吹膜机自动卷膜和切断装置的制作方法
1.本实用新型涉及一种吹膜机自动卷膜和切断装置,为吹膜机的配套设备,能够实现全过程自动卷膜、塑料膜切断、卸卷和更换卷筒的功能。
背景技术:
2.吹膜机在生产时输出的塑料膜需要卷在卷筒(一般为纸筒)上,每卷满一卷塑料膜就要将塑料膜且并将断头继续缠绕在新更换的卷筒上。由于塑料膜又软又薄,在切断时很容易将断头撕裂或不能切断,经常停机调整,影响了生产效率。
技术实现要素:
3.本实用新型的目的就是提供一种吹膜机自动卷膜和切断装置,以解决现有技术存在的上述问题。
4.本实用新型的技术方案是:一种吹膜机塑料膜切断装置,其特征在于,包括挤压辊支架转轴、挤压辊支架、切断机构支架转轴、切断机构支架、塑料膜切断机构和塑料膜断头压附机构,该挤压辊支架的前端连接在挤压辊支架转轴上,挤压辊支架转轴转动连接在机架上,在该挤压辊支架的后端装有挤压辊;在该挤压辊支架的上方转动安装有切断机构支架转轴,切断机构支架的底端连接在切断机构支架转轴上,在切断机构支架的顶端装有顶端导辊、塑料膜断头压附机构和塑料膜切断机构,顶端导辊设在切断机构支架的最顶端,在顶端导辊的上面和下面分别设有塑料膜切断机构和塑料膜断头压附机构。
5.本实用新型的优点是:利用顶端导辊与卷筒相抵以及塑料膜断头压附机构的配合能够自动完成塑料膜的切断和连续地卷绕,保证了切断和卷绕的成功率,提高了工作效率。
附图说明
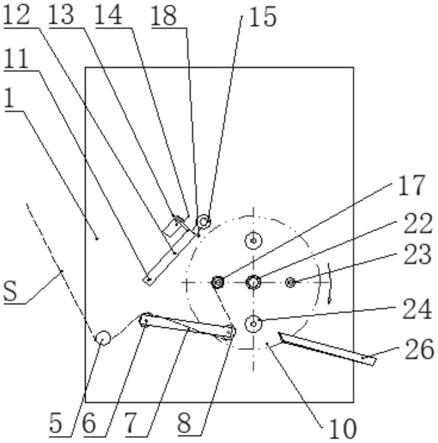
6.图1是本实用新型第一实施例的侧面结构示意图;
7.图2是图1中采用切断刀的塑料膜切断机构的结构示意图;
8.图3是本实用新型第二实施例的侧面结构示意图;
9.图4是图3中采用冲断板的塑料膜切断机构的结构示意图;
10.图5是上述第二实施例适用的带有点断线和检测孔的塑料膜平面示意图;
11.图6是塑料膜断头压附机构的第一实施例(压板)结构示意图;
12.图7是塑料膜断头压附机构的第二实施例(毛刷)结构示意图;
13.图8是塑料膜断头压附机构的第一实施例(滚轮)结构示意图;
14.图9-图12是本实用新型工作过程示意图,其中:
15.图9是刚刚完成一卷塑料膜后安装卷筒的示意图;
16.图10是安装卷筒后,转盘顺时针转动180
°
后的示意图;
17.图11是转到后面的卷筒卷满塑料膜后,切断机构支架顺时针转动到水平状态的示意图;
18.图12是挤压辊支架逆时针转直至与转到前面的卷筒相互抵紧、以及冲断板伸出冲断塑料膜时的示意图。
19.附图标记说明:1、机架,5、前端导向辊,6、挤压辊支架转轴,7、挤压辊支架,8、挤压辊,10、转盘,11、切断机构支架转轴,12、切断机构支架,13、气缸,14、切断刀,15、顶端导辊,16、冲断板,17、卷筒,17a、第一卷筒,17b、第二卷筒,18、吹气管,19、冲断检测传感器,20、冲断启动传感器,22、卷绕轴,23、伸缩支撑头,24、卷绕支架导向辊,26、接料盘,49、压板,50、摆动臂,51、铰接轴,52、毛刷,53、滚轮,s、塑料膜,s1、点断线,s2、检测孔(或标记),s3、塑料膜断头。
具体实施方式
20.参见图1和图2,本实用新型一种吹膜机塑料膜切断装置的第一实施例,包括挤压辊支架转轴6、挤压辊支架7、切断机构支架转轴11、切断机构支架12、塑料膜切断机构和塑料膜断头压附机构,该挤压辊支架7的前端连接在挤压辊支架转轴6上,挤压辊支架转轴6转动连接在机架1上,在该挤压辊支架7的后端装有挤压辊8;在该挤压辊支架7的上方转动安装有切断机构支架转轴11,切断机构支架12的底端连接在切断机构支架转轴11上,在切断机构支架12的顶端装有顶端导辊15、塑料膜断头压附机构和塑料膜切断机构,顶端导辊15设在切断机构支架12的最顶端,在顶端导辊15的上面和下面分别设有塑料膜切断机构和塑料膜断头压附机构。
21.所述的塑料膜切断机构包括气缸13和切断刀14,气缸13固定在切断机构支架12的顶端,在该气缸13的活塞杆顶端装有切断刀14,该实施例的切断刀14为锯齿刀片(如图2所示),也可是滑动飞刀、电热刀片、电热丝或激光刀等。
22.参见图3-图5,本实用新型的第二实施例与第一实施例不同之处有两点,一是在所述的挤压辊支架转轴6的上方设有冲断启动传感器20;二是用月牙形的冲断板16代替上一实施例中的切断刀14。还可在气缸13的旁边设置一个冲断检测传感器19。该实施例加工的塑料膜s需要提前在切断处加工出点断线s1和检测孔或标记s2(参见图5),为冲断启动传感器20提供一个信号(具体作用参见下面的工作过程说明)。
23.参见图6-图8,本实用新型的塑料膜断头压附机构为吹气管18,可以用具有相同功能的其他部件代替,如能够上下偏转的(弧形)压板49(参见图6)、毛刷52(参见图7)或滚轮53(参见图8)代替,压板、毛刷或滚轮的上下摆动可以通过气缸驱动,也可与摆动臂50的一端连接,摆动臂50的另一端铰接在切断机构支架12的顶端(可以在铰接轴51上安装扭簧),工作当塑料膜s被切断后,压板、毛刷或滚轮在扭簧的弹力、本身的重力或用气缸驱动向下移动将塑料膜断头s3向下压在旋转的卷筒17的表面,被卷筒17 卷上(详见下面工作过程说明)。
24.本实用新型在应用时需要与吹膜机的卷膜装置配套,卷膜装置包括转盘10、卷绕轴22、伸缩支撑头23、卷绕支架导向辊24(参见图1)。本实用新型的工作过程说明如下(以第二实施例为例):
25.参见图9,塑料膜s经过前端导向辊5后,输送到卷膜装置的前面(图中左侧)。此时转盘10上的两个由两对固定支撑头和伸缩支撑头23支撑的卷筒17处于水平位置,后面的一对固定支撑头和伸缩支撑头23之间刚刚更换了一根卷筒(即第二卷筒17b),此前更换的第
一卷筒17a已经转到前面(参见图9),塑料膜s依次经过挤压辊支架转轴6(辊)的上面、挤压辊8的下面,然后向上绕在第一卷筒17a上。
26.参见图10,塑料膜s在第一卷筒17a上缠绕几圈后,转盘10顺时针转动180
°
,从上面绕在一个卷绕支架导向辊24的上面,此时第一卷筒17a转到了后面(如图10所示),此状态一直保持在第一卷筒17a上卷满设定长度的塑料膜s。
27.参见图11,当第一卷筒17a上卷满设定长度的塑料膜s后,冲断启动传感器20检测到塑料膜s上的检测孔或标记s2,便发出一个启动信号(对于第一实施例,该启动信号直接由程序发出),通过设备的控制器控制驱动切断机构支架转轴11转动,使切断机构支架12顺时针摆动一个角度,顶端的顶端导辊15将塑料膜s向下压,塑料膜s在顶端导辊15与上面的卷绕支架导向辊24之间形成竖向的平面,此平面与此时的冲断板16垂直,做好了冲断的准备。
28.参见图12,紧接着上面的过程,挤压辊支架转轴6逆时针摆动,带动挤压辊支架7同步摆动,其顶端的挤压辊8向上摆动到与第二卷筒17b的外周相抵,将两者之间的塑料膜s夹住。此时,吹气管18向下吹气;在塑料膜的点断线s1与冲断板16相对时(在冲断启动传感器20检测到检测孔s2发出的启动信号适当延时,延时由程序控制),启动气缸13,冲断板16向后(图中向右)伸出将塑料膜s的点断线s1冲断(当切断不成功时,气缸13旁边的冲断检测传感器19向控制器发出信号,重复切断动作,直至完成切断);切断后的塑料膜s下面的塑料膜断头s3在吹气管18向下吹出的气流作用下向下附在位于前面的第二卷筒17b表面并顺利卷入第二卷筒17b上,然后各装置复位到图9的状态。
29.对于第一实施例,当卷筒17卷满塑料膜后,程序发出切断指令,启动气缸13带动切断刀14伸出切断塑料膜s。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1