一种自动化生产线的制作方法
1.本实用新型涉及生产线领域,尤其涉及一种自动化生产线。
背景技术:
2.pcb板、玩具等的生产线上通常需要设置视觉检测装置进行孔位、槽位等的识别定位,因此,对于视觉检测装置与产品输送机构的配合度要求较高。然而,现有技术中的生产线通常通过设置多个视觉检测装置进行定点检测,导致识别精度较低,无法实现视觉检测装置与产品输送机构的自动化配合,同时导致整体结构较复杂,占用空间较大;另一方面,由于生产线通常并列设置多个,处于中间的生产线损坏时,需要拆卸移动至空旷的地方进行维修,无法进行就地维修,导致维修不便,且维修完成后,需进行重新安装,费时费力。
3.因此,现有技术存在缺陷,需要改进。
技术实现要素:
4.本实用新型的目的是克服现有技术的不足,提供一种自动化生产线,解决现有技术中,视觉检测装置与产品输送机构进行自动化配合、检测精度较低的问题;解决生产线维修不便的问题。
5.本实用新型的技术方案如下:一种自动化生产线,包括:机台、设置在所述机台上的固定架、设置在所述机台与所述固定架之间的错位组件、悬挂在所述固定架上的移动驱动机构、安装在所述移动驱动机构上的视觉检测仪、设置在所述视觉检测仪下侧的第一输送机构;所述移动驱动机构包括:y向驱动组件、与所述y向驱动组件连接的x向驱动组件、与所述x向驱动组件连接的底座,所述视觉检测仪安装在所述底座上;所述y向驱动组件用于驱动所述x向驱动组件、视觉检测仪在y方向上移动,所述x向驱动组件用于驱动视觉检测仪在x方向移动,所述第一输送机构用于输送产品,且所述第一输送机构输送产品的方向为x方向;所述错位组件包括:安装在所述固定架上的第一驱动装置、与所述第一驱动装置输出端连接的第一齿轮、设置在所述机台上的锯齿面、连接在所述固定架底部一侧的移动组件,所述锯齿面与所述第一齿轮相配合。底座可安装用于生产线上生产所需的的各种结构,通过第一输送机构输送产品,移送驱动机构实时调整视觉检测仪在x、y方向上的位置,以实现产品的实时检测,有效提高检测识别的精度,也可进行定点检测,在定点检测时,视觉检测仪检测出位置存在偏差时,将偏差结果反馈给后台控制系统,由后台控制系统控制x向驱动组件、y向驱动组件驱动,进行底座位置的实时调整,同时可通过后台控制系统实时控制第一输送机构、移送驱动机构的驱动,实现两者的高精度配合,自动化程度高;另一方面,需要维修时,启动错位组件内的第一驱动装置,第一驱动装置驱动第一齿轮转动,第一齿轮与锯齿面发生相互作用,在移动组件的配合下,带动固定架及固定架上的其它结构移动,机台与固定架发生错位,固定架移动至生产线的外侧,此时可直接进行维修,维修完成后,在错位组件的作用下,带动固定架复原,在复原过程中第一驱动装置反向转动,使得固定架反方向移动,实现其复原,整个过程无需进行拆卸,减少因维修而导致的拆卸、安装,简化维修、检
修难度,省时省力。
6.进一步地,所述第一输送机构包括:第一固定板、调节板、设置在所述第一固定板一侧的第二驱动装置、与所述第二驱动装置输出端连接的第一齿轮组件、套在所述第一齿轮组件上的第一输送带、设置在所述调节板上的第二齿轮组件、套在所述第二齿轮组件上的第二输送带;所述第二齿轮组件通过传动轴与所述第一齿轮组件连接,且所述第一齿轮组件与所述第二齿轮组件同步转动。在第二驱动装置的作用下,带动第一齿轮组件转动,带动第一输送带转动,第一齿轮组件与第二齿轮组件通过传动轴连接,在第一齿轮组件的作用下可带动第二齿轮组件转动,进而带动第二输送带同步转动,实现产品的输送,只设置第二驱动装置,便可驱动两组齿轮组件,减少驱动装置的个数,节省能源、降低生产成本。
7.进一步地,第一齿轮组件包括:与所述第二驱动装置输出端连接的第二齿轮、第一同步轮、若干第二同步轮、套在所述第一同步轮上的第三齿轮、第四齿轮;所述第三齿轮与所述第二齿轮、第四齿轮啮合连接,所述第一输送带套在所述第一同步轮和第二同步轮上。
8.进一步地,所述第二齿轮组件包括:第三同步轮、若干第四同步轮、套在所述第三同步轮上的第五齿轮、第六齿轮;所述第五齿轮与所述第六齿轮啮合连接,所述第六齿轮与所述第四齿轮通过传动轴连接;所述第二输送带套在所述第三同步轮、第四同步轮上。
9.进一步地,所述第一输送机构还包括:第二固定板、设置在所述第一固定板上的第三驱动装置、与所述第三驱动装置输出端连接的转轴组件;所述转轴组件与所述调节板螺纹连接。转轴组件包括:第一转轴、第七齿轮、与第七齿轮啮合连接的第八齿轮、设置在第二固定板上的两个第五同步轮、套在两个第五同步轮上的第三输送带、设置在第一固定板上的第六同步轮、第二转轴,第一转轴分别与第八齿轮和两个第五同步轮中靠近第八齿轮这一侧上的第五同步轮连接,第二转轴与另一个第五同步轮连接,且其另一端与第六同步轮连接;第一转轴、第二转轴均与调节板螺纹连接,在第三驱动装置的作用下,带动第七齿轮转动,进而带动第八齿轮、第一转轴转动,在第三输送带、第五同步轮的作用下,同步带动第二转轴转动,在第一转轴、第二转轴的作用下,实现调节板位置的调整,从而调整调节板与第一固定板之间的距离,以适应不同尺寸的产品。
10.进一步地,所述y向驱动组件包括:第一固定座、设置在所述第一固定座上的第一滑轨、设置在所述第一滑轨上的第一滑块、第四驱动装置、与所述第四驱动装置输出端连接的第一滚珠丝杆、套在所述第一滚珠丝杆上的第一移动块;所述第一滑块与所述第一移动块连接。
11.进一步地,所述x向驱动组件包括:第二固定座、两组滑动组件;两组所述滑动组件对称设置在所述第二固定座的两侧,且一组所述滑动组件与所述y向驱动组件连接,另一组所述滑动组件与所述底座连接。
12.进一步地,所述滑动组件包括:第二滑轨、设置在所述第二滑轨上的第二滑块、第五驱动装置、与所述第五驱动装置输出端连接的第二滚珠丝杆、套在所述第二滚珠丝杆上的第二移动块;所述第二移动块与所述第二滑块连接。两组滑动组件对称设置在第二固定座的两侧,并分别与y向驱动组件、底座连接,当进行x向移动时,y向驱动组件处于静止状态,靠近y向驱动组件这一侧的第二滑块与第一移动块、第一滑块连接,此时启动靠近y向驱动组件这一侧的这一组滑动组件作用,具体过程为:启动该组滑动组件的第五驱动装置,带动第二滚珠丝杆转动,第二移动块与第二滚珠丝杆发生相对位移,由于y向驱动组件处于静
止状态,与其连接的第二滑块也处于静止状态,此时在第二滑轨与第二滑块的作用下,第二滑轨带动第二固定座、另一组滑块组件、底座等在x向移动,当移动至最末端位置时,若需进一步移动,则需启动靠近底座这一侧的滑动组件作用,具体过程为:启动该组滑动组件的第五驱动装置,带动第二滚珠丝杆转动,第二移动块与第二滚珠丝杆发生相对位移,此时由于第二固定座处于静止状态,而第二移动块与底座连接,因此,第二滑块在第二移动块的作用下,可在第二滑轨上移动,进而带动底座、视觉检测仪进一步在x向上移动,实现在不改变第二固定座(x轴)长度的情况下,增大x向的行程。
13.进一步地,所述移动组件包括:设置在所述机台上的第三滑轨、设置在所述第三滑轨上的第三滑块、滑动轮;所述第三滑块、滑动轮均与所述固定架连接。第一齿轮与锯齿面的作用下,带动第三滑块在第三滑轨上移动,同时设置滑动轮使得固定架的移动更加平稳。
14.进一步地,所述机台内设置有第二输送机构,所述第二输送机构与所述第一输送机构的结构相同;所述固定架上还设置有触摸显示屏、操作按钮。第二输送机构可根据所生产产品的类型决定是否设置,在输送带有治具的产品时,需设置第二输送机构,此时第一输送机构用于输送治具、盛放在治具上的产品,输送至生产线末端时,需卸下产品,卸下产品后,将治具放置在第二输送机构上,由于第二输送机构与第一输送机构的运输方向相反,因此可将治具输送至生产线的前端,继续用于盛装产品。
15.采用上述方案,本实用新型提供一种自动化生产线,具有以下有益效果:
16.1、可实现产品的实时自动化检测,有效提高检测识别的精度;
17.2、机台、固定架可进行自动错位,方便维修、检修,简化维修过程,提高生产效率;
18.3、在不改变x轴长度的情况下,有效增大x向行程,可满足多种生产需求;
19.4、第一固定板与调节板之间的距离可调整,可适用于不同规格的产品,兼容性强。
附图说明
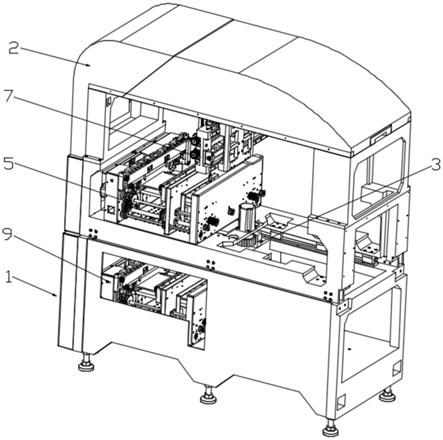
20.图1为本实用新型的结构示意图;
21.图2为本实用新型机台与固定架处于错位状态下的结构示意图;
22.图3为本实用新型第一输送机构的结构示意图;
23.图4为本实用新型第一输送机构另一角度的结构示意图;
24.图5为本实用新型移动驱动机构的结构示意图;
25.图6为本实用新型y向驱动组件的结构示意图;
26.图7为本实用新型x向驱动组件的结构示意图;
27.图8为本实用新型机台、固定架、错位组件的结构示意图。
28.其中:机台1、固定架2、触摸显示屏20、操作按钮21、错位组件3、第一驱动装置30、第一齿轮31、锯齿面32、第三滑轨33、第三滑块34、滑动轮35、视觉检测仪4、第一输送机构5、第一固定板50、调节板51、第二驱动装置52、第二齿轮530、第一同步轮531、第二同步轮532、第三齿轮533、第四齿轮534、传动轴535、第一输送带54、第三同步轮550、第四同步轮551、第五齿轮552、第六齿轮553、第二输送带56、第二固定板57、第三驱动装置58、转轴组件59、y向驱动组件6、第一固定座60、第一滑轨61、第一滑块62、第四驱动装置63、第一滚珠丝杆64、第一移动块65、x向驱动组件7、第二固定座70、第二滑轨71、第二滑块72、第五驱动装置73、第二滚珠丝杆74、第二移动块75、底座8、第二输送机构9。
具体实施方式
29.以下结合附图和具体实施例,对本实用新型进行详细说明。
30.请参照图1
‑
图8,本实用新型提供一种自动化生产线,包括:机台1、设置在所述机台1上的固定架2、设置在所述机台1与所述固定架2之间的错位组件3、悬挂在所述固定架2上的移动驱动机构、安装在所述移动驱动机构上的视觉检测仪4、设置在所述视觉检测仪4下侧的第一输送机构5;具体地,在本实施例中,所述视觉检测仪4为ccd视觉检测仪,且型号为hdmi2100
‑
a;所述移动驱动机构包括:y向驱动组件6、与所述y向驱动组件6连接的x向驱动组件7、与所述x向驱动组件7连接的底座8,所述视觉检测仪4安装在所述底座8上;所述y向驱动组件6用于驱动所述x向驱动组件7、视觉检测仪4在y方向上移动,所述x向驱动组件7用于驱动视觉检测仪4在x方向移动,所述第一输送机构5用于输送产品,且所述第一输送机构5输送产品的方向为x方向;所述错位组件3包括:安装在所述固定架2上的第一驱动装置30、与所述第一驱动装置30输出端连接的第一齿轮31、设置在所述机台1上的锯齿面32、连接在所述固定架2底部一侧的移动组件,所述锯齿面32与所述第一齿轮31相配合;所述移动组件包括:设置在所述机台1上的第三滑轨33、设置在所述第三滑轨33上的第三滑块34、滑动轮35;所述第三滑块34、滑动轮35均与所述固定架2连接。底座8可安装用于生产线上生产所需的的各种结构,通过第一输送机构5输送产品,移送驱动机构实时调整视觉检测仪4在x、y方向上的位置,以实现产品的实时检测,有效提高检测识别的精度,也可进行定点检测,在定点检测时,视觉检测仪检测出位置存在偏差时,将偏差结果反馈给后台控制系统,由后台控制系统控制x向驱动组件7、y向驱动组件6驱动,进行底座8位置的实时调整,同时可通过后台控制系统实时控制第一输送机构5、移送驱动机构的驱动,实现两者的高精度配合,自动化程度高;另一方面,需要维修时,启动错位组件3内的第一驱动装置30,第一驱动装置30驱动第一齿轮31转动,第一齿轮31与锯齿面32发生相互作用,带动第三滑块34在第三滑轨33上移动,从而带动固定架2及固定架2上的其它结构移动,且设置有滑动轮35使得固定架2的移动更加平稳,完成移动后,机台1与固定架2发生错位,固定架2移动至生产线的外侧,此时可直接进行维修,维修完成后,在错位组件3的作用下,带动固定架2复原,在复原过程中第一驱动装置30反向转动,使得固定架2反方向移动,实现其复原,整个过程无需进行拆卸,减少因维修而导致的拆卸、安装,简化维修、检修难度,省时省力。
31.请参照图3
‑
图4,具体地,在本实施例中,所述第一输送机构5包括:第一固定板50、调节板51、设置在所述第一固定板50一侧的第二驱动装置52、与所述第二驱动装置52输出端连接的第一齿轮组件、套在所述第一齿轮组件上的第一输送带54、设置在所述调节板51上的第二齿轮组件、套在所述第二齿轮组件上的第二输送带56;所述第二齿轮组件通过传动轴535与所述第一齿轮组件连接,且所述第一齿轮组件与所述第二齿轮组件同步转动。在第二驱动装置52的作用下,带动第一齿轮组件转动,带动第一输送带54转动,第一齿轮组件与第二齿轮组件通过传动轴535连接,在第一齿轮组件的作用下可带动第二齿轮组件转动,进而带动第二输送带56同步转动,实现产品的输送,只设置第二驱动装置52,便可驱动两组齿轮组件,减少驱动装置的个数,节省能源、降低生产成本。第一齿轮组件包括:与所述第二驱动装置52输出端连接的第二齿轮530、第一同步轮531、7个第二同步轮532、套在所述第一同步轮531上的第三齿轮533、第四齿轮534;所述第三齿轮533与所述第二齿轮530、第四齿轮534啮合连接,所述第一输送带54套在所述第一同步轮531和第二同步轮532上。所述第二
齿轮组件包括:第三同步轮550、7个第四同步轮551、套在所述第三同步轮550上的第五齿轮552、第六齿轮553;所述第五齿轮552与所述第六齿553轮啮合连接,所述第六齿轮553与所述第四齿轮534通过传动轴535连接;所述第二输送带56套在所述第三同步轮550、第四同步轮551上。
32.请参照图3
‑
图4,具体地,在本实施例中,所述第一输送机构5还包括:第二固定板57、设置在所述第一固定板50上的第三驱动装置58、与所述第三驱动装置58输出端连接的转轴组件59;所述转轴组件59与所述调节板51螺纹连接。转轴组件59包括:第一转轴、第七齿轮、与第七齿轮啮合连接的第八齿轮、设置在第二固定板57上的两个第五同步轮、套在两个第五同步轮上的第三输送带、设置在第一固定板50上的第六同步轮、第二转轴,第一转轴分别与第八齿轮和两个第五同步轮中靠近第八齿轮这一侧上的第五同步轮连接,第二转轴与另一个第五同步轮连接,且其另一端与第六同步轮连接;第一转轴、第二转轴均与调节板51螺纹连接,在第三驱动装置58的作用下,带动第七齿轮转动,进而带动第八齿轮、第一转轴转动,在第三输送带、第五同步轮的作用下,同步带动第二转轴转动,在第一转轴、第二转轴的作用下,实现调节板51位置的调整,从而调整调节板51与第一固定板50之间的距离,以适应不同尺寸的产品。
33.请参照图5
‑
图6,具体地,在本实施例中,所述y向驱动组件6包括:第一固定座60、设置在所述第一固定座60上的第一滑轨61、设置在所述第一滑轨61上的第一滑块62、第四驱动装置63、与所述第四驱动装置63输出端连接的第一滚珠丝杆64、套在所述第一滚珠丝杆64上的第一移动块65;所述第一滑块62与所述第一移动块65连接。
34.请参照图5、图7,具体地,在本实施例中,所述x向驱动组件7包括:第二固定座70、两组滑动组件;两组所述滑动组件对称设置在所述第二固定座70的两侧,且一组所述滑动组件与所述y向驱动组件6连接,另一组所述滑动组件与所述底座8连接。所述滑动组件包括:第二滑轨71、设置在所述第二滑轨71上的第二滑块72、第五驱动装置73、与所述第五驱动装置73输出端连接的第二滚珠丝杆74、套在所述第二滚珠丝杆74上的第二移动块75;所述第二移动块75与所述第二滑块72连接。两组滑动组件对称设置在第二固定座70的两侧,并分别与y向驱动组件6、底座8连接,当进行x向移动时,y向驱动组件6处于静止状态,靠近y向驱动组件6这一侧的第二滑块72与第一移动块65、第一滑块62连接,此时启动靠近y向驱动组件6这一侧的这一组滑动组件作用,具体过程为:启动该组滑动组件的第五驱动装置73,带动第二滚珠丝杆74转动,第二移动块75与第二滚珠丝杆74发生相对位移,由于y向驱动组件6处于静止状态,与其连接的第二滑块72也处于静止状态,此时在第二滑轨71与第二滑块72的作用下,第二滑轨71带动第二固定座70、另一组滑块组件、底座8等在x向移动,当移动至最末端位置时,若需进一步移动,则需启动靠近底座8这一侧的滑动组件作用,具体过程为:启动该组滑动组件的第五驱动装置73,带动第二滚珠丝杆74转动,第二移动块75与第二滚珠丝杆74发生相对位移,此时由于第二固定座70处于静止状态,而第二移动块75与底座8连接,因此,第二滑块72在第二移动块75的作用下,可在第二滑轨71上移动,进而带动底座8、视觉检测仪4进一步在x向上移动,实现在不改变第二固定座70长度的情况下,增大x向的行程。
35.请参照图1
‑
图2,具体地,在本实施例中,所述机台1内设置有第二输送机构8,所述第二输送机构8与所述第一输送机构5的结构相同;所述固定架2上还设置有触摸显示屏20、
操作按钮21。通过触摸显示屏20、操作按钮21可进行本实用新型中一种自动化生产线生产过程中的各个操作过程的控制,同时可进行各种参数的设定、设备运行过程的监测等,保证生产过程的安全性;另一方面,本实用新型是通过后台控制系统进行控制的,无需设置感应器进行各个机构或组件移动过程中的感应,有效简化整体结构,提高生产过程中的控制精度。
36.具体地,在本实施例中,所述第一驱动装置30、第二驱动装置52、第三驱动装置58、第四驱动装置63、第五驱动装置73均为旋转电机,采用旋转电机,对比现有技术中采用气缸驱动的驱动方式,可有效降低能耗,降低生产成本。
37.综上所述,本实用新型提供一种自动化生产线,具有以下有益效果:
38.1、可实现产品的实时自动化检测,有效提高检测识别的精度;
39.2、机台、固定架可进行自动错位,方便维修、检修,简化维修过程,提高生产效率;
40.3、在不改变x轴长度的情况下,有效增大x向行程,可满足多种生产需求;
41.4、第一固定板与调节板之间的距离可调整,可适用于不同规格的产品,兼容性强。
42.以上仅为本实用新型的较佳实施例而已,并不用于限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1