上间隔设有若干个限位板1222,多个分支撑杆1212呈一排设置在旋转主杆1211上,且分支撑杆1212与限位板1222交错设置。限位架1220的作用在于对掉落到旋转托架上的书本进行限位,使得这些书本掉落两个限位架1220之内,进行码放,分支撑杆1212用于承托码放的书本,分支撑杆1212与限位板1222交错设置目的在于不影响分支撑杆1212的旋转。
39.为了能够实现自动计数,本实施例的码放机1000还包括设置在机体1100上的用于感应书本通过数量的第一传感器1400,第一传感器1400电连接控制器3000,控制器3000电连接第一动力机构1213。当第一传感器1400感应到书本的传送数量达到预设值时,将感应信号传递给控制器3000,控制器3000控制第一动力机构1213动作,带动翻转托架1210旋转一次,码放好的书本下落到推出组件1300内。
40.继续参照图1和图2,推出组件1300包括底座1310,底座1310的两对边侧设有围挡板1320,围挡板1320的下侧设有多个支撑转辊1330,围挡板1320中部设有滑轨1321,滑轨1321上设有推板1340,还包括推动推板1340滑动的第二动力机构1350。由旋转托架上掉落下来的书本,落在支撑转辊1330上,围挡板1320也是对书本起到限位的作用,使书本能够保持基本码放整齐,然后由推板1340推出机体1100,进行下一道工序。
41.其中,在本实施例中,为了能够实现将书本自动推出码放机1000,底座1310的上表面内嵌有第二传感器1360,第二传感器1360电连接控制器3000,控制器3000电连接第二动力机构1350。当第二传感器1360,感应到书本已经掉落到支撑转辊1330上后,将感应信号传递给控制器3000,由控制器3000控制第二动力机构1350动作,推动推板1340将书本推送出机体1100,提升了设备的自动化程度。
42.其中,在本实施例中,第一动力机构1213为伺服步进电机,伺服步进电机电连接控制器3000,第二动力机构1350为气缸,气缸的动作由控制器3000控制。伺服步进电机和气缸均易于控制,能够提升一定的自动化程度。
43.参照图2和图3,整齐组件2300包括设置在机架2100竖梁上的两个相对的纵向整齐气缸2310,两个纵向整齐气缸2310的伸缩杆分别连接第一整齐板2320,第一整齐板2320上滑动连接有连接杆2330和横向整齐气缸2340的伸缩杆,横向整齐气缸2340的伸缩杆和连接杆2330的另一端固定连接第二整齐板2350。当接收传送带组件2200接收到由推出组件1300推出的书本后,运送到整齐组件2300处,首先由纵向整齐气缸2310向内推动第一整齐板2320,先将码放的书本进行纵向码齐,然后横向整齐气缸2340动作,拉动第二整齐板2350向第一整齐板2320处靠近,将码放的书本进行横向码齐,完成书本的码齐之后,纵向整齐气缸2310和横向整齐气缸2340依次回位,等待下一码放的书本。
44.继续参照图3,其中,在本实施例中,第一整齐板2320和第二整齐板2350可以采用直角钢板材,能够起到对书本起到码放整齐的作用。
45.其中,在本实施例中,纵向整齐气缸2310和横向整齐气缸2340由控制器3000控制。控制器3000控制纵向整齐气缸2310和横向整齐气缸2340气路上电磁阀,实现对纵向整齐气缸2310和横向整齐气缸2340的控制,提高了设备的自动化程度。
46.在本实施例中,控制器3000可以选用plc西门子s7-200系列,第一传感器1400为计数传感器,第二传感器1360为红外感应传感器。
47.本实施例的工作原理为:经过码放机1000的码放,将传输进入码放机1000的单个书本罗列,当达到一定的码放数量后,通过第一传感器1400感应到通过量后,将信号传递给控制器3000,由控制器3000控制第一动力机构1213动作,驱动旋转主杆1211旋转,码放的书本掉落到推出组件1300上,由推出组件1300将书本推出至整齐机2000的接收传送带组件2200上,由接收传送带组件2200带动码放的书本经过整齐机2000的整齐组件2300码放齐整之后,进入到下一工序。
48.以上均为本申请的较佳实施例,并非依此限制本申请的保护范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1