可快速调节立扣或蘑茹扣轨道宽高的自动输送机构的制作方法
1.本实用新型涉及输送机构技术领域,具体为可快速调节立扣或蘑茹扣轨道宽高的自动输送机构。
背景技术:
2.立扣(或蘑茹扣)自动喂扣机的出现,使得对自动钉扣机的钮扣输送实现了快速、准确,大大提高了生产效率。但由于立扣(蘑茹扣)大小形状差异都很大,直径、厚度及钮柄的厚度都会不同,怎样快速准确调节输送轨道的高度、宽度以及钮柄厚度,是保证钮扣快速顺利通过输料轨道到达送扣钮夹位置的关键,因为任一个方面没有调节合适,都直接影响输送稳定和速度,从而严重影响生产效率。目前多见的方法为以下几种:1、直径和钮柄厚度大小由螺栓单边调节,造成钮柄中心的偏移,易造成钮夹夹持中心的偏移而夹歪。还有的是双边用螺栓分别调节,但由于手动调节,速度慢,且仍存在不对称的问题。2、厚度调节有由下方钮扣加弹簧顶起,也有用左右二边螺栓上下调节,也存在高度不一的问题。
技术实现要素:
3.本实用新型的目的在于提供可快速调节立扣或蘑茹扣轨道宽高的自动输送机构,以解决上述背景技术中提出的问题。
4.为实现上述目的,本实用新型提供如下技术方案:可快速调节立扣或蘑茹扣轨道宽高的自动输送机构,可快速调节立扣或蘑茹扣轨道宽高的自动输送机构,包括整机机座、轨道安装底板、输送滑道安装板、钮扣厚度检测托板、左输送限位板、输送滑道、针型气缸、针型气缸安装板和气管a、气管b、气管c、左轨道、料盘,所述输送滑道固定在输送滑道安装板上方,所述输送滑道安装板下方固定在轨道安装底板上方,所述输送滑道后端安装有气管接头b,所述气管接头b和气管c连接,所述轨道安装底板固定在整机机座上方,所述气管a和针型气缸连接,所述输送滑道横向固定两根左右对称的光轴a,轨道左、右调节板水平方向各固定两个直线轴承,两个所述直线轴承分别套入输送滑道下方固定的光轴a上,所述轨道左、右调节板下方分别固定两个螺钉d并各套一个拉簧用于保持轨道左、右调节板与输送滑道相向压紧,所述轨道左、右调节板上下方向也各固定两个直线轴承,左、右输送限位板上下方向各固定两个光轴b并穿入轨道左、右调节板上下方向的两个直线轴承内,所述左、右输送限位板上面各穿过一个穿入压簧的螺钉g并拧紧在下方的轨道左、右调节板上,所述左、右输送限位板后端分别固定一个左导向板和右导向板,钮扣厚度检测托板固定在输送滑道安装板上。
5.优选的,还包括气路分配器,三路硬质气管和气管b通过气管接头a固定在气路分配器上,所述气路分配器固定在左输送限位板左侧面。
6.优选的,所述左右输送限位板13下方与输送滑道上表面开口比下方与钮扣厚度检测托板上表面之间开口大0.5-1mm。
7.与现有技术相比,本实用新型的有益效果是:
8.本实用新型,采用钮扣厚度检测托板固定在输送滑道安装板中部,左、右输送限位板在钮扣厚度检测托板上方,钮扣钮柄向上塞入钮扣厚度检测托板与左、右输送限位板之间,由于左、右输送限位板上下、左右都是连动的,所以,塞入钮扣即自动同时调节了轨道宽高,结构简单,每次更换钮扣调节快速、准确,节约时间,故障率低。
附图说明
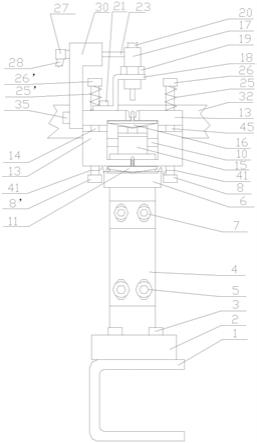
9.图1为本实用新型的主视图;
10.图2为本实用新型的侧视图。
11.图3为本实用新型的右视图。
12.图中:1、整机机座;2、轨道安装底板;3、螺钉a;4、输送滑道安装板;5、螺钉b;6、钮扣厚度检测托板;7、螺钉c;8、螺钉d;9、螺钉e;10、光轴a;11、钮扣a;12、紧定螺钉a;13、左输送限位板;13’、右输送限位板;14、光轴b;15、输送滑道;16、钮扣b;17、针型气缸;18、针型气缸安装板;19、螺母;20、气管a;21、螺钉f;22、紧定螺钉b;23、硬质气管a;24、滑道吹气口a;25、压簧;26、螺钉g;27、气管接头a;28、气管b;29、硬质气管b;30、气路分配器;31、硬质气管c;32、料盘;33、钮扣c;34、钮扣d;35、螺钉h;36、滑道吹气口b;37、轨道左调节板;38、直线轴承;39、气管接头b;40、气管c;41、拉簧;42、螺钉i;43、紧定螺钉c;44、光轴c;45、光轴d;46、光轴e;47、螺钉j;48、右导向片;49、左导向片;50、紧定螺钉d;51、螺钉k;52、紧定螺钉e;53、紧定螺钉f。
具体实施方式
13.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
14.请参阅图1-3,本实用新型提供一种技术方案:可快速调节立扣或蘑茹扣轨道宽高的自动输送机构,包括整机机座1、轨道安装底板2、输送滑道安装板4、左输送限位板13、右输送限位板13’、输送滑道15、气路分配器30、轨道左调节板37、轨道左调节板37’、料盘32、以及钮扣a、b、c、d和光轴、螺钉等。轨道安装底板2通过螺钉a3固定在整机机座1上平面,输送滑道安装板4通过螺钉b5固定在轨道安装底板2前侧,输送滑道15通过螺钉e9固定在输送滑道安装板4后侧,气管接头b39固定在输送滑道15的后侧下方,气管c40接在气管接头b39内。两根光轴a10由紧定螺钉左右对称地固定在输送滑道15中间的两个孔内。两个直线轴承38水平安装在轨道左调节板37内,并在下方紧固两个突出的螺栓,还有两个直线轴承垂直安装在轨道左调节板37内,由紧定螺钉a12和紧定螺钉c43紧固,水平安装的两个直线轴承38从左侧套入两根光轴a10的左侧,同理,轨道右调节板与左调节板相同,从右侧套入两根光轴a10的右侧。两根拉簧41勾在轨道左、右调节板下方紧固的两个突出螺钉d8上,使左右调节板都靠向中间的输送滑道15。左输送限位板13上固定向下凸出的两根光轴b14,并插入左调节板37上下安装的两个直线轴承孔内,螺钉g26穿入压簧25,并穿过左输送限位板13上的垂直孔拧入左调节板37上的螺孔内固紧,同理,右输送限位板13’置于右调节板上方。针型气缸安装板18通过螺钉f21固定在左输送限位板13上面前端,针型气缸17拧入针型气缸
安装板18并由螺母19锁紧。气路分配器30左侧固定三个气管接头a27,下端连接气管28,右侧通过紧定螺钉d50、紧定螺钉e52、紧定螺钉f53分别固定三根硬质气管a23、硬质气管b29、硬质气管c31。左导向片49通过螺钉k51固定在左输送限位板13后方(料盘侧),右导向片48通过螺钉j47固定在右输送限位板13’后方(料盘侧)。钮扣厚度检测托板6通过螺钉c7固定在输送滑道安装板4的前侧。
15.工作原理:当使用一种新的立扣(或蘑茹扣)时,取下之前压在左输送限位板13、右输送限位板13’和钮扣厚度检测托板6之间的钮扣,重新将新的钮扣钮柄向上,钮柄顺着左输送限位板13、右输送限位板13’中间的缝隙推入并卡在凸出的限位挡内,置于钮扣厚度检测托板6上即可。由于左输送限位板13、右输送限位板13’是通过光轴插在轨道左右调节板的直线轴承内,因此可向上向下移动,并由压簧25、25’始终形成向下有一定的压力,当钮扣塞入到左输送限位板13、右输送限位板13’和钮扣厚度检测托板6之间后,左输送限位板13、右输送限位板13’会根据钮扣的厚度自动向上或向下移动,同时,在制造时,故意让左输送限位板13、右输送限位板13’下方与输送滑道15上表面开口比下方与钮扣厚度检测托板6上表面之间开口大0.5-1mm,因此,只要下方压住钮柄,上方就能保证上下高度大于钮扣的厚度,保证有一定误差的也能顺利通过。而同时,轨道左右调节板又同时套在输送滑道15的两根光轴a10上,当钮柄塞入到左输送限位板13、右输送限位板13’下方的缝隙中时,左输送限位板13、右输送限位板13’分别向左、右分开,同时由光轴带动轨道左右调节板向两边移动,同时,又由于有两根拉簧41向把左右输送限位板拉向中间,也就自动限位了左右输送限位板上方的开口大小,由于在制造时,故意让上方开口比下方开口大0.5mm,因此,只要下方夹住钮柄,上方就能保证开口大于钮柄,保证有一定误差的也能顺利通过。本机上电后,振动盘振动,螺旋送钮扣33位置,由左导向片49和右导向片48引导,使得钮柄呈一条线从料盘进入到钮扣34位置直至输送滑道15的v型导槽上,未送扣时,针型气缸17的顶针是伸出挡住钮柄的,当接收到送扣指令时,针型气缸17的顶针缩回,送扣钮夹夹住钮扣送向钉扣机,而送出同时,系统控制针型气缸17的顶针再次伸出,系统控制吹气电磁阀开启,压缩空气一路通过输送滑道15后端下方的气管接头b39进入输送滑道15内,并通过滑道吹气口b36、滑道吹气口a24分两段从钮扣的底部斜向前吹送钮扣,同时,另外通过气路分配器30分三路由硬质气管a23、硬质气管b29、硬质气管c31在前、中、后三段同时从钮扣的上面向前吹送钮扣,从而确保钮扣及时准确送到针型气缸17顶针的位置,为下次取扣送扣做好准备。
16.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1