一种锚固包装机的制作方法
1.本实用新型涉及锚固剂生产设备技术领域,具体涉及一种锚固包装机。
背景技术:
2.由于现有锚固剂生产方式一种是手动包装;另一种是在高速装药机基础上进行局部改动后的自动包装机;以手动包装生产方式效率低下,工人劳动强度大,人员密集,生产环境恶劣;现有的高速装药机由于生产速度可达到200支/分钟,而锚固剂实际生产速度由于受限于物料的特性,最快60支/分钟左右,所以该设备用于锚固剂生产有些资源浪费,同时增加了厂家引进设备的成本;针对上诉问题,急需一种速度适中的可以取代手工劳作的锚固剂灌装设备。
技术实现要素:
3.针对现有技术中存在的缺陷,本实用新型的目的在于提供一种锚固包装机,该锚固包装机其在实现机械化生产的同时能够与锚固剂的生产速率相匹配,避免资源浪费。
4.为实现上述目的,本实用新型采用的技术方案如下:
5.一种锚固包装机,所述锚固包装机包括:
6.薄膜制袋成型部件;
7.物料填充输送部件;
8.铝扣封扎部件;
9.所述薄膜制袋成型部件与所述物料填充输送部件相衔接,用于将经所述薄膜制袋成型部件制成的筒状包装体输送至所述物料填充输送部件中进行物料填充,所述物料填充输送部件与所述铝扣封扎部件相衔接,所述铝扣封扎部件用于对经所述物料填充输送部件填充后的筒状包装袋进行u型铝扣封扎作业;
10.其中所述薄膜制袋成型部件包括膜卷轴、薄膜输送辊、薄膜输送支架、成型器以及封焊机构,所述膜卷轴固定在支架的底端端面上,所述薄膜输送支架和成型器设置在所述支架顶端处,所述薄膜输送辊设置在所述膜卷轴和薄膜输送支架之间。
11.在一些实施例中,所述物料填充输送部件包括物料进料口、填充管、填充管路、支架以及输送皮带,所述物料进料口设置在顶板上,所述物料进料口底端与所述填充管相连通,所述填充管路一端与外部的供料系统相连接,其另一端伸入到所述筒状包装袋中灌装物料,所述支架固定安装在所述顶板下方,所述竖直输送皮带安装在所述支架上,用于将灌装后的筒状包装袋向下输送。
12.在一些实施例中,所述输送皮带为一对,一对所述输送皮带竖直并排安装在所述支架上,其中所述灌装后的筒状包装袋经过一对所述输送皮带之间的缝隙向下输送。
13.在一些实施例中,所述铝扣封扎部件包括台架、箱体部件、导柱导套机构、左凸轮机构、右凸轮机构、左集束机构和右集束机构,所述箱体部件通过所述导柱导套机构竖直滑动安装在所述台架端面上,所述左凸轮机构和右凸轮机构相对安装在所述箱体部件左右两
侧,所述左集束机构安装在所述左凸轮机构上,所述右集束机构安装在所述右凸轮机构上,其中所述左凸轮机构通过设置有的电机带动其沿所述箱体部件直线往复移动,所述右凸轮机构通过设置有的气缸带动其所述箱体部件直线往复移动。
14.本发明的有益效果为:本方案中的锚固包装机其通过设置有相互衔接的薄膜制袋成型部件、物料填充输送部件以及铝扣封扎部件;经薄膜制袋成型部件加工形成的筒状包装袋被输送至物料填充输送部件中,物料填充输送部件对筒状包装袋中填充对应的填充物料,筒状包装袋其在经物料填充作业后被输送至铝扣封扎部件中,铝扣封扎部件对填充物料后的筒状包装袋进行封扎作业,形成一个独立包装的筒状产品。
附图说明
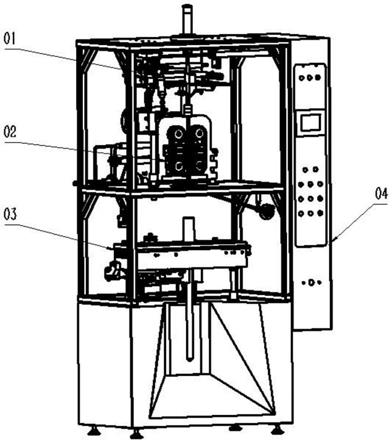
15.图1为本实用新型中的锚固包装机结构布局示意图。
16.图2为本实用新型中的薄膜制袋成型部件立体结构示意图。
17.图3为本实用新型中的物料填充输送部件立体结构示意图。
18.图4为本实用新型中的铝扣封扎部件立体结构示意图。
具体实施方式
19.下面结合说明书附图与具体实施方式对本实用新型做进一步的详细说明。
20.参见附图1至4所示,本实施例提供一种锚固包装机,其包括薄膜制袋成型部件01、物料填充输送部件02、铝扣封扎部件03以及控制面板04。控制面板04其为常见的电气控制面板结构,其为控制电机和气缸动作。薄膜制袋成型部件01与物料填充输送部件02相衔接,用于将经薄膜制袋成型部件01制成的筒状包装体输送至物料填充输送部件02中进行物料填充,物料填充输送部件02与铝扣封扎部件03相衔接,铝扣封扎部件03用于对经物料填充输送部件02填充后的筒状包装袋进行u型铝扣封扎作业;其中薄膜制袋成型部件01包括膜卷轴01
‑
01、薄膜输送辊01
‑
02、薄膜输送支架01
‑
03、薄膜输送辊01
‑
04、成型室01
‑
05以及封焊机构01
‑
06,膜卷轴01
‑
01固定在支架的底端端面上,薄膜输送支架01
‑
03和成型器01
‑
05设置在支架顶端处,薄膜输送辊01
‑
02设置在膜卷轴01
‑
01和薄膜输送支架01
‑
03之间。
21.结合参照附图2所示,在一些实施例中,物料填充输送部件02包括物料进料口02
‑
01、填充管02
‑
02、填充管路02
‑
03、支架02
‑
04以及输送皮带02
‑
05,物料进料口02
‑
01设置在顶板上,物料进料口02
‑
01底端与填充管02
‑
02相连通,填充管路02
‑
03一端与外部的供料系统相连接,其另一端伸入到筒状包装袋中灌装物料,支架02
‑
04固定安装在顶板下方,竖直输送皮带02
‑
05安装在支架02
‑
04上,用于将灌装后的筒状包装袋向下输送。在另一些实施例中,输送皮带02
‑
05为一对,一对输送皮带02
‑
05竖直并排安装在支架02
‑
04上,其中灌装后的筒状包装袋经过一对输送皮带02
‑
05之间的缝隙向下输送。
22.结合参照附图3所示,在一些实施例中,铝扣封扎部件03包括台架03
‑
08、箱体部件03
‑
01、导柱导套机构03
‑
02、左凸轮机构03
‑
05、右凸轮机构03
‑
03、左集束机构03
‑
06和右集束机构03
‑
04,箱体部件03
‑
01通过导柱导套机构03
‑
02竖直滑动安装在台架03
‑
08端面上,左凸轮机构03
‑
05和右凸轮机构03
‑
03相对安装在箱体部件03
‑
01左右两侧,左集束机构03
‑
06安装在左凸轮机构03
‑
05上,右集束机构03
‑
04安装在右凸轮机构03
‑
03上,其中左凸轮机构03
‑
05通过设置有的电机带动其沿箱体部件03
‑
01直线往复移动,右凸轮机构03
‑
03通过
设置有的气缸带动其箱体部件03
‑
01直线往复移动。
23.作业时,经薄膜制袋成型部件01加工形成的筒状包装袋被输送至物料填充输送部件02中,物料填充输送部件02对筒状包装袋中填充对应的填充物料,筒状包装袋其在经物料填充作业后被输送至铝扣封扎部件03中,铝扣封扎部件03对填充物料后的筒状包装袋进行封扎作业,形成一个独立包装的筒状产品。
24.显然,本领域的技术人员可以对本实用新型进行各种改动和变型而不脱离本实用新型的精神和范围。这样,倘若本实用新型的这些修改和变型属于本实用新型权利要求及其同等技术的范围之内,则本实用新型也意图包含这些改动和变型在内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1