粉料输送计量装置的制作方法
1.本发明属于粉料计量输送技术领域,更具体地说,本发明涉及一种粉料输送计量装置。
背景技术:
2.核电厂或核工业等核技术应用产生的中低放射性固体废物,如废滤芯,一般采用装桶后灌浆固定的工艺进行处理,灌浆所用物料包含水泥粉料。核电厂中,水泥存放的位置和灌浆操作间通常不在同一位置,灌浆前需使用移动料室将水泥转运到灌浆操作间。为满足移动灌浆设备连续进料、连续搅拌和连续泵送的灌浆工艺要求,水泥粉料需满足输送过程中任一时间段质量均匀稳定;为了保证灌浆固定的废物包有良好的机械性能、化学稳定性和辐照稳定性,以满足后期贮存和处置的要求,对水泥粉料的质量精度有着极高的配比进度要求。
3.相关技术中,粉料的计量通常采用带称重传感器的称重计量装置完成,但是,称重计量装置通常为批次定量称量,不能保证输送过程中任一时刻均匀稳定。当填装后的粉料料室和螺旋输送机的总重过大时,对现有称重传感器的精度有过高的要求,同时为保证称重的质量精度,称重装置需固定安装并保证多个称重传感器的水平度,不适合核电厂现场水泥料室多次移动装料的使用工况。
4.相关技术中,水泥粉料计量装置还可以设置成包括星型给料器和倾斜布置的螺旋输送机,但是,其计量用螺旋输送机结构复杂,体积大,灌浆设备结构不够紧凑。
技术实现要素:
5.本发明的目的在于:克服现有技术中的至少一个缺陷,提供一种可实现粉料输送过程中任一时间段质量均匀稳定的粉料输送计量装置。
6.为了实现上述目的,本发明提供了一种粉料输送计量装置,其包括:
7.料室,用于承载粉料;以及
8.送料螺旋,位于所述料室下方,用于推送自所述料室落下的粉料;
9.其中,所述料室和所述送料螺旋之间设有疏松填充装置,所述疏松填充装置用于推动铺开自所述料室落入所述送料螺旋的粉料。
10.根据本发明粉料输送计量装置的一个实施方式,所述疏松填充装置包括疏松电机、通过所述疏松电机驱动的疏松轴,以及沿着所述疏松轴的轴向以不同角度分布的疏松叶片。
11.根据本发明粉料输送计量装置的一个实施方式,所述料室上设有送料电机安装基座,所述送料电机安装基座设有送料电机安装板,所述电机安装板通过减速机安装有送料电机,所述送料电机驱动所述送料螺旋送料。
12.根据本发明粉料输送计量装置的一个实施方式,所述送料电机安装板与送料电机安装基座一侧通过旋转销轴连接,另一侧通过螺丝锁连接。
13.根据本发明粉料输送计量装置的一个实施方式,所述送料螺旋邻近所述送料电机的一端与所述减速机的轴头花键连接,另一端通过卡盘抱箍锁定。
14.根据本发明粉料输送计量装置的一个实施方式,所述送料电机为变频电机。
15.根据本发明粉料输送计量装置的一个实施方式,所述送料电机的转速不超过145rpm。
16.根据本发明粉料输送计量装置的一个实施方式,所述送料螺旋的螺距为45mm
‑
55mm。
17.根据本发明粉料输送计量装置的一个实施方式,所述疏松叶片的旋转方向和所述送料螺旋的旋转方向反向。
18.根据本发明粉料输送计量装置的一个实施方式,所述料室上设有位于所述送料螺旋上方的物位计,所述物位计在进入所述送料螺旋的粉料不足时发出警报。
19.根据本发明粉料输送计量装置的一个实施方式,所述送料螺旋设有进料口和出料口,所述出料口处设有刮板。
20.相对于现有技术,本发明粉料输送计量装置在料室和送料螺旋之间设置疏松填充装置,疏松填充装置上以不同角度分布的疏松叶片将聚集的粉料沿轴向推动铺开,在料室粉料下落流量变化或短暂中断落料时,能保证粉料输送计量装置内暂存粉料充满送料螺旋的进料口,使进入送料螺旋进料口的粉料堆积密度一致,实现粉料输送过程中任一时间段质量均匀稳定,保证送料螺旋内粉料的稳定填充。
附图说明
21.下面结合附图和具体实施方式,对本发明粉料输送计量装置及其技术效果进行详细说明,其中:
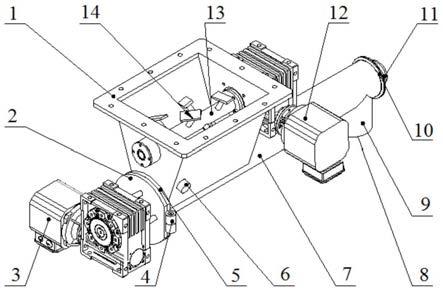
22.图1为本发明粉料输送计量装置的立体结构示意图。
23.图2为本发明粉料输送计量装置的剖视示意图。
24.其中:
[0025]1‑‑
料室;2
‑‑
送料电机安装板;3
‑‑
送料电机;4
‑‑
旋转销轴;5
‑‑
送料电机安装基座;6
‑‑
物位计;7
‑‑
壳体;8
‑‑
出料口连接端;9
‑‑
出料口;10
‑‑
卡盘抱箍;11
‑‑
尾轴承;12
‑‑
疏松电机;13
‑‑
疏松填充装置;14
‑‑
疏松叶片;15
‑‑
送料电机轴套;16
‑‑
送料螺旋轴头;17
‑‑
送料螺旋;18
‑‑
刮板;19
‑‑
反向螺旋叶片;20
‑‑
卡盘。
具体实施方式
[0026]
为了使本发明的发明目的、技术方案及其技术效果更加清晰,以下结合附图和具体实施方式,对本发明进行进一步详细说明。应当理解的是,本说明书中描述的具体实施方式仅仅是为了解释本发明,并非为了限定本发明。
[0027]
请参照图1和图2所示,本发明提供了一种粉料输送计量装置,其包括:
[0028]
料室1,用于承载粉料;以及
[0029]
送料螺旋17,位于料室1下方,用于推送自料室1落下的粉料;
[0030]
其中,料室1和送料螺旋17之间设有疏松填充装置13,疏松填充装置13用于推动铺开自料室1落入送料螺旋17的粉料。
[0031]
请参照图1所示,料室1的顶部设有供料接口法兰,与料仓柔性连接,以接收来自料仓的粉料。
[0032]
疏松填充装置13包括疏松电机12、通过疏松电机12驱动的疏松轴(未标注),以及沿着疏松轴的轴向以不同角度分布的疏松叶片14,疏松叶片14的旋转方向和送料螺旋17的旋转方向反向。疏松填充装置13水平布置在送料螺旋17的上方,疏松填充装置13和送料螺旋17在工作过程中同步运行且彼此不干涉。在图1所示的实施方式中,疏松叶片14沿着疏松轴的轴向间隔分布,各个疏松叶片14相对于疏松轴的角度不同。
[0033]
料室1上设有送料电机安装基座5,送料电机安装基座5设有送料电机安装板2,送料电机安装板2通过减速机(未图示)安装有送料电机3,送料电机3驱动送料螺旋17送料。在图1所示的实施方式中,送料电机安装板2与送料电机安装基座5的一侧通过旋转销轴4连接,另一侧通过螺丝锁连接。检修时,仅需松开螺丝锁即可掀开驱动端送料电机安装板2,送料电机安装板2围绕旋转销轴4旋转,即可实现送料电机3和壳体7的检修。检修过程无需取下送料电机3,送料电机3的重量可由旋转销轴4承受,便于检修。
[0034]
请一并参照图2所示,送料螺旋17水平布置,与倾斜设置的送料螺旋相比,效率更高,同等输送能力的要求下,水平布置的送料螺旋轴径更小,整体结构紧凑。送料螺旋17邻近送料电机3的一端通过送料螺旋轴头16和送料电机轴套15的配合与减速机的轴头花键连接,另一端通过尾轴承11和卡盘抱箍10锁定,当松开卡盘抱箍10后,远离送料电机3的尾轴承11的卡盘20与壳体7分离,手动即可拉出送料螺旋17,检修和清理便捷。当本发明粉料输送计量装置用于输送的粉料琢磨性强时,易损件易更换。
[0035]
根据本发明粉料输送计量装置的一个实施方式,送料电机3为变频电机,通过调节送料电机3的频率,可改变送料电机3的转速(送料电机3的转速一般不超过145rpm),调整粉料的输送流量大小。针对不同密度的粉料,均可通过调节送料电机3的频率,在较大范围内调整粉料的输送流量,并保证计量精度。此外,料室1上设有位于送料螺旋17上方的物位计6,物位计6在进入送料螺旋17的粉料不足时发出警报。
[0036]
请参照图2所示,送料螺旋17设置于壳体7中,送料螺旋17的直径和壳体7的内径之间的间隙为2mm,保证进料口粉料沿着槽底向前移动,送料螺旋17的螺距优选为45mm
‑
55mm。送料螺旋17设有进料口和出料口9,出料口处设有刮板18和反向螺旋叶片19,出料口9设有出料口连接端8。
[0037]
以下结合图1和图2所示,详细描述本发明粉料输送计量装置的工作原理:
[0038]
当粉料输送计量装置接收到系统送料信号后,疏松电机12和送料电机3同步启动,开始工作。
[0039]
疏松填充装置13工作过程中,疏松叶片14旋转方向和送料螺旋17旋转方向反向。疏松电机12驱动疏松叶片14旋转,将进入粉料输送计量装置的粉料打散,不同角度分布的疏松叶片14将上部聚集粉料沿轴向推动铺开。在上部料仓粉料下落流量变化或短暂中断落料时,均能保证粉料输送计量装置内暂存粉料充满送料螺旋17的进料口,保证送料螺旋17内物料的填充系数稳定。
[0040]
送料电机3驱动送料螺旋17旋转,推动粉料前进。依据粉料的特性,送料螺旋的直径和壳体的内径之间的间隙为2mm,保证进料口粉料沿着输送机的槽底向前移动,粉料到达出料口9时,刮板18将粉料全部刮落,反向螺旋叶片19将出料口后端粉料向出料口9输送,粉
料下落输出。进入送料螺旋17输送的粉料完全输出,即保证了进出料的一致性。
[0041]
送料螺旋17的螺距设计充分考虑输送物料的质量流量、密度、目数等特性,为达到送料质量精度不低于
±
1%,经多次验证进料口螺距应控制在4mm
‑
55mm,出口螺距根据物料特性可以适当调整。
[0042]
当粉料输送计量装置接收到系统停止送料信号后,送料电机3和输送电机12均立即停机,送料螺旋17停止旋转。为了避免粉料的惯性运动造成精度误差,送料电机3需限定转速不高于145rpm。
[0043]
当在上部料仓粉料缺料、下落流量变化或短暂中断落料导致进入送料螺旋17粉料不足时,安装于送料螺旋17上方的物位计6给出报警信号,停止干粉料的输送。系统可及时给出响应,停止其他配比物料的输送,保证最终混合物的品质。
[0044]
将本发明粉料输送计量装置安装在装有1m3的移动料室下方,移动料室装满粉料(试验完成矿渣水泥、复合硅酸盐水泥和面粉等不同粉料的输送计量试验),启动粉料输送计量装置,设定工作频率从30hz、35hz、40hz、45hz到50hz,送料时长设置为1min,在出料口9下方放置已知重量空桶,到达设定时长后,粉料输送计量装置自动停止工作,称量桶的重量,并记录,重复3次。试验结果表明:本发明粉料输送计量装置在不同频率下均能实现粉料输送过程的均匀稳定,输送质量误差不低于
±
1%,因此本发明粉料输送计量装置可广泛应用于固定中低放废物的移动灌浆装置。
[0045]
结合以上对本发明实施方式的详细描述可以看出,相对于现有技术,本发明粉料输送计量装置在料室1和送料螺旋17之间设置疏松填充装置13,疏松填充装置13上以不同角度分布的疏松叶片14将聚集的粉料沿轴向推动铺开,在料室1粉料下落流量变化或短暂中断落料时,能保证粉料输送计量装置内暂存粉料充满送料螺旋17的进料口,使进入送料螺旋17进料口的粉料堆积密度一致,实现粉料输送过程中任一时间段质量均匀稳定,保证送料螺旋17内粉料的稳定填充。
[0046]
根据上述原理,本发明还可以对上述实施方式进行适当的变更和修改。因此,本发明并不局限于上面揭示和描述的具体实施方式,对本发明的一些修改和变更也应当落入本发明的权利要求的保护范围内。此外,尽管本说明书中使用了一些特定的术语,但这些术语只是为了方便说明,并不对本发明构成任何限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1