一种金属加工用的输送设备的制作方法
1.本发明属于金属加工设备技术领域,具体涉及一种金属加工用的输送设备。
背景技术:
2.铜端子,是一段封在绝缘塑料里面的金属片,一端或两端有孔可以插入导线,有的由螺丝用于紧固或者松开,比如两根导线,有时需要连接,有时又需要断开,这时就可以用端子把它们连接起来,并且可以随时断开,而不必把它们焊接起来或者缠绕在一起,很方便快捷。
3.目前市面上缺少专门的上料设备对铜鼻子加工用的铜管进行上料。
4.因此,亟需开发一种新的金属加工用的输送设备,以解决上述问题。
技术实现要素:
5.本发明的目的是提供一种金属加工用的输送设备。
6.为了解决上述技术问题,本发明提供了一种金属加工用的输送设备,其包括:依次设置的上料仓、上料速率调节装置、振动盘装置和上料装置;其中所述上料仓开设有用于投放铜管的入料口、用于上料的上料口;所述上料速率调节装置活动安装在上料仓上,且适于调节所述上料口的开口大小,以调节上料速率;所述振动盘装置适于接收从上料口落下的铜管,并逐个将所述铜管运送至上料装置,即所述上料装置适于将各铜管排为一排,并使各铜管逐个前移至加工区域进行加工。
7.进一步,所述入料口位于上料仓的顶部,所述上料口位于上料仓的其中一侧壁下部;所述上料速率调节装置活动安装在上料口对应侧壁上部,且该侧壁上部呈斜面设置,即所述上料速率调节装置通过调节上料口的开口大小对上料速率进行控制。
8.进一步,所述上料速率调节装置包括:连杆、限位板和移动板;所述连杆的一端固定在侧壁上部,所述连杆的另一端固定有限位板;所述移动板上开设有纵向移动槽,所述限位板活动安装在纵向移动槽内,以对移动板进行支撑,即所述移动板通过与限位板配合进行纵向移动,以逐步打开上料口或关闭上料口,从而对上料速率进行控制。
9.进一步,所述移动板与上料口相切设置。
10.进一步,所述振动盘装置包括:设置在上料口下方的振动盘和驱动振动盘振动的振动电机;所述振动盘适于接收从上料口落下的铜管,所述振动电机适于驱动振动盘振动,以使各铜管逐个沿所述振动盘的通道前移输送至上料装置。
11.进一步,所述上料装置包括:上料板;所述上料板的一端连接振动盘的输出口,所述上料板的另一端连接加工区域,即各铜管在所述上料板上排为一排,并逐个前移至加工区域进行加工。
12.进一步,所述上料板沿输送方向的两侧分别设置有固定挡板和移动挡板;所述移动挡板适于调节与固定挡板之间的距离,以使不同规格铜管逐个通过。
13.进一步,所述上料板上均匀排列有若干排螺孔;各排螺孔与上料板的输送方向平
行,即通过相应螺钉穿过所述移动挡板、螺孔,以将所述移动挡板固定在上料板上。
14.进一步,所述移动挡板靠近振动盘的输出口的端部弯向设置,以使所述固定挡板、移动挡板分别抵住振动盘的输出口两侧。
15.进一步,所述金属加工用的输送设备还包括:设置在加工区域处的第一半圆柱体压盘、第二半圆柱体压盘和插片;其中第一半圆柱体压盘与第二半圆柱体压盘合为圆柱体压盘,且所述插片插入第一半圆柱体压盘与第二半圆柱体压盘连接处;所述第一半圆柱体压盘的下底面关于圆心向圆边分布若干半圆环形槽,所述第二半圆柱体压盘的下底面关于圆心向圆边分布若干半圆环形槽,即所述第一半圆柱体压盘与第二半圆柱体压盘内部形成若干环形通道,以使不同规格铜管从第一半圆柱体压盘、第二半圆柱体压盘的底面插入相应环形通道内;各半圆环形槽的底部设置有朝向圆心的弧形面,当下压所述第一半圆柱体压盘、第二半圆柱体压盘时,以将插入对应环形通道内的铜管与弧形面的接触端形成喇叭口;以及所述插片适于插入第一半圆柱体压盘与第二半圆柱体压盘连接处,以使所述第一半圆柱体压盘与第二半圆柱体压盘分离,从而使相应环形通道内的铜管扩口。
16.本发明的有益效果是,本发明通过上料仓存放上料用的铜管,在上料仓的上料口处设置上料速率调节装置能够实现对上料速率控制,同时通过振动盘装置、上料装置实现铜鼻子加工用铜管逐个上料至加工区域,满足自动化上料需求,节省人工和时间成本。
17.本发明的其他特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明而了解。
18.为使本发明的上述目的、特征和优点能更明显易懂,下文特举较佳实施例,并配合所附附图,作详细说明如下。
附图说明
19.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
20.图1是本发明的金属加工用的输送设备的结构图;图2是本发明的上料仓、上料速率调节装置配合的安装示意图;图3是本发明的上料口完全闭合的状态图;图4是本发明的上料口完全打开的状态图;图5是本发明的振动盘装置、上料装置配合的安装示意图;图6是本发明的金属加工用的输送设备的局部爆炸式图;图7是本发明的金属加工用的输送设备的局部结构图;图8是本发明的第一半圆柱体压盘、插片和铜管配合的安装示意图;图9是本发明的第一半圆柱体压盘和插片配合的安装图;图10是本发明的插片的结构图;图11是本发明的插片的侧视图;图12是本发明的插片的俯视图;图13是本发明的金属加工用的输送设备的整装图;
图14是本发明的第一半圆柱体压盘、第二半圆柱体压盘、插片的装配图。
21.图中:第一半圆柱体压盘1、半圆环形槽100、弧形面101、半圆形孔110;第二半圆柱体压盘2;插片3、翅片300、空隙部310、纵向引导孔320;铜管4、喇叭口400;下压装置5、下压气缸500、第一拇指气缸510、第二拇指气缸520、第三气缸530;封口装置6、封口气缸600、压板610;上料仓7、入料口700、上料口710、安装面720;上料速率调节装置8、连杆800、限位板810、移动板820;振动盘装置9、振动盘900、通道901、输出口902、振动电机910;上料装置10、上料板1000、螺孔1001、固定挡板1010、移动挡板1020、限位钩1021。
具体实施方式
22.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
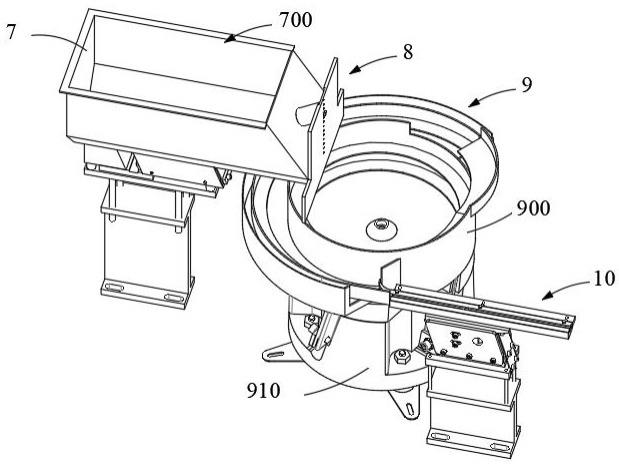
23.实施例1图1是本发明的金属加工用的输送设备的结构图。
24.在本实施例中,如图1所示,本实施例提供了一种金属加工用的输送设备,其包括:依次设置的上料仓7、上料速率调节装置8、振动盘装置9和上料装置10;其中所述上料仓7开设有用于投放铜管的入料口700、用于上料的上料口710;所述上料速率调节装置8活动安装在上料仓7上,且适于调节所述上料口710的开口大小,以调节上料速率;所述振动盘装置9适于接收从上料口710落下的铜管,并逐个将所述铜管运送至上料装置10,即所述上料装置10适于将各铜管排为一排,并使各铜管逐个前移至加工区域进行加工。
25.上料仓7上料仓7主要起存放上料用的铜管,只需要定时投放铜管就能实现加工自动化,方便操作。
26.上料速率调节装置8上料速率调节装置8主要起控制上料速率的作用,通过改变上料口710的开口大小,从而实现对上料速率调节的功能。
27.振动盘装置9、上料装置10振动盘装置9、上料装置10主要起排列铜管的作用。
28.在本实施例中,本实施例通过上料仓7存放上料用的铜管,在上料仓7的上料口710处设置上料速率调节装置8能够实现对上料速率控制,同时通过振动盘装置9、上料装置10实现铜鼻子加工用铜管逐个上料至加工区域,满足自动化上料需求,节省人工和时间成本。
29.在本实施例中,所述入料口700位于上料仓7的顶部,所述上料口710位于上料仓7的其中一侧壁下部;所述上料速率调节装置8活动安装在上料口710对应侧壁上部,且该侧
壁上部呈斜面设置(形成安装面720),即所述上料速率调节装置8通过调节上料口710的开口大小对上料速率进行控制。
30.图2是本发明的上料仓、上料速率调节装置配合的安装示意图。
31.在本实施例中,如图2所示,所述上料速率调节装置8包括:连杆800、限位板810和移动板820;所述连杆800的一端固定在侧壁上部,所述连杆800的另一端固定有限位板810;所述移动板820上开设有纵向移动槽,所述限位板810活动安装在纵向移动槽内,以对移动板820进行支撑,即所述移动板820通过与限位板810配合进行纵向移动,以逐步打开上料口710或关闭上料口710,从而对上料速率进行控制。
32.在本实施例中,限位板810和移动板820贴合设置,从而实现移动板820通过纵向移动槽在限位板810上滑动。
33.在本实施例中,所述移动板820与上料口710相切设置。
34.在本实施例中,入料口700开设在上料仓7的顶部方便投放铜管,同时上料口710设置在上料仓7的其中一侧壁下部方便上料,同时在安装面720上安装连杆800,从而能够实现移动板820与上料口710相切。
35.图3是本发明的上料口完全闭合的状态图;图4是本发明的上料口完全打开的状态图。
36.在本实施例中,如图3所示,上料口710被移动板820完全挡住后关闭,移动板820沿f6方向上移逐步打开上料口710,从而实现如图4所示的上料口710被完全打开的状态。
37.图5是本发明的振动盘装置、上料装置配合的安装示意图。
38.在本实施例中,如图5所示,所述振动盘装置9包括:设置在上料口710下方的振动盘900和驱动振动盘900振动的振动电机910;所述振动盘900适于接收从上料口710落下的铜管,所述振动电机910适于驱动振动盘900振动,以使各铜管逐个沿所述振动盘900的通道901前移输送至上料装置10。
39.在本实施例中,所述上料装置10包括:上料板1000;所述上料板1000的一端连接振动盘900的输出口902,所述上料板1000的另一端连接加工区域,即各铜管在所述上料板1000上排为一排,并逐个前移至加工区域进行加工。
40.在本实施例中,所述上料板1000沿输送方向的两侧分别设置有固定挡板1010和移动挡板1020;所述移动挡板1020适于调节与固定挡板1010之间的距离,以使不同规格铜管逐个通过。
41.在本实施例中,固定挡板1010和移动挡板1020起到限位作用,能够形成输送道逐个运输铜管,同时移动挡板1020与固定挡板1010之间的距离适配不同规格铜管,结构简单、操作方便。
42.在本实施例中,所述上料板1000上均匀排列有若干排螺孔1001;各排螺孔1001与上料板1000的输送方向平行,即通过相应螺钉穿过所述移动挡板1020、螺孔1001,以将所述移动挡板1020固定在上料板1000上。
43.在本实施例中,所述移动挡板1020靠近振动盘900的输出口902的端部弯向设置(形成限位钩1021),以使所述固定挡板1010、移动挡板1020分别抵住振动盘900的输出口902两侧。
44.在本实施例中,限位钩1021朝向输出口902设置,以挂住输出口902的侧边,同时限
位钩1021的弧面起到接料作用,能够使铜管很顺滑进入上料板1000。
45.图6是本发明的金属加工用的输送设备的局部爆炸式图;图7是本发明的金属加工用的输送设备的局部结构图;图8是本发明的第一半圆柱体压盘、插片和铜管配合的安装示意图;图9是本发明的第一半圆柱体压盘和插片配合的安装图。
46.在本实施例中,如图6、图7、图8、图9所示,所述金属加工用的输送设备还包括:设置在加工区域处的第一半圆柱体压盘1、第二半圆柱体压盘2和插片3;其中第一半圆柱体压盘1与第二半圆柱体压盘2合为圆柱体压盘,且所述插片3插入第一半圆柱体压盘1与第二半圆柱体压盘2连接处;所述第一半圆柱体压盘1的下底面关于圆心向圆边分布若干半圆环形槽100,所述第二半圆柱体压盘2的下底面关于圆心向圆边分布若干半圆环形槽100,即所述第一半圆柱体压盘1与第二半圆柱体压盘2内部形成若干环形通道,以使不同规格铜管4从第一半圆柱体压盘1、第二半圆柱体压盘2的底面插入相应环形通道内;各半圆环形槽100的底部设置有朝向圆心的弧形面101,当下压所述第一半圆柱体压盘1、第二半圆柱体压盘2时,以将插入对应环形通道内的铜管4与弧形面101的接触端形成喇叭口400;以及所述插片3适于插入第一半圆柱体压盘1与第二半圆柱体压盘2连接处,以使所述第一半圆柱体压盘1与第二半圆柱体压盘2分离,从而使相应环形通道内的铜管4扩口。
47.在本实施例中,如图7所示,插片3插入后,第一半圆柱体压盘1受力沿f4方向外扩,第二半圆柱体压盘2受力沿f5方向外扩。
48.在本实施例中,如图8所示,铜管4沿f1方向插入第一半圆柱体压盘1,第一半圆柱体压盘1沿f2方向下压,且插片3沿f3方向插入。
49.第一半圆柱体压盘1第一半圆柱体压盘1主要起到对铜管4限位的功能,能够在铜管4插入第一半圆柱体压盘1内后抵住铜管4的内壁、外壁,在第一半圆柱体压盘1被下压时,使得铜管4顶部受力变形,从而形成喇叭口400;在铜管4底部受力时,第一半圆柱体压盘1起到支撑铜管4的管壁,避免铜管4晃动影响封口效果;第一半圆柱体压盘1被分离时,同时对铜管4的内壁施加推力,使得铜管4的孔径变大。
50.第二半圆柱体压盘2第二半圆柱体压盘2主要起到对铜管4限位的功能,能够在铜管4插入第二半圆柱体压盘2内后抵住铜管4的内壁、外壁,在第二半圆柱体压盘2被下压时,使得铜管4顶部受力变形,从而形成喇叭口400;在铜管4底部受力时,第二半圆柱体压盘2起到支撑铜管4的管壁,避免铜管4晃动影响封口效果;第二半圆柱体压盘2被分离时,同时对铜管4的内壁施加推力,使得铜管4的孔径变大。
51.插片3插片3主要起分离第一半圆柱体压盘1与第二半圆柱体压盘2的作用,在铜管4插入相应环形通道内后,第一半圆柱体压盘1与第二半圆柱体压盘2被限位在一起,通过插片3插入第一半圆柱体压盘1与第二半圆柱体压盘2连接处,使得第一半圆柱体压盘1与第二半圆柱体压盘2反向运动,实现第一半圆柱体压盘1与第二半圆柱体压盘2分离,从而向铜管4的内壁施加推力。
52.在本实施例中,本实施例通过在各半圆环形槽100的底部设置有朝向圆心的弧形
面101,能够通过下压第一半圆柱体压盘1、第二半圆柱体压盘2将铜管4与弧形面101的接触端外扩为喇叭口400,方便连接线插入铜管4内,同时通过插片3插入第一半圆柱体压盘1与第二半圆柱体压盘2连接处,将第一半圆柱体压盘1与第二半圆柱体压盘2带动铜管4的管壁外扩,能够增大铜管4孔径,更加有利于连接线接入。
53.图10是本发明的插片的结构图。
54.在本实施例中,如图9、图10所示,所述插片3上设置若干翅片300,相邻翅片300间形成空隙部310;所述插片3的截面形状与第一半圆柱体压盘1、第二半圆柱体压盘2连接处的截面形状相同,以使所述铜管4嵌入相应空隙部310内,即当所述插片3压迫第一半圆柱体压盘1与第二半圆柱体压盘2分离时,以使相应翅片300抵住铜管4的内壁,从而对铜管4进行扩口。
55.在本实施例中,由于插片3的截面形状与第一半圆柱体压盘1、第二半圆柱体压盘2连接处的截面形状相同,能够使插片3正好插入第一半圆柱体压盘1与第二半圆柱体压盘2连接处,同时通过两个对向设置的翅片300分别抵住铜管4的对应内壁,在插片3压迫第一半圆柱体压盘1与第二半圆柱体压盘2逐步分离的过程中,由于翅片300抵住铜管4的内壁使得外扩的第一半圆柱体压盘1、第二半圆柱体压盘2将铜管4扩口。
56.图11是本发明的插片的侧视图。
57.在本实施例中,如图11所示,所述插片3呈上宽下窄设置,以形成椎体,即所述插片3的底部插入第一半圆柱体压盘1与第二半圆柱体压盘2连接处,以使所述第一半圆柱体压盘1与第二半圆柱体压盘2分离。
58.在本实施例中,由于插片3呈上宽下窄设置,即插片3从第一半圆柱体压盘1与第二半圆柱体压盘2连接处顶部向底部插入的过程中,能够将第一半圆柱体压盘1与第二半圆柱体压盘2分离,且第一半圆柱体压盘1与第二半圆柱体压盘2分离的最大距离为插片3的最大长度。
59.图13是本发明的金属加工用的输送设备的整装图;图14是本发明的第一半圆柱体压盘、第二半圆柱体压盘、插片的装配图。
60.在本实施例中,如图13、图14所示,所述金属加工用的输送设备还包括:设置在第一半圆柱体压盘1、第二半圆柱体压盘2上方的下压装置5;当铜管4从所述第一半圆柱体压盘1、第二半圆柱体压盘2的底面插入相应环形通道内后,所述下压装置5适于带动第一半圆柱体压盘1、第二半圆柱体压盘2下压,以使铜管4与弧形面101的接触端变形形成喇叭口400。
61.在本实施例中,作为下压装置5的一种可选实施方式,如图9所示,所述下压装置5包括:下压气缸500、连接在下压气缸500输出部的第一拇指气缸510、第二拇指气缸520和位于第一拇指气缸510和第二拇指气缸520之间的第三气缸530;所述第一拇指气缸510的输出部、第二拇指气缸520的输出部、第三气缸530的输出部分别连接在第一半圆柱体压盘1的顶部、第二半圆柱体压盘2的顶部、插片3的顶部,即下压气缸500带动第一拇指气缸510、第二拇指气缸520下压,从而带动第一半圆柱体压盘1、第二半圆柱体压盘2下压,且第一拇指气缸510、第二拇指气缸520下压能够带动第一半圆柱体压盘1、第二半圆柱体压盘2合在一起(横向移动),以使铜管4与弧形面101的接触端变形形成喇叭口400;第三气缸530适于带动插片3下压,以分离第一半圆柱体压盘1与第二半圆柱体压盘2。
62.在本实施例中,如图14所示,所述金属加工用的输送设备还包括:设置在第一半圆柱体压盘1、第二半圆柱体压盘2下方的封口装置6;当铜管4从所述第一半圆柱体压盘1、第二半圆柱体压盘2的底面插入相应环形通道内后,所述封口装置6适于对铜管4的露出端进行封口,以将铜管4加工为铜端子。
63.在本实施例中,作为封口装置6的一种可选实施方式,如图14所示,所述封口装置6包括:封口气缸600、连接在封口气缸600输出部的压板610;所述封口气缸600适于驱动压板610压向铜管4的露出端,由于铜管4一部分固定在环形通道内,从而实现铜管4的露出端受力进行封口。
64.在本实施例中,铜端子在使用时需要插入线缆,线缆可以分为多股线缆和单芯线缆,单芯线缆直接插入,多股线缆插入时,可能会有单芯穿过铜端子的底面,会造成安全事故,所以需要铜端子的密封效果良好,防止线芯穿过。
65.在本实施例中,所述第一半圆柱体压盘1的下底面的圆心处设置半圆形孔110,所述第二半圆柱体压盘2的下底面的圆心处设置半圆形孔110,即所述第一半圆柱体压盘1与第二半圆柱体压盘2在圆心处形成圆孔;当铜管4的露出端封口后,所述圆孔适于被注入助焊剂以进入铜管4,即进入铜管4的助焊剂被铜管4的封口堵住。
66.在本实施例中,由于圆孔处于圆心处,从而圆孔是与铜管4内壁连通的,通过在圆孔内注入助焊剂,使得助焊剂进入铜管4,并被铜管4的封口堵住。
67.在本实施例中,当助焊剂从铜管4的封口处流出,所述封口装置6适于对铜管4的露出端再次封口。
68.在本实施例中,在第一半圆柱体压盘1的底部、第二半圆柱体压盘2的底部设置液位传感器,实现自动化监测铜管4是否封口或者通过人工监测铜管4是否封口。
69.图12是本发明的插片的俯视图。
70.在本实施例中,如图12所示,各翅片300开设有纵向引导孔320,即当铜管4内注入助焊剂后,相应翅片300上的纵向引导孔320适于被注入锡浆以进入铜管4,即进入铜管4的锡浆被铜管4的封口堵住并与助焊剂混合。
71.在本实施例中,通过在铜端子内注入锡浆,并在铜端子的端部凝固,在使用时,将线缆插入并加热铜端子,此时线缆的端部和铜端子的能够更好地固定在一起,安装效果好;如果在实际使用时再加入锡浆,此时铜端子由于长时间暴露在空气中,对锡浆的附着力差,连接效果不佳,存在安全隐患。
72.在本实施例中,通过在铜端子内注入锡浆,能够使得铜端子在加热时能够直接安装导线,同时由于铜端子内还注入助焊剂,安装效果好。
73.在本实施例中,所述圆孔、纵向引导孔320分别连接助焊剂输送机、锡浆输送机。
74.在本实施例中,通过助焊剂输送机、锡浆输送机能够快速实现铜端子加工。
75.实施例2在实施例1的基础上,本实施例提供一种适于采用如实施例1所提供的金属加工用的生产系统,其包括:通过第一半圆柱体压盘1与第二半圆柱体压盘2内部形成若干环形通道,以使不同规格铜管4从第一半圆柱体压盘1、第二半圆柱体压盘2的底面插入相应环形通道内;下压第一半圆柱体压盘1、第二半圆柱体压盘2,以将插入对应环形通道内的铜管4与弧形面101的接触端形成喇叭口400;通过插片3插入第一半圆柱体压盘1与第二半圆柱体压
盘2连接处,以使第一半圆柱体压盘1与第二半圆柱体压盘2分离,将铜管4扩口。
76.在本实施例中,在所述插片3上设置若干翅片300,相邻翅片300间形成空隙部310;使所述插片3的截面形状与第一半圆柱体压盘1、第二半圆柱体压盘2连接处的截面形状相同,以使所述铜管4嵌入相应空隙部310内;当所述插片3压迫第一半圆柱体压盘1与第二半圆柱体压盘2分离时,以使相应翅片300抵住铜管4的内壁,从而对铜管4进行扩口。
77.在本实施例中,将所述插片3设置为上宽下窄结构,以形成椎体;通过将所述插片3的底部插入第一半圆柱体压盘1与第二半圆柱体压盘2连接处,使得所述第一半圆柱体压盘1与第二半圆柱体压盘2分离。
78.在本实施例中,在第一半圆柱体压盘1、第二半圆柱体压盘2上方设置下压装置5;当铜管4从所述第一半圆柱体压盘1、第二半圆柱体压盘2的底面插入相应环形通道内后,通过所述下压装置5带动第一半圆柱体压盘1、第二半圆柱体压盘2下压,以使铜管4与弧形面101的接触端变形形成喇叭口400。
79.在本实施例中,在第一半圆柱体压盘1、第二半圆柱体压盘2下方设置封口装置6;当铜管4从所述第一半圆柱体压盘1、第二半圆柱体压盘2的底面插入相应环形通道内后,通过所述封口装置6对铜管4的露出端进行封口,以将铜管4加工为铜端子。
80.在本实施例中,在所述第一半圆柱体压盘1的下底面的圆心处设置半圆形孔110,所述第二半圆柱体压盘2的下底面的圆心处设置半圆形孔110,使得所述第一半圆柱体压盘1与第二半圆柱体压盘2在圆心处形成圆孔;当铜管4的露出端封口后,通过所述圆孔向铜管4内注入助焊剂,使得进入铜管4的助焊剂被铜管4的封口堵住。
81.在本实施例中,当助焊剂从铜管4的封口处流出,通过所述封口装置6对铜管4的露出端再次封口。
82.在本实施例中,在各翅片300开设纵向引导孔320,当铜管4内注入助焊剂后,在相应翅片300上的纵向引导孔320向铜管4内注入锡浆,使得进入铜管4的锡浆被铜管4的封口堵住并与助焊剂混合,使得锡浆能够更好地附着在铜端子的内壁。
83.在本实施例中,在所述圆孔、纵向引导孔320分别连接助焊剂输送机、锡浆输送机。
84.综上所述,本发明通过上料仓存放上料用的铜管,在上料仓的上料口处设置上料速率调节装置能够实现对上料速率控制,同时通过振动盘装置、上料装置实现铜鼻子加工用铜管逐个上料至加工区域,满足自动化上料需求,节省人工和时间成本。
85.本技术中选用的各个器件(未说明具体结构的部件)均为通用标准件或本领域技术人员知晓的部件,其结构和原理都为本技术人员均可通过技术手册得知或通过常规实验方法获知。
86.在本发明实施例的描述中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
87.在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、
以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
88.以上述依据本发明的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项发明技术思想的范围内,进行多样的变更以及修改。本项发明的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1