基于智能化的石墨烯地毯制备系统的制作方法
1.本发明涉及石墨烯技术领域,尤其是指基于智能化的石墨烯地毯制备系统。
背景技术:
2.石墨烯具有优异的光学、电学、力学特性,在材料学、微纳加工、能源、生物医学和药物传递等方面具有重要的应用前景,被认为是一种未来革命性的材料。石墨烯地毯属于电地暖的一种,它是应用石墨烯进行涂层处理,能够改善电地毯很多性能,属于新一代电地毯,石墨烯电地毯非常好打理。因为没有电阻丝,所以不怕折叠,而且还不怕水。如果不慎打翻水,直接断电擦干水就可以,而且还可以清洗,非常方便。石墨烯地毯在生产时,由于规格变化以及工艺区别,采用单一的输送线(辊)时,无法对不同宽度的地毯进行加工,同时,在进行石墨烯涂层操作时,需要将地毯吊起,现有都是采用两个工人,各持地毯一端,然后进行吊夹操作,这种方式劳动强度大,效率低。
技术实现要素:
3.本发明的目的在于克服现有技术的不足,提供一种基于智能化的结构合理、使用效果好的石墨烯地毯制备系统。
4.为实现上述目的,本发明所提供的技术方案为:基于智能化的石墨烯地毯制备系统,它包括有输送架,输送架顶部沿长度方向安装有主输送带,输送架两侧设有侧向扩展单元,输送架输出端下方设有升降架,升降架顶部安装有翻转输送轨道,翻转输送轨道输入端下方安装有翻转升降板,翻转升降板底部设有翻转升降气缸,翻转输送轨道上活动安装有翻转托板,翻转托板其中一端的两侧固定有限位卡轴,翻转输送轨道输出端设有限位翻转单元,限位翻转单元上方安装有抓取单元。
5.所述的限位翻转单元包括有限位轴板,限位轴板为两块,分别位于翻转输送轨道输出端两侧,限位轴板顶部固定有竖直向上的外限位板,两块限位轴板之间的主输送架上固定有翻转铰板,翻转铰板上活动铰接有翻转铰杆;翻转铰板输入方向的主输送架上固定有铰杆托杆,翻转铰杆其中一端与翻转铰板铰接,另一端倾斜向上由铰杆托杆承托;翻转输送轨道上安装有传送链条,翻转托板底部设有限位托块,限位托块由传送链条承托,翻转输送轨道输入方向的两条传送链条之间安装有铰杆推杆;翻转托板方向的限位轴板上设有c形的卡轴限位槽;限位卡轴位于翻转输送轨道输出方向的翻转托板端部。
6.所述的侧向扩展单元包括有侧向扩展架、侧向扩展辊、端部罩板,其中,输送架长度方向两侧活动铰接有侧向扩展架,侧向扩展架顶部安装有侧向扩展辊,侧向扩展架底部铰接有侧向扩展气缸,侧向扩展气缸底部倾斜向下与输送架中部或下部铰接,端部罩板其中一侧与输送架外侧下部铰接,端部罩板另一侧与辊罩板其中一侧铰接,辊罩板另一侧活动安装有限位插销,辊罩板边缘处设有插销滑动槽,限位插销活动插装在插销滑动槽内,输送架内侧顶部设有下凹形成的插销孔。
7.所述的抓取单元包括有吊送轨道,吊送轨道安装在主输送架输出端上方,吊送轨
道底部活动安装有吊送滑杆,吊送滑杆由相应的吊送链条带动行走,吊送滑杆上部一侧固定有动力固定杆,吊送滑杆上部另一侧固定有铰板固定杆,动力固定杆外端固定有动力限位板,铰板固定杆外端活动铰接有限位连杆,限位连杆底部设有上铰销,上铰销上铰接有动力连杆和过渡连杆,动力连杆另一端倾斜向上与动力滑杆一端铰接,动力滑杆另一端穿过动力限位板形成动力端;过渡连杆底部向下与夹取单元铰接;主输送架输出端外侧固定有固定柱,固定柱上部设有夹板开合气缸,夹板开合气缸的活塞杆正对动力滑杆的动力端方向。
8.所述的夹取单元包括有竖向滑动轴、复位弹簧、左夹板、右夹板、限位套筒,其中,限位套筒通过抓取固定板竖直固定在吊送滑杆底部,竖向滑动轴活动套装在限位套筒内,竖向滑动轴顶部向上穿过限位套筒与过渡连杆底部铰接,限位套筒上方的竖向滑动轴外周面上固定有轴限位环,限位套筒外侧套装有复位弹簧,复位弹簧底部与抓取固定板顶部抵触,复位弹簧顶部与轴限位环底部抵触;限位套筒下部两侧设有内外贯穿的铰槽,铰槽内设有夹取铰销,左夹板、右夹板顶部相对折弯形成铰臂,铰臂中部与夹取铰销铰接,铰臂端部穿过铰槽与竖向滑动轴底部铰接,左夹板、右夹板下部相对一侧安装有缓冲垫,两个缓冲垫之间形成夹装区。
9.本发明在采用上述方案后,主输送带用于对石墨烯地毯进行输送,在输送的过程中,根据需要使用扩展单元形成多功能工作台,完成工序后的石墨烯地毯送至翻转托板上,由翻转输送轨道送至限位翻转单元处,使石墨烯地毯竖起,再通过抓取单元和夹取单元将石墨烯地毯夹住输送至后工序,本方案与外部控制系统配合后可以形成自动化的生产线,其结构合理、使用效果好。
附图说明
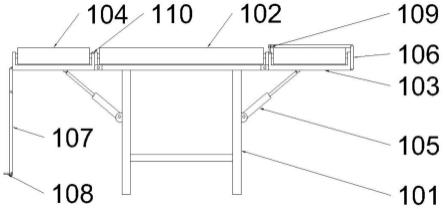
10.图1为本发明的整体结构示意图。
11.图2为本发明的限位翻转单元结构示意图。
12.图3为本发明的翻转铰杆铰接示意图。
13.图4为本发明的抓取单元结构示意图。
14.图5为本发明的夹取单元结构示意图。
具体实施方式
15.下面结合所有附图对本发明作进一步说明,本发明的较佳实施例为:参见附图1至附图5,本实施例所述的基于智能化的石墨烯地毯制备系统包括有输送架101,输送架101顶部沿长度方向安装有主输送带102,输送架101两侧设有侧向扩展单元,输送架101输出端下方设有升降架,升降架顶部安装有翻转输送轨道502,翻转输送轨道502输入端下方安装有翻转升降板503,翻转升降板503底部设有翻转升降气缸504,翻转输送轨道502上活动安装有翻转托板505,翻转托板505其中一端的两侧固定有限位卡轴506,翻转输送轨道502输出端设有限位翻转单元,限位翻转单元上方安装有抓取单元。
16.限位翻转单元包括有限位轴板507,限位轴板507为两块,分别位于翻转输送轨道502输出端两侧,限位轴板507顶部固定有竖直向上的外限位板509,两块限位轴板507之间的主输送架511上固定有翻转铰板512,翻转铰板512上活动铰接有翻转铰杆513;翻转铰板
512输入方向的主输送架511上固定有铰杆托杆514,翻转铰杆513其中一端与翻转铰板512铰接,另一端倾斜向上由铰杆托杆514承托;翻转输送轨道502上安装有传送链条510,翻转托板505底部设有限位托块,限位托块由传送链条510承托,翻转输送轨道502输入方向的两条传送链条510之间安装有铰杆推杆516;翻转托板505方向的限位轴板507上设有c形的卡轴限位槽508;限位卡轴506位于翻转输送轨道502输出方向的翻转托板505端部。
17.侧向扩展单元包括有侧向扩展架103、侧向扩展辊104、端部罩板106,其中,输送架101长度方向两侧活动铰接有侧向扩展架103,侧向扩展架103顶部安装有侧向扩展辊104,侧向扩展架103底部铰接有侧向扩展气缸105,侧向扩展气缸105底部倾斜向下与输送架101中部或下部铰接,端部罩板106其中一侧与输送架101外侧下部铰接,端部罩板106另一侧与辊罩板107其中一侧铰接,辊罩板107另一侧活动安装有限位插销108,辊罩板107边缘处设有插销滑动槽109,限位插销108活动插装在插销滑动槽109内,输送架101内侧顶部设有下凹形成的插销孔110。
18.抓取单元包括有吊送轨道601,吊送轨道601安装在主输送架511输出端上方,吊送轨道601底部活动安装有吊送滑杆602,吊送滑杆602由相应的吊送链条带动行走,吊送滑杆602上部一侧固定有动力固定杆603,吊送滑杆602上部另一侧固定有铰板固定杆604,动力固定杆603外端固定有动力限位板606,铰板固定杆604外端活动铰接有限位连杆607,限位连杆607底部设有上铰销,上铰销上铰接有动力连杆608和过渡连杆610,动力连杆608另一端倾斜向上与动力滑杆609一端铰接,动力滑杆609另一端穿过动力限位板606形成动力端;过渡连杆610底部向下与夹取单元铰接;主输送架511输出端外侧固定有固定柱617,固定柱617上部设有夹板开合气缸618,夹板开合气缸618的活塞杆正对动力滑杆609的动力端方向。
19.夹取单元包括有竖向滑动轴611、复位弹簧612、左夹板613、右夹板614、限位套筒615,其中,限位套筒615通过抓取固定板605竖直固定在吊送滑杆602底部,竖向滑动轴611活动套装在限位套筒615内,竖向滑动轴611顶部向上穿过限位套筒615与过渡连杆610底部铰接,限位套筒615上方的竖向滑动轴611外周面上固定有轴限位环616,限位套筒615外侧套装有复位弹簧612,复位弹簧612底部与抓取固定板605顶部抵触,复位弹簧612顶部与轴限位环616底部抵触;限位套筒615下部两侧设有内外贯穿的铰槽,铰槽内设有夹取铰销,左夹板613、右夹板614顶部相对折弯形成铰臂,铰臂中部与夹取铰销铰接,铰臂端部穿过铰槽与竖向滑动轴611底部铰接,左夹板613、右夹板614下部相对一侧安装有缓冲垫,两个缓冲垫之间形成夹装区。
20.本发明在采用上述方案后,原始状态的侧向扩展架在自重下下垂于输送架两侧,辊罩板位于侧向扩展辊外侧,限位插销插装在插销孔,此时用于较窄的石墨烯地毯输送和生产;主输送带可以用输送辊替代;
21.当用于较宽的石墨烯地毯时,侧向扩展气缸的活塞杆伸出,带动侧向扩展架以内侧的铰接点为中心,外端向上旋转,最终使侧向扩展辊与主输送带齐平(侧向扩展辊的长度方向与主输送带的长度方向相同);
22.然后上拉,使限位插销退出插销孔,向外上方打开辊罩板,使辊罩板自然垂吊在侧向扩展架外侧,即可进行较宽的石墨烯地毯输送;
23.当用于手动铺设或加工毯边装饰时(当多功能加工台),向上拉动辊罩板,使端部
罩板位于侧向扩展架外侧,辊罩板覆盖在侧向扩展辊顶部,同时将限位插销插入插销孔;
24.防止辊罩板向外或向内滑动,插好后,辊罩板表面即形成了工作台,用于放置辅助用品或物料,主输送带用于输送,本方案一条输送线可以用于多个工艺使用,大大降低了企业的用地需求和使用成本;
25.在多功能加工台上加工完成后,通过主输送带输送至翻转托板上,原始状态的翻转升降气缸活塞杆伸出,使翻转托板表面与主输送带表面齐平,翻转托板的大小根据地毯大小设计;
26.石墨烯地毯由主输送带输送,行至主输送带输出端时,石墨烯地毯由翻转托板承托(通过调整主输送架与主输送带之间的距离,以适应不同长度的石墨烯地毯);
27.石墨烯地毯完全行至翻转托板上之后,翻转升降气缸活塞杆收缩,带动翻转升降板下降,翻转升降板带动翻转托板下降,翻转托板同步带动石墨烯地毯下降;
28.当翻转升降板下降到位(限位托块底部与传送链条接触)后,翻转升降板继续下降离开翻转托板,翻转托板由传送链条承托,传送链条在相应电机的带动下运转,带动翻转托板向限位轴板方向行走;
29.吊送滑杆顶部通过吊送轨道限位,并由相应吊送链条带动行走,原始状态的复位弹簧伸张,向上顶起轴限位环,左夹板、右夹板相到靠拢闭合;
30.当行至夹板开合气缸处时(竖起的石墨烯地毯上方),夹板开合气缸的活塞杆伸出,推动动力滑杆的动力端,动力滑杆的铰接端向限位连杆方向行走,动力连杆、限位连杆上部之间的距离变小;
31.动力连杆、限位连杆底部向下运动的同时向下推动过渡连杆,过渡连杆下压带动竖向滑动轴同步下行(复位弹簧被压缩),竖向滑动轴在下行时带动铰臂内端同步下行,在夹取铰销的限位作用下,右夹板、左夹板下部相对远离(向外上方行走),从而使夹装区打开;
32.传送链条在传送的同时带动铰杆推杆同步行走(铰杆推杆水平面低于翻转铰杆顶部的高度,翻转铰杆顶部的高度低于翻转托板底部的高度),传送链条在持续运动中限位卡轴嵌入卡轴限位槽,翻转托板被限位轴板阻挡停止运动;
33.传送链条继续运转带动铰杆推杆继续行走,当铰杆推杆与翻转铰杆接触后,并推动翻转铰杆以翻转铰板的铰接点为中心,上端向上旋转,翻转铰杆向上旋转的同时带动翻转托板后端上行(限位卡轴方向的翻转托板为前端,翻转托板前端以限位卡轴为中心向上行走),翻转托板在上行的同时带动石墨烯地毯竖直,最终使石墨烯地毯竖直在外限位板与翻转托板之间;同时,石墨烯地毯顶部位于夹装区内;
34.待石墨烯地毯进入夹装区后,夹板开合气缸的活塞杆收缩离开动力滑杆,复位弹簧失去压力扩展,带动轴限位环上行,轴限位环带动竖向滑动轴上行,竖向滑动轴同步带动铰臂内端上行,使右夹板、左夹板下部相对靠拢,通过缓冲垫将石墨烯地毯夹住,再通过吊送轨道送至下工序即可,采用本方案后的结构合理、与外部系统配合可以实现石墨烯地毯的自动化输送生产。
35.以上所述之实施例只为本发明之较佳实施例,并非以此限制本发明的实施范围,故凡依本发明之形状、原理所作的变化,均应涵盖在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1