生产单位用量制品的机器、定量配给单元及定量配给方法与流程
1.本发明涉及一种用于定量配给流体产品的定量配给单元(dosing unit)和定量配给方法。
2.本发明的研发特别地考虑到其在生产单位用量制品中的应用,例如,填充有家用护理成分(比如衣物洗涤剂、洗碗机用洗涤剂、软化剂和家用电器中使用的其它成分)的单位用量制品。
3.本发明特别涉及由一种或更多种流体成分形成的封装在两个水溶性薄膜之间的洗涤剂盒(detergentpod)的生产。
4.在以下描述中,将在不失一般性的情况下参考该特定领域。
背景技术:
5.衣物洗涤剂盒和洗碗机用洗涤剂盒是水溶性囊袋,其含有高浓度的衣物洗涤剂、软化剂和其他洗衣产品。由于使用者使用的方便性以及作为因具有针对负载的精确测量而减少粉末和液体洗涤剂的使用浪费的一种途径而对可持续性的积极影响,洗涤剂盒正变得越来越受欢迎。
6.洗涤剂盒通常通过以下方式来生产:在第一水溶性薄膜中形成腔,用流体成分填充腔,在第一水溶性薄膜上施加第二水溶性薄膜,以及将第一水溶性薄膜和第二水溶性薄膜彼此连结以便将所述成分密封在两个水溶性薄膜之间。
7.wo2015179584-a1公开了用于将一种成分分配到沿着机器方向连续移动的幅材的腔中的方法和系统,其中,具有多个腔的水溶性幅材被设置在可连续移动的表面上,其中,包括多个喷嘴的填充设备定位成在所述喷嘴从第一位置移动到第二位置的同时将家用护理成分分配到腔中,并且其中,所述喷嘴在填充对应的腔后返回到所述第一位置。
8.与开始和停止填充过程相比(其中,腔在被填充时停止在喷嘴下方),交替往复分配过程提高了效率,在该交替往复分配过程中,一个或更多个喷嘴与待填充的腔一起移动,并且在填充腔后返回到开始位置,然而,在喷嘴填充了一组腔之后,喷嘴必须在开始填充下一组腔之前返回到开始位置。这会限制填充过程的速度以及在给定时间段内可以填充的腔的数量。
9.在wo2015179584-a1的图12b所示的实施例中,喷嘴在环形表面(例如,带旋转表面)上连续运动。喷嘴以与腔相同的速度和相同的方向移动,使得每个未填充的腔在分配步骤的持续时间内都处于同一喷嘴下。在分配停止后,喷嘴旋转并且返回到第一位置,在第一位置,喷嘴开始将成分再次分配到另一未填充的腔中。
10.与交替往复分配过程相比,喷嘴以连续运动方式移动的连续分配过程可以提高效率,但是也有局限性。例如,喷嘴的反向运动可能导致空气进入到喷嘴中,从而有可能滴落和污染下面的幅材。具有旋转喷嘴的系统需要能够在喷嘴的运动期间给喷嘴供料的供料系统,并且该供料系统能够保证定量配给的足够精度和可重复性。
技术实现要素:
11.本发明的目的是提供一种用于定量配给流体产品的定量配给单元和方法,其克服了现有技术的问题。
12.根据本发明,该目的通过根据权利要求1的定量配给单元和根据权利要求10的定量配给方法来实现。
13.根据另一方面,本发明涉及一种根据权利要求9的用于制造单位用量制品的机器。
14.权利要求形成了此处提供的与本发明相关的技术公开内容的组成部分。
附图说明
15.现将参考附图详细描述本发明,附图仅通过非限制性示例的方式给出,其中:
[0016]-图1是根据本发明的用于生产单位用量制品的机器的示意性侧视图;
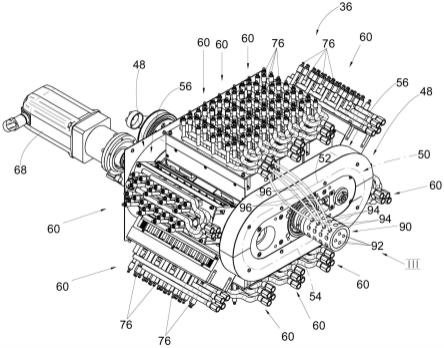
[0017]-图2是根据本发明的定量配给单元的透视图,该定量配给单元由图1中的箭头ii表示;
[0018]-图3是沿着图2的线iii截取的定量配给单元的前视图;
[0019]-图4是沿着图3的线iv-iv截取的横截面图;以及
[0020]-图5是示出本发明的定量配给单元的流体定量配给系统的示意性截面图。
[0021]
应当理解,附图是示意性的,并且各个图可能不以相同的比例表示。此外,在各个图中,一些元件可能没有示出,以更好地示出其他元件。
具体实施方式
[0022]
参考图1,一种用于生产单位用量制品的机器由附图标记10表示。
[0023]
机器10包括具有多个腔14的可移动表面12,该可移动表面沿着机器方向md连续可移动。在图1所示的实施例中,可移动表面12由轮16的围绕水平轴线a旋转的外周向表面形成。在可能的实施例中,可移动表面12可以由闭环带的外表面形成。
[0024]
机器10包括第一供给组件18,该第一供给组件被配置用于将第一连续水溶性薄膜20供给到可移动表面12上。第一连续水溶性薄膜20从第一卷筒22展开,并且在第一位置24处被供应到可移动表面12上。
[0025]
当第一连续水溶性薄膜20沿着机器方向md移动时,该第一连续水溶性薄膜保持在可移动表面12上。第一连续水溶性薄膜20可以通过作用在第一连续水溶性薄膜20的侧边上的机械保持元件保持在可移动表面12上,例如,通过将第一连续水溶性薄膜20的侧边保持在轮16的外表面上的带。
[0026]
当第一连续水溶性薄膜20沿着机器方向md移动时,该第一连续水溶性薄膜变形进入可移动表面12的腔14中。第一连续水溶性薄膜20变形进入腔14中可以通过吸入保持系统获得,该吸入保持系统包括在腔14的表面上开口的多个孔,并且与固定吸入室26流体连接,该固定吸入室26连接至低于大气压的压力源。第一连续水溶性薄膜20通过所述吸入保持系统保持附接到腔14的壁,使得在第一连续水溶性薄膜20中形成多个凹部,这些凹部具有与腔14相同的形状。
[0027]
机器10包括第二供给组件28,该第二供给组件被配置用于在相对于机器方向md位于所述第一位置24下游的第二位置32处将第二连续水溶性薄膜30供给到可移动表面12上。
第二连续水溶性薄膜30从第二卷筒34展开。
[0028]
机器10包括定量配给单元36,该定量配给单元被配置用于将定量的至少一种流体成分分配到放置在可移动表面14的腔14中的第一连续水溶性薄膜20的凹部中。定量配给单元36位于第一位置24和第二位置32之间的中间位置。定量配给单元36用一种或更多种流体成分填充第一连续水溶性薄膜20的凹部。在用所述流体成分填充第一连续水溶性薄膜20的凹部后,第二连续水溶性薄膜30被施加在第一连续水溶性薄膜20上,以便将所含有的定量的流体成分封装在第一连续水溶性薄膜20和第二连续水溶性薄膜30之间的凹部中。
[0029]
机器10包括润湿单元38,该润湿单元被配置用于润湿第二连续水溶性薄膜30的在所述第二位置32上游的表面。润湿单元38包括与第二连续水溶性薄膜30的表面接触的润湿辊,该第二连续水溶性薄膜将与第一连续水溶性薄膜20接触。第一连续水溶性薄膜20和第二连续水溶性薄膜30在相应的接触区域中彼此水密封,该接触区域包围含有被定量配给的流体成分的凹部。
[0030]
机器10包括纵向切割器40和横向切割器42,它们切割第一连续水溶性薄膜20和第二连续水溶性薄膜30之间的连结区域,以便形成独立的单位用量制品,这些单位用量制品被收集在输出传送带44上。通过纵向和横向切割产生的水溶性薄膜的碎片通过碎片抽吸器46去除。
[0031]
参考图2-图4,定量配给单元36包括固定导向件48,该固定导向件限定具有下部段52和上部段54的闭环导向路径50。闭环导向路径50可以具有直的水平下部段52、直的水平上部段54和两个弓形部段,每个弓形部段使直的水平下部段52和直的水平上部段54的相应的端部彼此连接。
[0032]
固定导向件48可以包括两个侧板56,这两个侧板彼此面对并且在水平方向上彼此间隔开。如图4和图5所示,每个侧板56可以具有相应的闭环导向狭槽58,该闭环导向狭槽58限定所述闭环导向路径50。
[0033]
定量配给单元36包括多个可移动元件60。这些可移动元件60沿着所述固定导向件48连续可移动。每个可移动元件60包括承载辊64的主体62。该辊64接合两个侧板56的闭环导向狭槽58,以便沿着闭环导向路径50引导相应的可移动元件60。
[0034]
参考图4,定量配给单元36包括传送系统66。该传送系统66被配置用于沿着所述闭环路径50连续地移动可移动元件60。传送系统66可以包括经由轴72连接到齿形带轮70的马达68,以及与齿形带轮70啮合并且连接到可移动元件60的主体62的齿形带74。
[0035]
参考图5,每个可移动元件60包括多个喷嘴76。当相应的可移动元件60沿着闭环导向路径50的下部段52移动时,喷嘴76面向下,而当相应的可移动元件60沿着闭环导向路径50的上部段54移动时,该喷嘴面向上。
[0036]
每个可移动元件60包括连接到一个或更多个喷嘴76的至少一个流体输送管线80。在一种可能的实施例中,每个可移动元件60可以包括多个输送管线80。输送管线80的数量可以是由定量配给单元36分配的不同流体成分的数量的倍数。每个输送管线80连接到一个或更多个喷嘴76。
[0037]
参考图2、图4和图5,定量配给单元36包括旋转流体分配器90。该旋转流体分配器90包括至少一个固定入口92和多个可移动出口94。旋转流体分配器90的可移动出口94经由相应的柔性管96连接到相应的输送管线80。图2中仅示出了几个柔性管96。在其他图中,为
了不影响对图的理解,没有示出柔性管96。
[0038]
参考图5,所述至少一个固定入口92连接到至少一个泵93,该泵93将从至少一个容器95获取的加压流体供给到旋转流体分配器90。
[0039]
旋转流体分配器90可以具有连接到相应的泵93的多个固定入口92(例如,四个固定入口92),所述泵93供给从不同容器95获取的不同流体成分。每个固定入口92连接到多个可移动出口94。旋转流体分配器90的旋转部分可以由马达旋转地驱动。
[0040]
参考图5,每个流体输送管线80与相应的受控阀82相关联。受控阀82是开/关阀,其在打开位置允许流体通过对应的流体输送管线80,在关闭位置阻止流体通过对应的流体输送管线80。
[0041]
每个受控阀82与致动器84相关联。该致动器84在开/关位置之间选择性地切换相应的受控阀82。致动器84可以是气动致动器、电动致动器或流体致动器。
[0042]
定量配给单元36的所有致动器84由控制单元86控制。该控制单元86根据限定的定量配给程序向致动器84发送打开/关闭信号。定量配给程序为每个受控阀82提供受控阀82应该打开的时刻以及受控阀82的打开持续时间。
[0043]
在受控阀82的每个打开周期中分配的流体成分的体积取决于若干个参数,比如:
[0044]-流体压力;
[0045]-流体的类型;
[0046]-工作温度;
[0047]-受控阀的打开时间。
[0048]
控制单元86可以被编程以控制受控阀82的打开时间以及所述至少一个泵93的供给压力,以便获得用于限定类型的流体成分和限定工作温度的期望的定量配给体积。
[0049]
在一种可能的实施例中,流体供给系统可以包括温度控制系统。该温度控制系统被配置用于控制流体成分的温度,以便确保对于相同的供给压力、定量配给时间和相同的流体,输送的流体体积保持恒定。
[0050]
例如,控制单元86可以从布置在马达68上的编码器接收关于可移动元件60沿着闭环导向路径50的位置的信息,以便使受控阀82的打开时刻与相应喷嘴76的位置同步。
[0051]
控制单元86可以经由导线和旋转连接器或无线(例如经由无线电)向致动器84发送控制信号。
[0052]
在一种可能的实施例中,至少一个流体输送管线80可以与相应的流量计104相关联。该流量计测量104在相应的受控阀82的每个打开周期期间通过相应的流体输送管线80输送的流体的体积。控制单元86可以从一个或更多个流量计104接收关于喷嘴76输送的流体的体积的实时数据。控制单元86可以被配置为依据所述至少一个流量计104提供的数据来调节受控阀82的打开时间和/或所述至少一个泵93的供给压力,以补偿由于温度和流体粘度随着时间的变化而导致的分配体积的变化。
[0053]
参考图5,在一种可能的实施例中,每个喷嘴76具有相应的截止阀102,当流体输送管线80中的流体压力大于预定阈值时,该截止阀102打开以允许流体从对应的定量配给室78流向喷嘴76,并且当输送管线80中的流体压力低于所述预定阈值时,该截止阀102关闭。截止阀的打开阈值低于流体输送管线80中的流体供应压力。
[0054]
在操作中,定量配给单元36的可移动元件60沿着闭环导向路径50连续移动,并且
轮16围绕水平轴线a连续旋转。
[0055]
可移动元件60的速度和位置与轮16的速度和位置同步,使得当可移动元件60沿着闭环导向路径50的下部段52移动时,每个喷嘴76面向可移动表面12的相应的腔14。
[0056]
当可移动元件60沿着闭环路径50的下部段52移动时,控制单元86向对应的致动器84发送打开命令。在接收到打开命令时,致动器84打开对应的受控阀82。因此,流体成分从喷嘴76输送,并且填充位于可移动表面16的腔14中的第一连续水溶性薄膜20的对应凹部。
[0057]
控制单元86保持受控阀82打开预定的打开时间,在预定的供给压力下,该预定的打开时间对应于所需的定量配给体积。当预定的打开时间已经过去时,控制单元86向致动器84发送关闭命令。受控阀82的打开时间应小于可移动元件60沿着闭环导向路径50的下部段52行进所花费的时间。
[0058]
当可移动元件60沿着闭环路径50的上部段54移动时,受控阀82关闭。截止阀102在喷嘴76的反向定向期间防止流体滴落以及空气进入喷嘴76。
[0059]
定量配给单元36基于输送时间和压力来输送计量用量的流体成分,这提供了对在喷嘴76沿着闭环导向路径50的下部段52的每次行进中所输送的流体成分的体积的精确控制。因此,定量配给单元36可以保证定量配给的足够精度和可重复性。喷嘴的反向运动不会导致流体滴落或空气进入喷嘴。因此,定量配给单元36防止滴落和污染下面的水溶性薄膜。
[0060]
当然,在不损害本发明的原理的情况下,构造和实施例的细节可以相对于所描述和示出的内容进行广泛的变化,而不脱离由所附权利要求限定的本发明的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1