一种能感知玻璃翘曲方向的自动印刷机的制作方法
1.本技术涉及印刷机技术领域,尤其是涉及一种能感知玻璃翘曲方向的自动印刷机。
背景技术:
2.智能手机、平板电脑等触摸式电子设备已应用越发广泛。大部分智能设备均配置有触控式电子屏幕,触控式电子屏幕主要分为电阻屏和电容屏,这两类触控屏幕在制造时,为了让消费者使用更加方便,均会在相关位置印刷触控图标。
3.授权公告号为cn105856813b的中国专利公开了一种玻璃屏的自动印刷设备,工作时,由传送机构将物料送至除尘装置,再将除尘后的物料送至印刷台机构,印刷装置对印刷台机构的物料进行印刷;自动送料机构从印刷台机构取出印刷完成的物料并送回自动传送机构,整个过程中,自动装卸、自动除尘和自动印刷一体完成,工作效率高,产品印刷质量好。
4.在实现本技术过程中,发明人发现该技术中至少存在如下问题:玻璃屏生产过程中需要进行开料、cnc、平磨、钢化、丝印及烘烤等工艺,而在这些生产工艺过程中,由于玻璃残留应力、受热不均匀等,容易导致玻璃表面弯曲形变,从而导致成品玻璃屏和lcd屏幕贴合后,两者间产生较大应力,影响最终显示屏幕的使用寿命;因此,可作进一步改善。
技术实现要素:
5.为了确保最终显示屏幕的使用寿命,本技术提供一种能感知玻璃翘曲方向的自动印刷机。
6.本技术的上述目的是通过以下技术方案得以实现的:一种能感知玻璃翘曲方向的自动印刷机,包括印刷机本体,所述印刷机本体前侧设有送料机构,所述送料机构沿玻璃传送方向依次设有用于检测玻璃弯曲方向的检测机构以及用于将弯曲玻璃移出送料机构的除废机构;所述检测机构包括固设于传送机构的检测架、检测器以及控制器,所述检测器固设于检测架且对应于玻璃中心、四周边角,所述控制器固设于检测架,且所述控制器与检测器之间、控制器与除废机构之间均为电连接。
7.通过采用上述技术方案,工作时,送料机构用于将玻璃送入印刷机本体进行印刷工艺;在此过程中,先是检测机构用于检测玻璃是否出现船翘/龟翘,即用于检测玻璃弯曲方向,随后除废机构用于将出现船翘/龟翘的玻璃进行移除,且令平整的玻璃正常送入印刷机本体进行印刷工艺,即用于将弯曲玻璃移出送料机构,确保最终显示屏幕的使用寿命。
8.可选的,所述送料机构包括机架,所述机架沿玻璃传送方向依次设有传送辊组以及过渡辊组,且所述传送辊组连接有传送带;所述除废机构包括翻转架,所述翻转架转动设置于机架一侧,所述翻转架转动设置有与过渡辊组交叉布置的翻转辊组,所述机架设有用于驱动翻转架、翻转辊组进行翻转的翻转驱动组件;所述机架设有用于驱动传送辊组、过渡辊组、翻转辊组同步转动的送料驱动组件。
9.通过采用上述技术方案,检测器分别测量玻璃中心、四周边角的高度,并由控制器分析玻璃为船翘/龟翘/平整,当船翘/龟翘的玻璃传送至相互交叉布置的翻转辊组和过渡辊组时,翻转驱动组件驱动翻转架、翻转辊组进行翻转,使翻转辊组翻转的过程中将船翘/龟翘的玻璃快速移出送料机构。
10.可选的,所述送料驱动组件包括驱动轴,所述驱动轴转动设置于机架预设的安装腔内,所述机架开设有与安装腔相连通且用于供翻转辊组翻转嵌入的卡口;所述传送辊组、过渡辊组以及翻转辊组端部均固设有蜗轮,所述驱动轴外周固设有与蜗轮相啮合适配的蜗杆,所述机架固设有与驱动轴端部同轴连接的送料驱动电机。
11.通过采用上述技术方案,送料驱动电机驱动驱动轴转动的过程中,驱动轴能够通过蜗轮蜗杆相啮合方式带动传送辊组、过渡辊组以及翻转辊组转动。
12.可选的,所述送料驱动组件包括驱动轴,所述驱动轴转动设置于机架预设的安装腔内,所述机架开设有与安装腔相连通且用于供翻转辊组翻转嵌入的卡口;所述传送辊组、过渡辊组以及翻转辊组端部均固设有从动锥齿轮,所述驱动轴外周固设有与从动锥齿轮相啮合适配的主动锥齿轮,所述机架固设有与驱动轴端部同轴连接的送料驱动电机。
13.通过采用上述技术方案,送料驱动电机驱动驱动轴转动的过程中,驱动轴能够通过锥齿轮啮合方式带动传送辊组、过渡辊组以及翻转辊组转动。
14.可选的,所述翻转辊组对应卡口位置固定套设有连接轴承,所述卡口底部固设有与连接轴承相磁吸配合的电磁铁,且所述控制器与电磁铁之间为电连接。
15.通过采用上述技术方案,套设于翻转辊组的连接轴承嵌入卡口之后能够通过电磁铁磁吸方式进行稳固,确保翻转辊组与驱动轴之间的啮合关系;另外,翻转辊组将船翘/龟翘的玻璃快速移出送料机构的过程中,玻璃在离心力作用下存在脱离翻转辊组的趋势,此时的连接轴承则能够起到一定的限位作用,降低玻璃脱离翻转辊组的风险。
16.可选的,所述翻转驱动组件包括翘杆,所述翘杆固设于翻转架背离翻转辊组的一侧,所述翘杆远离翻转架的一端与机架之间铰接有翻转气缸,且所述控制器与翻转气缸之间为电连接。
17.通过采用上述技术方案,翻转气缸工作时能够通过翘杆带动翻转架、翻转辊组进行翻转。
18.可选的,所述除废机构一侧设有收集框,所述收集框设有开口朝向除废机构一侧的缓冲布。
19.通过采用上述技术方案,翻转驱动组件驱动翻转架、翻转辊组进行翻转,使翻转辊组翻转的过程中将船翘/龟翘的玻璃快速运转至收集框的过程中,缓冲布能够起到缓冲作用,玻璃与缓冲布相碰撞之后能够掉落在收集框底部。
20.可选的,所述过渡辊组、翻转辊组外周均套设有橡胶层。
21.通过采用上述技术方案,橡胶层能够尽量避免过渡辊组、翻转辊组直接与玻璃接触,提高产品质量。
22.综上所述,本技术至少包括以下有益技术效果:1.工作时,送料机构用于将玻璃送入印刷机本体进行印刷工艺;在此过程中,先是检测机构用于检测玻璃是否出现船翘/龟翘,即用于检测玻璃弯曲方向,随后除废机构用于将出现船翘/龟翘的玻璃进行移除,且令平整的玻璃正常送入印刷机本体进行印刷工艺,即
用于将弯曲玻璃移出送料机构,确保最终显示屏幕的使用寿命;2.套设于翻转辊组的连接轴承嵌入卡口之后能够通过电磁铁磁吸方式进行稳固,确保翻转辊组与驱动轴之间的啮合关系;另外,翻转辊组将船翘/龟翘的玻璃快速移出送料机构的过程中,玻璃在离心力作用下存在脱离翻转辊组的趋势,此时的连接轴承则能够起到一定的限位作用,降低玻璃脱离翻转辊组的风险。
附图说明
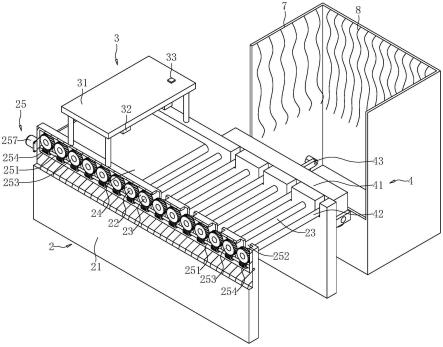
23.图1是本技术的整体结构简图。
24.图2是本技术实施例1中除废机构的常规状态下的整体结构示意图。
25.图3是本技术实施例1中除废机构的翻转状态下的整体结构示意图。
26.图4是本技术实施例1中为了展示翻转驱动组件的整体结构示意图。
27.图5是本技术实施例2中除废机构的常规状态下的整体结构示意图。
28.附图标记说明:1、印刷机本体;2、送料机构;21、机架;22、传送辊组;23、过渡辊组;24、传送带;25、送料驱动组件;251、驱动轴;252、卡口;253、蜗轮;254、蜗杆;255、从动锥齿轮;256、主动锥齿轮;257、送料驱动电机;3、检测机构;31、检测架;32、检测器;33、控制器;4、除废机构;41、翻转架;42、翻转辊组;43、翻转驱动组件;431、翘杆;432、翻转气缸;5、连接轴承;6、电磁铁;7、收集框;8、缓冲布。
具体实施方式
29.以下结合附图1-5对本技术作进一步详细说明。
30.实施例1:本技术实施例公开了一种能感知玻璃翘曲方向的自动印刷机。
31.参照图1-3,能感知玻璃翘曲方向的自动印刷机包括印刷机本体1,印刷机本体1前侧设有送料机构2,送料结构与印刷机本体1内置的传送机构相接驳,送料机构2沿玻璃传送方向依次设有检测机构3以及除废机构4。
32.工作时,送料机构2用于将玻璃送入印刷机本体1进行印刷工艺;在此过程中,先是检测机构3用于检测玻璃是否出现船翘/龟翘,即用于检测玻璃弯曲方向,随后除废机构4用于将出现船翘/龟翘的玻璃进行移除,且令平整的玻璃正常送入印刷机本体1进行印刷工艺,即用于将弯曲玻璃移出送料机构2。
33.具体的,送料机构2包括机架21,机架21固设于印刷机本体1前侧,且机架21与印刷机本体1内置的传送机构一端固定连接,以实现送料结构与印刷机本体1内置的传送机构之间的接驳;机架21沿玻璃传送方向依次设有传送辊组22以及过渡辊组23,其中,传送辊组22两端、过渡辊组23两端均通过预设的轴承转动设置于机架21,且传送辊组22连接有传送带24。
34.检测机构3包括检测架31、检测器32以及控制器33;其中,检测架31固定架设于机架21,且检测架31位于传送带24上方;检测器32采用的是现有技术中的测距仪,检测器32设有五个,五个检测器32均固设于检测架31,五个检测器32均位于传送带24上方,五个检测器32水平分布,且五个检测器32对应于玻璃中心、四周边角;控制器33采用的是单片机作为主控芯片,具体型号为stc89c51,控制器33固设于检测架31,且控制器33与检测器32之间、控
制器33与除废机构4之间均通过预设的导线电连接,以实现信号输送。
35.参照图1、3、4,除废机构4包括翻转架41,翻转架41通过预设的转动座转动设置于机架21一侧,翻转架41一侧通过预设的轴承转动设置翻转辊组42,且翻转辊组42与过渡辊组23交叉布置;机架21设有翻转驱动组件43,翻转驱动组件43包括翘杆431,翘杆431固设于翻转架41背离翻转辊组42的一侧,翘杆431远离翻转架41的一端与机架21之间铰接有翻转气缸432,且控制器33与翻转气缸432之间通过预设的导线电连接,以实现信号输送,又控制器33控制翻转气缸432驱动翻转架41、翻转辊组42进行翻转。
36.此外,送料机构2还包括送料驱动组件25,送料驱动组件25包括驱动轴251,驱动轴251转动设置于机架21预设的安装腔内,机架21一端固设有与驱动轴251端部同轴连接的送料驱动电机257,使送料驱动电机257能够驱动驱动轴251转动;机架21开设有多个与安装腔相连通且与翻转辊组42一一相对应的卡口252,使翻转辊组42远离翻转架41一端能够翻转嵌入卡口252内,即翻转辊组42远离翻转架41一端嵌入机架21预设的安装腔内。
37.传送辊组22、过渡辊组23以及翻转辊组42端部均固设有蜗轮253,驱动轴251外周固设有与蜗轮253相啮合适配的蜗杆254;其中,传送辊组22与驱动轴251之间、过渡辊组23与驱动轴251之间的蜗轮253蜗杆254位置相对固定,长期处于啮合状态;而翻转辊组42与驱动轴251之间的蜗轮253蜗杆254,会随着翻转架41、翻转辊组42的翻转,在啮合/分离状态之间进行切换。
38.在本实施例中,翻转辊组42对应卡口252位置固定套设有连接轴承5,卡口252底部固设有与连接轴承5相磁吸配合的电磁铁6,且控制器33与电磁铁6之间通过预设的导线电连接。
39.在本实施例中,除废机构4一侧设有收集框7,收集框7内挂设有横截面呈凵字形结构的缓冲布8,且缓冲布8开口朝向除废机构4一侧。
40.在本实施例中,过渡辊组23、翻转辊组42外周均套设有橡胶层。
41.实施原理:常规情况下,翻转驱动组件43驱动翻转架41、翻转辊组42进行翻转,以令翻转辊组42远离翻转架41一端能够翻转嵌入卡口252内,使传送辊组22与驱动轴251之间、过渡辊组23与驱动轴251之间、过渡辊组23与驱动轴251之间的蜗轮253蜗杆254处于啮合状态,从而使送料机构2将玻璃送入印刷机本体1进行印刷工艺。在此过程中,五个检测器32分别测量玻璃中心、四周边角的高度,并由控制器33分析玻璃为船翘/龟翘/平整,当船翘/龟翘的玻璃传送至相互交叉布置的翻转辊组42和过渡辊组23时,翻转驱动组件43驱动翻转架41、翻转辊组42进行翻转,使翻转辊组42翻转的过程中将船翘/龟翘的玻璃快速运转至收集框7(此时的翻转辊组42与驱动轴251之间的蜗轮253蜗杆254为分离状态),随后翻转驱动组件43驱动翻转架41、翻转辊组42进行翻转复位,以此循环,而平整的玻璃能够在相互交叉布置的翻转辊组42和过渡辊组23送入至印刷机本体1进行印刷工艺。
42.实施例2:本实施例与实施例1的区别在于传送辊组22与驱动轴251之间、过渡辊组23与驱动轴251之间、过渡辊组23与驱动轴251之间的传动方式。
43.参照图1、5,具体的,传送辊组22、过渡辊组23以及翻转辊组42端部均固设有从动锥齿轮255,驱动轴251外周固设有与从动锥齿轮255相啮合适配的主动锥齿轮256;其中,传送辊组22与驱动轴251之间、过渡辊组23与驱动轴251之间的锥齿轮位置相对固定,长期处
于啮合状态;而翻转辊组42与驱动轴251之间的锥齿轮,会随着翻转架41、翻转辊组42的翻转,在啮合/分离状态之间进行切换。
44.本具体实施方式的实施例均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之上内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1