一种切把机自动上料装置的制作方法
1.本实用新型涉及上料设备技术领域,特别是涉及一种上料效率高且低成本的切把机自动上料装置。
背景技术:
2.在手表的生产过程中,常采用切把机对把轴进行剪切及将把头安装在把轴上,以实现把头与把轴的装配作业。目前,在切把机的工作过程中,主要采用人工上料的方式向切把机供料,即由作业人员手动将把轴和把头逐个放置在切把机的组装工位上,此种上料方式的效率较低,人力成本高,进而造成手表的生产成本升高,不利于提升手表产品的市场竞争力。
技术实现要素:
3.基于此,有必要针对上料效率低以及生产成本高的技术问题,提供一种上料效率高且低成本的切把机自动上料装置。
4.一种切把机自动上料装置,该上料装置包括主控制器、把头上料单元、把轴上料单元以及用于承接把头的第一工装和用于承接把轴的第二工装;
5.所述把头上料单元包括用于承接外部把头来料并对把头来料顺序排列的振动盘、用于承接所述振动盘输出的顺序把头的转接台、用于抓取所述转接台上的把头并将把头放置在所述第一工装上的把头抓持件;
6.所述把轴上料单元包括用于接入把轴的料盒、用于将所述料盒底部的把轴推出的推动机构、用于承接料盒落料并将落料推送至所述第二工装的转运件;
7.所述主控制器用于与外部电源电连接并控制所述振动盘、所述把头抓持件、所述推动机构以及所述转运件动作。
8.在其中一个实施例中,所述转接台上设有与所述主控制器电连接的物料传感器,用于在有把头通过时向所述主控制器发送信号,并由所述主控制器控制所述把头抓持件抓持所述转接台上的把头。
9.在其中一个实施例中,所述物料传感器为红外对射传感器。
10.在其中一个实施例中,所述振动盘包括料盘以及安装于所述料盘底部并与所述主控制器电连接、用于驱动所述料盘振动的振动器,所述料盘包括位于中心部的落料区以及由所述落料区的边缘螺旋上升的分料通道,所述分料通道的输出端与所述转接台的承接位连通。
11.在其中一个实施例中,所述把头抓持件包括抓手以及用于驱动抓手转动的第一驱动件。
12.在其中一个实施例中,所述抓手为气动抓手。
13.在其中一个实施例中,所述推动机构包括推料针管以及用于驱动所述推料针管运动以推动把轴移动的第二驱动件。
14.在其中一个实施例中,所述料盒上邻近所述推动机构一侧面的底部开设有用于穿设所述推料针管的管孔,所述料盒上背向所述推动机构一侧面的底部开设有供把轴通过的出料口。
15.在其中一个实施例中,所述第二工装上设有与所述主控制器电连接的检测器,用于在所述第二工装空闲时向所述主控制器发送信号,并由所述主控制器控制所述转运件将把轴推送至所述第二工装。
16.在其中一个实施例中,所述主控制器为plc控制器。
17.实施本实用新型的切把机自动上料装置,通过设置振动盘对散乱设置的把头进行顺序排列,并由把头抓持件将排序后的把头抓入第一工装,同时由推动机构将料盒内的把轴送入转运件并由转运件将把轴进一步送往第二工装,供切把机取料装配,即实现把头与把轴的自动上料,该过程中无需人工参与,由主控制器自动控制各部件动作,提升了把轴及把头的上料效率以及上料作业的可靠性,降低了手表的加工成本,有利于提高手表的产量及市场竞争力。
附图说明
18.图1为本实用新型的一个实施例中切把机与上料装置的配合关系示意图;
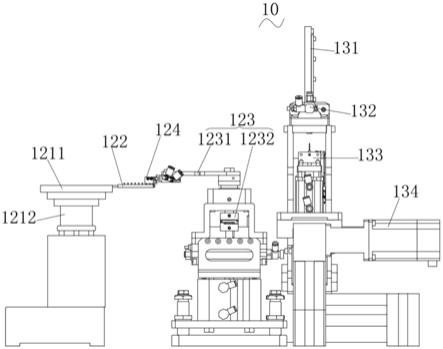
19.图2为本实用新型的一个实施例中上料装置的结构示意图;
20.图3为本实用新型的一个实施例中振动盘的结构示意图;
21.图4为图1所示实施例中a部分的局部放大结构示意图;
22.图5为本实用新型的一个实施例中把头抓持件的结构示意图;
23.图6为图1所示实施例中b部分的局部放大结构示意图。
具体实施方式
24.为使本实用新型的上述目的、特征和优点能够更加明显易懂,下面结合附图对本实用新型的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本实用新型。但是本实用新型能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本实用新型内涵的情况下做类似改进,因此本实用新型不受下面公开的具体实施例的限制。
25.请参阅图1与图2,本实用新型公开了一种上料效率高且低成本的切把机自动上料装置10,该上料装置10设置于切把机20的工作台210上,包括安装在切把机20的机箱内并外接控制面板的主控制器110、用于调取把头的把头上料单元120、用于调取把轴的把轴上料单元130以及用于承接把头的第一工装140和用于承接把轴的第二工装150,第一工装140与第二工装150均设置在切把机20的工作区,用于为切把机20的切把作业以及把头与把轴的装配作业提供物料;主控制器110用于在接收外部指令,如接收开关机指令的条件下控制把头上料单元120以及把轴上料单元130的各用电器件工作,以实现对切把机20的自动上料。
26.把头上料单元120包括用于承接外部把头来料并对把头来料顺序排列的振动盘121、用于承接振动盘121输出的顺序把头的转接台122、用于抓取转接台122上的把头并将把头放置在第一工装140上的把头抓持件123;把轴上料单元130包括用于接入把轴的料盒131、用于将料盒131底部的把轴推出的推动机构132、用于承接料盒131的落料并将落料推
送至第二工装150的转运件133;主控制器110用于与外部电源电连接并控制振动盘121、把头抓持件123、推动机构132以及转运件133动作,优选的,主控制器110为plc控制器,以便于根据把轴及把头的物料状态及第一工装140与第二工装150的空闲及工作情况逻辑控制各用电器件,以提升切把机20的上料作业的可靠性,保证上料作业的有序进行。在上料装置10的工作过程中,振动盘121在主控制器110的控制下对散乱排布的把头进行顺序排列,便于向转接台122逐个输出把头,以利于把头抓持件123有效抓取把头;把头抓持件123从转接台122抓取把头后,将把头转运并放置在第一工装140上,与此同时,推动机构132将料盒131内的把轴由料盒131的底部逐个推出至转运件133,由转运件133将把轴运送至第二工装150,以便于切把机20对把头和把轴进一步作业。
27.振动盘121用于将把头顺序排列并为把头抓持件123供料,请参阅图3,一实施例中,振动盘121包括料盘1211以及安装于料盘1211底部并与主控制器110电连接、用于驱动料盘1211振动的振动器1212,料盘1211包括位于中心部的落料区1213以及由落料区1213的边缘螺旋上升的分料通道1214,分料通道1214的输出端与转接台122的承接位连通,该分料通道1214由弹片螺旋弯曲形成。具体的,在振动盘121的工作过程中,振动器1212工作并为料盘1211提供脉冲式的驱动力,使得料盘1211在竖直方向上下振动,由于弹片的弯曲倾斜,使得料盘1211绕弹片的螺旋中心做扭摆振动,进而使得进入落料区1213的把头沿螺旋状的分料通道1214上升,直至把头经由分料通道1214得输出端进入转接台122。
28.请参阅图4,一实施例中,转接台122上设有与主控制器110电连接的物料传感器124,用于在有把头通过时向主控制器110发送信号,并由主控制器110控制把头抓持件123抓持转接台122上的把头。优选的,物料传感器124为红外对射传感器,在上料装置10的工作过程中,当转接台122上有把头通过时,红外对射传感器的信号发射端发出的红外信号被把头阻挡,使得信号接收端无法接受到信号,在此情况下,红外对射传感器向主控制器110发送工作信号,以便于主控制器110控制把头抓持件123工作。当红外对射传感器的信号接收端接收到来自信号发射端发出的信号时,即转接台122上无把头通过,在此情况下,红外对射传感器向主控制器110发送报警信号,进而由主控制器110向外部显示面板发送警示信息,以便作业人员及时响应振动盘121故障或向振动盘121补料。需要进一步说明的是,物料传感器124也可以设置在把头抓持件123的抓持部的末端,以检测到转接台122上的物料信息为准,于此不再赘述。
29.请参阅图5,一实施例中,把头抓持件123包括抓手1231以及用于驱动抓手1231转动的第一驱动件1232。优选的,抓手1231为气动抓手。主控制器110接收到由物料传感器124发送的工作信号后,控制第一驱动件1232工作以带动气动抓手转向转接台122,与此同时,主控制器110控制驱动气动抓手工作的气泵动作,使得气动抓手的输出端形成负压,如此,把头在负压作用下吸附在气动抓手的输出端,以便于气动抓手在第一驱动件1232的作用下将把头转运至第一工装140。在实际生产中,抓手1231还可以是在外部控制器的作用下可展开或收束的机械夹爪或其他抓持结构,于此不再赘述。
30.请参阅图6,一实施例中,推动机构132包括推料针管1321以及用于驱动推料针管1321运动以推动把轴移动的第二驱动件1322,第二驱动件1322与主控制器110电连接并在接收主控制器110工作信号时工作以带动推料针管1321靠近或远离把轴,从而便于将把轴从料盒131的底部推出,在实际工作中,第二驱动件1322可以是伺服电机,也可以是气缸。进
一步的,一实施例中,料盒131上邻近推动机构132一侧面的底部开设有用于穿设推料针管1321的管孔,料盒131上背向推动机构132一侧面的底部开设有供把轴通过的出料口,具体的,管孔及出料口分别与料盒131的内腔连通,且管孔的圆心、待推运把轴的轴心以及出料口的圆形共线,出料口的孔径大于把轴的直径,以便于把轴在推料针管1321的带动下由出料口推出并进入到转运件133上。
31.一实施例中,第二工装150上设有与主控制器110电连接的检测器(图未示),用于在第二工装150空闲时向主控制器110发送信号,并由主控制器110控制转运件133将把轴推送至第二工装150。优选的,检测器可以是重量传感器或激光传感器或红外对射传感器以及其他可以检查到第二工装150上工作情况变化的传感器或装置,例如,在检测器为重量传感器时,当检测器检测到的重量信号与检测器内预设的零值信号相同时,判断第二工装150上无把轴存在,即第二工装150处于空闲状态,检测器向主控制器110发送工作信号,以便于主控制器110调用转运件133将把轴推送至第二工装150。进一步的,把轴上料单元130还包括第三驱动件134,用于驱动转运件133相对于料盒131运动,以便于将料盒131输出的落料转运到第二工装150上。
32.实施本实用新型的切把机自动上料装置10,通过设置振动盘121对散乱设置的把头进行顺序排列,并由把头抓持件123将排序后的把头抓入第一工装140,同时由推动机构132将料盒131内的把轴送入转运件133并由转运件133将把轴进一步送往第二工装150,供切把机20取料装配,即实现把头与把轴的自动上料,该过程中无需人工参与,由主控制器110自动控制各部件动作,提升了把轴及把头的上料效率以及上料作业的可靠性,降低了手表的加工成本,有利于提高手表的产量及市场竞争力。
33.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
34.以上所述实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1