一种全自动吨袋包装机的制作方法
1.本发明涉及吨袋包装领域,尤其是涉及一种全自动吨袋包装机。
背景技术:
2.在目前的吨袋包装行业中,吨袋包装机一般采用人工上袋、人工封口,对整条包装线实现全自动留下了遗憾,而且人力成本高,效率低。对此,现有技术提供了一些全自动的吨袋包装机。
3.在针对粉尘类产品的吨袋包装领域,为了提高包装的致密度,一般需要对吨袋向下拍打,这种拍打敲击过程由于冲力过大,会造成极大的噪音,以及冲击称重设备,并且无法与输送机进行联合,另外对于上采样的吨袋包装机,若缓慢提升,且相应的包装效率较低。
4.此外,当称量装置设置于顶部时,在进行计量位于整个框架的顶部时,承重装置的检修过程也会变得比较繁琐,并且由于框架整体又是着地的,称重环节容易受到相关设备的干扰。
技术实现要素:
5.本发明的目的就是为了提供一种全自动吨袋包装机。
6.本发明的目的可以通过以下技术方案来实现:
7.一种全自动吨袋包装机,包括内机架装置、外架给料装置、夹袋理袋机构、夹袋理袋升降装置、振动装置、平台秤、辊道输送线,
8.所述内机架装置包括内机架框架,以及设于内机架框架上的推袋机构和吹袋风机,所述内机架框架包括四根立柱,所述立柱的底部安装于平台秤上,所述推袋机构共设有四个,分别位于四根立柱上,
9.所述外架给料装置包括外平台框架,以及设于外平台框架上的星型给料阀和螺旋输送机,
10.所述外平台框架位于内机架框架外侧,且底部安装于基础支撑面上;
11.所述辊道输送线穿过外平台框架和内机架装置设置,所述夹袋理袋机构通过夹袋理袋升降装置安装于内机架装置上,所述振动装置位于吨袋放置区的下方。
12.所述夹袋理袋机构包括撑袋组件、撑袋移动组件和下料管,所述撑袋组件位于下料管四周,并连接至撑袋移动组件的活动端。
13.所述夹袋理袋机构还包括用于清理粘在下料管壁上的料的振动气锤。
14.所述夹袋理袋机构还包括夹袋检测组件。
15.所述内机架框架还包括用于将装填好的吨袋移送至下一工序的夹袋移动装置,所述夹袋移动装置包括直线滑台、连接支架和夹袋器,所述夹袋器通过连接支架安装于直线滑台上,所述直线滑台设置于内机架框架上。
16.所述螺旋输送机为单螺杆送输送机。
17.所述螺旋输送机为双螺杆送输送机。
18.所述振动装置包括底框架、气囊顶升装置、接触排和振动电机,所述气囊顶升装置和振动电机均安装于底框架上,所述接触排位于气囊顶升装置上方,并在气囊顶升装置的顶升下接触吨袋的底部。
19.所述振动装置还包括限位罩,该限位罩套于底框架外侧。
20.所述底框架安装于平台秤上。
21.与现有技术相比,本发明具有以下有益效果:
22.1)通过将内机架框架固定在平台秤上,外平台框架套于内机架框架外侧的方式,并基于推袋机构和振动机构可以减小占用面积的同时提高承重精度。
23.2)撑袋组件可以在下料管和夹袋部分放开袋口后维持蹲在的袋口形状。
24.3)通过夹袋移动装置可以实现与下一工序的衔接。
25.4)振动装置结构简单,可以与辊道输送线实现嵌入式安装。
附图说明
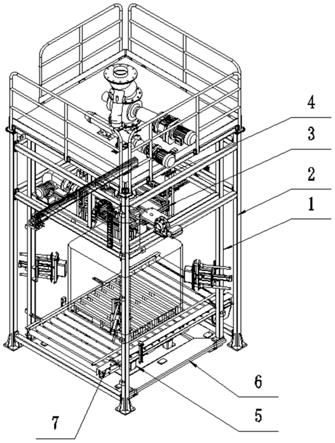
26.图1为本发明实施例三维装配示意图;
27.图2为本发明实施例内机架装置三维示意图;
28.图3为本发明实施例外架给料装置三维示意图;
29.图4为本发明实施例夹袋理袋机构三维示意图;
30.图5为本发明实施例振动装置三维示意图;
31.其中:1、内机架装置,2、外架给料装置,3、夹袋理袋机构,4、夹袋理袋升降装置,5、振动装置,6、平台秤,7、辊道输送线,101、内机架框架,102、推袋机构,103、夹袋移动装置,104、吹袋风机,105、连接紧固件,201、外平台框架,202、星型给料阀,203、螺旋输送机,204、连接紧固件,301、夹袋检测组件,302、撑袋组件,303、撑袋移动组件,304、框架、305、下料管,306、振动气锤,307、连接紧固件,501、底框架,502、气囊顶升装置,503、限位罩,504、振动电机、505、连接紧固件。
具体实施方式
32.下面结合附图和具体实施例对本发明进行详细说明。本实施例以本发明技术方案为前提进行实施,给出了详细的实施方式和具体的操作过程,但本发明的保护范围不限于下述的实施例。
33.一种全自动吨袋包装机,如图1所示,包括内机架装置1、外架给料装置2、夹袋理袋机构3、夹袋理袋升降装置4、振动装置5、平台秤6、辊道输送线7,
34.如图2所示,内机架装置1包括内机架框架101,以及设于内机架框架101上的推袋机构102和吹袋风机104,内机架框架101包括四根立柱,立柱的底部安装于平台秤6上,推袋机构102共设有四个,分别位于四根立柱上,
35.如图3所示,外架给料装置2包括外平台框架201,以及设于外平台框架201上的星型给料阀202和螺旋输送机203,
36.外平台框架201位于内机架框架101外侧,且底部安装于基础支撑面上,其中,该基础支撑面一般为底面,稳定性较高;
37.辊道输送线7穿过外平台框架201和内机架装置1设置,夹袋理袋机构3通过夹袋理袋升降装置4安装于内机架装置1上,振动装置5位于吨袋放置区的下方。
38.其中的推袋机构的主要作用是敲击吨袋的四个角,配合振动装置5,可以排出吨袋中的空气,提高致密度。吹袋风机104的主要作用是吹开吨袋。外架给料装置2整体依靠四根立柱安装在地面上,使给料装置与内机架装置无硬连接,以免影响吨袋称重。
39.如图4所示,夹袋理袋机构3包括撑袋组件302、撑袋移动组件303和下料管305,撑袋组件302位于下料管305四周,并连接至撑袋移动组件303的活动端。夹袋理袋机构3还包括用于清理粘在下料管305壁上的料的振动气锤306。夹袋理袋机构3还包括夹袋检测组件301。在一些实施例中,夹袋理袋机构3的框架304部分包括两部分,第一部分仅受夹袋理袋升降装置4的影响进行升降,其中,下料管305、振动气锤306和夹袋检测组件301安装于这一部分中,另一部分则是还一并受撑袋移动组件303的驱动发生运动,其中,撑袋组件302安装于这一部分中。
40.内机架框架101还包括用于将装填好的吨袋移送至下一工序的夹袋移动装置103,夹袋移动装置103包括直线滑台、连接支架和夹袋器,夹袋器通过连接支架安装于直线滑台上,直线滑台设置于内机架框架101上,直线滑台水平设置。
41.在一些实施例中,螺旋输送机203为单螺杆送输送机,但是在另一些实施例中,螺旋输送机203可以为双螺杆送输送机。
42.如图5所示,振动装置5包括底框架501、气囊顶升装置502、接触排和振动电机504,气囊顶升装置502和振动电机504均安装于底框架501上,接触排位于气囊顶升装置502上方,并在气囊顶升装置502的顶升下接触吨袋的底部。振动装置5还包括限位罩503,该限位罩503套于底框架501外侧。在一部分实施例中。,底框架501安装于平台秤6上。
43.其中,在一些实施例中,辊道输送线7中留有一个缺口,用于放置振动装置5,当然在其他一些实例中,也可以将辊道输送线7和振动装置5进行耦合,在辊道输送线7的各个转辊之间设有空隙,接触排从各个空隙中伸出穿过辊道输送线7与吨袋底部接触。
44.本技术的包装机的工作过程如下:首先夹袋理袋机构3对空吨袋进料口进行夹住并检测有无吨袋,吹袋风机104将吨袋吹气涨开,随后外架给料装置3的星型给料阀202进行快速灌装,到达称重第一设定值时自动关闭星型给料阀,切换螺旋输送机203进行慢速灌装,达到称重第二设定值时停止灌装,夹袋理袋机构3的夹袋及检测组件松开,同时下料管305上升、撑袋组件302下降并撑开进料口,随后夹袋移动装置103夹住吨袋进料口pp膜,随吨袋下部输送线同步输送至封口位置,来实现自动包装。灌装过程推袋机构及振动装置对吨袋中的物料进行推实,排出物料中的空气。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1