全品规卷烟包装装置的制作方法
1.本实用新型涉及烟草包装领域,更具体地说涉及一种全品规卷烟包装装置。
背景技术:
2.近年来,烟草行业为了适应消费者不断提升的多样化消费需求,卷烟结构不断优化提升,细支烟、中支烟、雪茄烟、方型烟、木盒烟等超异型烟品规逐年增多,导致在分拣包装环节造成了效率瓶颈,且有由于条烟尺寸不一,尤其是短支烟、超异型烟在包装环节无法全部上线,卡烟等损耗情况比较严重。
3.问题的主要原因在于现有烟草包装流程中,采用叠烟机对烟盒进行垛叠,叠烟机的工作原理为利用翻板对传送带输送的烟草成批次进行垛叠,当烟盒达到指定数量翻板向下翻转,烟盒落入下方的接烟装置中进行垛叠。
4.现有叠烟机存在的主要问题如下:
5.因翻板需要翻转受到下部接烟装置的限制,导致两板间距较大存在缝隙,现有装置中两板间距约为翻板长度的50%,如使用叠烟机对不同型号的烟盒进行垛叠会因板间距过大导致小型烟盒落入间隙内,导致烟盒受损无法进行包装。现有技术中无法利用单一规格叠烟机的同时针对长条烟盒、标准烟盒和方块烟盒同时进行垛叠,需用不同型号的叠烟机对应同规格烟盒进行垛叠加工,降低生产效率的同时还浪费生产成本。进一步,同种规格的烟盒也易因进入时出现误差落入翻板间距内,需要停止机器生产,将盒体翻出,降低生产效率的同时也增加了次品率。
6.采用翻板旋转下落垛叠的方式易在下落过程中造成盒体损伤,增加次品率的产生。
7.目前行业在用包装机无法满足所有品规条烟的包装,受当前分拣设备和技术手段限制,由于分拣序列垛形不稳定,同一客户不同品规卷烟无法统一包装,仍采用分包方式。因此,分拣包装环节急需改造,以适应目前全品规包装的需求。
技术实现要素:
8.本实用新型克服了现有技术中的不足,提供了一种全品规卷烟包装装置。
9.本实用新型的目的通过下述技术方案予以实现。
10.全品规卷烟包装装置,包括固定支架、叠烟装置和接烟装置,所述固定支架上设有所述叠烟装置和所述接烟装置,所述叠烟装置包括固定背板和叠烟轮,所述固定背板上对称设有所述叠烟轮,所述叠烟轮上设有翻板叶片,所述翻板叶片具有伸缩结构,配合所述叠烟轮运动轨迹调整所述翻板叶片的长度。
11.两对应设置的所述翻板叶片自由端的最大间距为50mm。
12.所述翻板叶片包括第一板体和第二板体,所述第一板体与所述第二板体滑动连接。
13.所述第一板体上设有伸缩滑道,所述第二板体上设有连动杆,所述连动杆设置在
所述伸缩滑道内。
14.所述叠烟轮包括驱动轮和传动链条,所述驱动轮外侧设有所述传动链条,所述传动链条上设有所述第一板体。
15.两对称设置的所述叠烟轮上所述传动链条的间距为350mm
‑
400mm。
16.所述连动杆的自由端上设有导轮,所述导轮设置在所述固定背板的引导滑道内。
17.所述接烟装置包括接烟底座、垂直升降装置和推烟装置,所述接烟底座设置在所述垂直升降装置上,所述推烟装置与所述垂直升降装置相连接。
18.本实用新型的有益效果为:本技术方案针对现有技术中的不足作出改进,对卷烟包装装置进行结构优化;
19.1.利用翻板叶片与叶片导轨间的配合使叠烟轮在转动过程中伸缩翻板叶片可以根据预设的路线进行伸缩,有效的减少或消除两板间的间距,克服了叠烟机对不同型号的烟盒进行垛叠会因板间距过大导致小型烟盒落入间隙内导致烟盒受损无法进行包装的问题。可以使用叠烟机同时对所有型号的烟盒进行统一垛叠,实现了全品规卷烟的高速叠垛包装。进一步,也克服了因翻板间距带来烟盒位置偏差落入间隙内的情况,减少了次品率。
20.2.翻板叶片与叶片导轨间的配合使翻板叶片可以使烟盒逐步向下放置移动,相较于翻板直接下落更加稳定,不易出现盒损变形等问题,进一步减小了次品发生的概率。
21.3.由于消除了卷烟误落,避免翻出卷烟烟盒的操作,进一步降低了次品率。
22.本方案高效的完成了对全品规卷烟的高速叠垛包装,通过翻板叶片的改进有效降低了异型卷烟在叠垛过程中可能出现散垛、残烟的情况发生的频次,同时由于同层间的翻板叶片中间间距减少,有效确保了标准卷烟进入翻板时从两翻板中间落烟和卡滞翻等情况,改善了对标准卷烟的兼容性。
附图说明
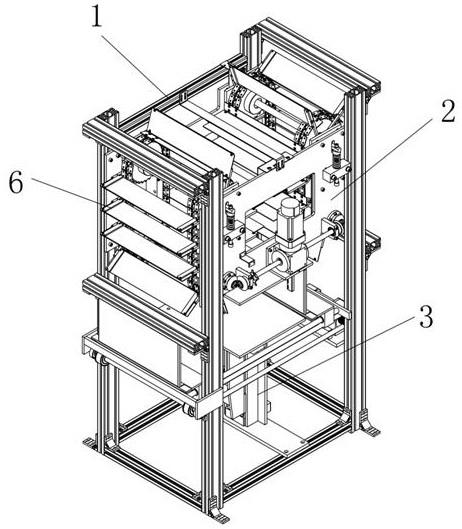
23.图1是本实用新型的结构示意图1;
24.图2是本实用新型的结构示意图2;
25.图3是本实用新型的剖视图;
26.图4是叠烟装置的局部放大图;
27.图5是第一板体和第二板体的连接关系示意图;
28.图6是第一板体的正视图;
29.图7是本实用新型的俯视图;
30.图中:1为固定支架,2为叠烟装置,3为接烟装置,4为固定背板,5为叠烟轮,6为翻板叶片,7为第一板体,8为第二板体,9为伸缩滑道,10为连动杆,11为驱动轮,12为传动链条,13为导轮,14为引导滑道,15为接烟底座,16为垂直升降装置,17为推烟装置。
具体实施方式
31.下面通过具体的实施例对本实用新型的技术方案作进一步的说明。
32.实施例一
33.全品规卷烟包装装置,包括固定支架1、叠烟装置2和接烟装置3,固定支架1上设有叠烟装置2和接烟装置3,叠烟装置2包括固定背板4和叠烟轮5,固定背板4上对称设有叠烟
轮5,叠烟轮5上设有翻板叶片6,翻板叶片6具有伸缩结构,配合叠烟轮5运动轨迹调整翻板叶片6的长度。
34.两对应设置的翻板叶片6自由端的最大间距为50mm。
35.翻板叶片6包括第一板体7和第二板体8,第一板体7与第二板体8滑动连接。
36.第一板体7上设有伸缩滑道9,第二板体8上设有连动杆10,连动杆10设置在伸缩滑道9内。
37.叠烟轮5包括驱动轮11和传动链条12,驱动轮11外侧设有传动链条12,传动链条12上设有第一板体7。
38.两对称设置的叠烟轮5上传动链条12的间距为350mm
‑
400mm。
39.连动杆10的自由端上设有导轮13,导轮13设置在固定背板4的引导滑道14内。
40.接烟装置3包括接烟底座15、垂直升降装置16和推烟装置17,接烟底座15设置在垂直升降装置16上,推烟装置17与垂直升降装置16相连接。
41.本技术方案的工作原理如下,如图1
‑
2所示,在条烟包装过程中,由上位机工作站控制进烟机构控制进烟,当卷烟到达叠烟装置2后通过叠烟轮5旋转带动翻板叶片6进行移动,通过翻板叶片6承载卷烟进行逐批次垛叠。从而将卷烟呈批次进行垛叠在接烟装置3上完成垛叠工作。
42.翻板叶片6为伸缩结构通过叠烟轮5的转动轨迹可以改变翻板叶片6的长度,使其在旋转堆叠过程中可以动态改变长度。
43.进一步,如图3
‑
7所示,翻板叶片6采用第一板体7和第二板体8滑动连接的方式,通过将连动杆10设置在伸缩滑道9内实现。第一板体7设置在传动链条12上由驱动轮11进行驱动,第一板体7跟随链条轨迹进行运动,第二板体8通过将连动杆10的自由端安装的导轮13设置在引导滑道14内,通过第一板体7带动进行移动的同时由引导滑道14控制其与第一板体7间的相对位置,以此实现控制翻板叶片6整体长度的功能。
44.进一步,接烟装置3通过接烟底座15、垂直升降装置16和推烟装置17三者相互配合完成接烟工作,由叠烟装置2垛叠好的卷烟落入接烟底座15内,配合垛叠好卷烟的高度垂直升降装置16逐步下降,以此保持烟盒顶部的相对高度,当完成垛叠后由推烟装置17将垛叠好的卷烟推出,进行下一步包装流程。
45.本装置适用于目前行业主要的标准烟、细标合一、异标合一、异型卷烟分拣线的自动包装环节。可以满足已有规格的卷烟,具体规格范围如下:长 110~350mm、宽 68~190mm、高 15~100mm。
46.为配合卷烟规格,两对称设置的叠烟轮5上传动链条12的间距为350mm
‑
400mm。采用370mm为较优选。两对应设置的翻板叶片6自由端的最大间距为50mm。以上尺寸可以满足的目前市场上全品规格的卷烟尺寸。其中,两翻板叶片6在传动链条12上设置的间距为114.3mm较佳。此范围数值可以满足同时垛叠不同规格的卷烟,实现包装全品规卷烟的功能。
47.为了易于说明,实施例中使用了诸如“上”、“下”、“左”、“右”等空间相对术语,用于说明图中示出的一个元件或特征相对于另一个元件或特征的关系。应该理解的是,除了图中示出的方位之外,空间术语意在于包括装置在使用或操作中的不同方位。例如,如果图中的装置被倒置,被叙述为位于其他元件或特征“下”的元件将定位在其他元件或特征“上”。
因此,示例性术语“下”可以包含上和下方位两者。装置可以以其他方式定位(旋转90度或位于其他方位),这里所用的空间相对说明可相应地解释。
48.而且,诸如“第一”和“第二”等之类的关系术语仅仅用来将一个与另一个具有相同 名称的部件区分开来,而不一定要求或者暗示这些部件之间存在任何这种实际的关系或者顺序。
49.以上对本实用新型的一个实施例进行了详细说明,但所述内容仅为本实用新型的较佳实施例,不能被认为用于限定本实用新型的实施范围。凡依本实用新型申请范围所作的均等变化与改进等,均应仍归属于本实用新型的专利涵盖范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1