板材自动加工生产线的制作方法
1.本发明涉及板材加工的技术领域,更具体的说,它涉及一种板材自动加工生产线。
背景技术:
2.在实际的工厂生活当中,板材的加工以及立体仓储是相互独立的两个部分,不能够实现自动化对接;板材在出库之后需要经历切割、校平、折弯等工序之后形成钣金件,然后堆码入箱后输送至后续装配生产线进行组装。
3.现有生产线在进行板材加工时,在板材加工成钣金件的过程中,需要人工进行各个工序之间的对接,因此,生产效率低下。
技术实现要素:
4.本发明公开了一种板材自动加工生产线,解决了板材加工成钣金件在加工过程中,需要人工进行各个工序之间的对接,因此,生产效率低下的问题。
5.本发明公开了一种板材自动加工生产线,包括:立体库,所述立体库用于储存板材,所述立体库具有板材入口和板材出口;切割机,所述切割机用于对板材进行切割;桁架机械手,设置在立体库的板材出口位置处,所述桁架机械手用于将所述板材出口位置处的板材移动至所述切割机;分拣设备,所述分拣设备设置在所述切割机位置处,所述桁架机械手或将所述切割机切割后的板材移动至所述分拣设备上,所述分拣设备用于将切割好的板材运送至下一道工序位置处
6.进一步地,所述桁架机械手包括:上料机械手,所述上料机械手用于将所述板材出口位置处的板材移动至所述切割设备;下料机械手,用于将所述切割机切割后的板材移动至下一工序位置处。
7.进一步地,所述桁架机械手包括:第一导轨,所述第一导轨靠近所述立体库设置;第二导轨,所述第二导轨与所述第一导轨相对设置,所述第二导轨远离所述立体库设置,所述切割机位于所述第一导轨和所述第二导轨之间;第一移动粱,所述第一移动料两端分别可移动地设置在所述第一导轨和所述第二导轨上,所述上料机械手可移动地设置在所述第一移动粱上;第二移动粱,所述第二移动料两端分别可移动地设置在所述第一导轨和所述第二导轨上,所述下料机械手可移动地设置在所述第二移动粱上。
8.进一步地,所述分拣设备包括:出料传送装置,所述出料传送装置设置在所述切割机位置处,所述桁架机械手用于将所述切割机切割后的板材移动至所述出料传送装置上;大件传送装置,所述大件传送装置与所述出料传送装置相邻设置;检测装置,所述检测装置用于检测切割后的板材尺寸;分拣机械臂,所述分拣机械臂设置在所述出料传送装置位置处;控制装置,所述控制装置分别与所述检测装置、所述分拣机械臂电连接,所述控制装置用于控制所述分拣机械臂将所述出料传送装置上大于预设尺寸的板材分拣至所述大件传送装置上。
9.进一步地,所述分拣设备还包括:小件传送装置,所述小件传送装置用于传送小于
预设尺寸的板材;自动导引运输车,所述自动导引运输车用于将所述出料传送装置上的板材运送至所述小件传送装置上。
10.进一步地,弯折机,所述弯折机设置在所述分拣设备位置处,用于对板材进行弯折工序;弯折机械手,所述弯折机械手设置在所述弯折机位置处,用于将所述分拣设备上的板材移动至所述弯折机上并进行弯折工序。
11.进一步地,所述分拣设备还包括:小件弯折传送装置,所述小件弯折传送装置设置在所述小件传送装置,所述小件弯折传送装置用于板材运送至所述弯折机位置处,所述弯折机械手将所述小件弯折传送装置上的板材运送至所述弯折机进行弯折;分类机械臂,设置在所述小件弯折传送装置与所述小件传送装置之间,所述分类机械臂用于将需要弯折工序的板材自所述小件传送装置运送至所述小件弯折传送装置上;所述分拣设备还包括:大件弯折传送装置,所述大件弯折传送装置设置在所述大件传送装置与所述弯折机之间,所述自动导引运输车用于将所述大件传送装置上的板材运送至所述大件弯折传送装置上,所述大件弯折传送装置用于将板材运送至所述弯折机位置处,所述弯折机械手将所述大件弯折传送装置上的板材运送至所述弯折机进行弯折。
12.进一步地,所述分拣设备还包括:校平机,所述设置在所述大件弯折传送装置上,用于对板材进行校平。
13.进一步地,所述分拣设备还包括:下料传送装置,所述下料传送装置与所述大件弯折传送装置相邻设置,所述自动导引运输车用于将所述下料传送装置上的板材运送至所述下料传送装置上。
14.进一步地,所述分拣设备还包括:大件堆叠机械臂,所述大件堆叠机械臂设置在所述下料传送装置,所述大件堆叠机械臂用于将所述下料传送装置和/或所述大件弯折传送装置上的板材移动至堆叠位置。
15.本发明的板材自动加工生产线通过设置桁架机械手和分拣设备,使用时,通过桁架机械手将板材出口位置处的板材移动至切割机,再通过桁架机械手将切割机切割后的板材移动至分拣设备上,分拣设备将板材运送至下一道工序,从而形成自动化生产系统,做到物料自动化对接,提高生产效率。
附图说明
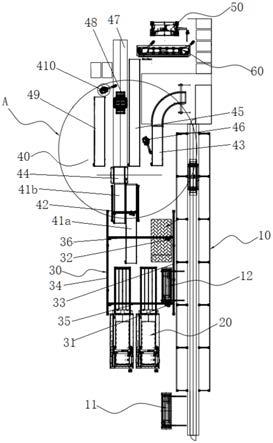
16.图1是本发明实施例的板材自动加工生产线的结构示意图;
17.图2是图1中a的局部放大图;
18.图例:10、立体库;11、板材入口;12、板材出口;20、切割机;30、桁架机械手;31、上料机械手;32、下料机械手;33、第一导轨;34、第二导轨;35、第一移动粱;36、第二移动粱;40、分拣设备;41a、出料传送装置;41b、大件传送装置;42、分拣机械臂;43、小件传送装置;44、自动导引运输车;45、小件弯折传送装置;46、分类机械臂;47、大件弯折传送装置;48、校平机;49、下料传送装置;410、大件堆叠机械臂;50、弯折机;60、弯折机械手。
具体实施方式
19.下面结合实施例对本发明做进一步说明,但不局限于说明书上的内容。
20.本发明公开了一种板材自动加工生产线,包括立体库10、切割机20、桁架机械手
30、分拣设备40、弯折机50和弯折机械手60,立体库10用于储存板材,立体库10具有板材入口11和板材出口12;切割机20用于对板材进行切割;桁架机械手30设置在立体库10的板材出口12位置处,桁架机械手30用于将板材出口12位置处的板材移动至切割机20;分拣设备40设置在切割机20位置处,桁架机械手30将切割机20切割后的板材移动至分拣设备40上;弯折机50设置在分拣设备40位置处,用于对板材进行弯折工序;弯折机械手60设置在弯折机50位置处,用于将分拣设备40上的板材移动至弯折机50上并进行弯折工序。
21.本发明的板材自动加工生产线通过设置桁架机械手、分拣设备和弯折机械手,使用时,通过桁架机械手30将板材出口12位置处的板材移动至切割机20,再通过桁架机械手30将切割机20切割后的板材移动至分拣设备40上,分拣设备40将板材运送至弯折机50位置处,通过弯折机械手30将板材运送至弯折机50上进行加工处理,从而形成自动化生产系统,使得钣金物料在储存与生产时能够切合生产需求,并及时做到物料自动化对接,提高生产效率。
22.在本实施例中,桁架机械手30包括上料机械手31、下料机械手32、第一导轨33、第二导轨34、第一移动粱35、和第二移动粱36,第一导轨33靠近立体库10设置;第二导轨34与第一导轨33相对设置,第二导轨34远离立体库10设置,切割机20位于第一导轨33和第二导轨34之间;第一移动料两端分别可移动地设置在第一导轨33和第二导轨34上,上料机械手31可移动地设置在第一移动粱35上,上料机械手31用于将板材出口12位置处的板材移动至切割设备;第二移动料两端分别可移动地设置在第一导轨33和第二导轨34上,下料机械手32可移动地设置在第二移动粱36上,下料机械手32用于将切割机20切割后的板材移动至下一工序位置处。通过设置两个机械手,可以实现从立体库到切割机再到分拣设备的自动对接,从而提高生产效率,节省人工成本。
23.进一步地,分拣设备40包括出料传送装置41a、大件传送装置41b、检测装置、分拣机械臂42和控制装置,出料传送装置41a设置在切割机20位置处,桁架机械手30用于将切割机20切割后的板材移动至出料传送装置41a上;大件传送装置41b与出料传送装置41a相邻设置;检测装置用于检测切割后的板材尺寸;分拣机械臂42设置在出料传送装置41a位置处;控制装置分别与检测装置、分拣机械臂42电连接,控制装置用于控制分拣机械臂42将出料传送装置41a上大于预设尺寸的板材分拣至大件传送装置41b上。通过设置检测装置,可以根据尺寸的大小对板件进行识别,从而将大于预设尺寸的板材通过分拣机械臂42分拣至大件传送装置41b上,从而实现不同尺寸板材的分类。需要说明的是,检测装置采用2d/3d相机实现图像信息采集。
24.进一步地,分拣设备40还包括小件传送装置43和自动导引运输车44,小件传送装置43用于传送小于预设尺寸的板材;自动导引运输车44用于将出料传送装置41a上的板材运送至小件传送装置43上。在使用过程中,自动导引运输车44将出料传送装置41a上尺寸较小的板材直接运送至小件传送装置43上,从而实现不同尺寸板材的分类处理,大大提高了生产效率。
25.进一步地,分拣设备40还包括小件弯折传送装置45、分类机械臂46,小件弯折传送装置45设置在小件传送装置43,小件弯折传送装置45用于板材运送至弯折机50位置处,弯折机械手60将小件弯折传送装置45上的板材运送至弯折机50进行弯折;分类机械臂46设置在小件弯折传送装置45与小件传送装置43之间,分类机械臂46用于将需要弯折工序的板材
自小件传送装置43运送至小件弯折传送装置45上。通过设置小件弯折传送装置45和分类机械臂46,在遇到需要小尺寸板材需要进行弯折工艺时,可以通过分类机械臂将需要弯折的小尺寸板材,由小件传送装置43上运送至小件弯折传送装置45上,并通过小件弯折传送装置45传送至弯折机50位置处,再通过弯折机械手60将小件弯折传送装置45上的板材运送至弯折机50进行弯折,从而实现小尺寸板材的自动弯折,提高生产效率。
26.进一步地,分拣设备40还包括大件弯折传送装置47,大件弯折传送装置47设置在大件传送装置41b与弯折机50之间,自动导引运输车44用于将大件传送装置41b上的板材运送至大件弯折传送装置47上,大件弯折传送装置47用于将板材运送至弯折机50位置处,弯折机械手60将大件弯折传送装置47上的板材运送至弯折机50进行弯折。使用时,自动导引运输车44将大件传送装置41b上的板材运送至大件弯折传送装置47上,大件弯折传送装置47再将板材运送至弯折机50位置处,弯折机械手60将大件弯折传送装置47上的板材运送至弯折机50进行弯折,从而实现大尺寸板材的弯折工艺,提高生产效率。
27.分拣设备40还包括校平机48,设置在大件弯折传送装置47上,用于对板材进行校平,通过设置校平机,可以通过校平机对板材进行校平,从而提高产品的质量。
28.分拣设备40还包括下料传送装置49,下料传送装置49与大件弯折传送装置47相邻设置,自动导引运输车44用于将下料传送装置49上的板材运送至下料传送装置49上。通过设置下料传送装置49,可以将不需要弯折的大尺寸板材直接通过下料传送装置49传送至堆叠位置,从而实现不同板材的分类处理,提高了生产线的通用性。
29.分拣设备40还包括大件堆叠机械臂410,大件堆叠机械臂410设置在下料传送装置49,大件堆叠机械臂410用于将下料传送装置49和/或大件弯折传送装置47上的板材移动至堆叠位置。通过大件堆叠机械臂410可以对不需要弯折的大尺寸板材直接下料堆叠,通过下料传送装置49传送至堆叠位置,从而实现不同板材的分类处理,提高了生产线的通用性。需要说明的是,大件堆叠机械臂410同时与下料传送装置49和大件弯折传送装置47相邻设置,因此,在不需要弯折的大尺寸板材,也可以通过校平机进行校平,在校平后,可以通过堆叠机械臂410移动至堆垛区域中,也就是说,弯折和非弯折的板材共用一套校平机,节省了设备数量,使成本大大降低。
30.显然,本发明的上述实施方式仅仅是为清楚地说明本发明所作的举例,而并非是对本发明的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无法对所有的实施方式予以穷举。凡是属于本发明的技术方案所引伸出的显而易见的变化或变动仍处于本发明的保护范围之列。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1