一种布料自动化拉布收卷装置的制作方法
1.本发明涉及拉布收卷设备相关领域,尤其涉及一种布料自动化拉布收卷装置。
背景技术:
2.随着工业化发展越来越快,制衣行业从传统的人力密集型逐渐向工业化和自动化方向发展,在这个过程中,一些大型的自动化机械和设备也得到了广泛的运用,拉布收卷机作为常用的自动化设备,以对成卷的柔性布料进行输送收卷配合,方便后续裁剪工作的使用;
3.现有的拉布收卷机,通常设于服装加工工厂内部,通过多个导辊与收卷辊相互配合,来对辅助布料,实现自动化拉布与收卷活动;
4.现有中国专利为cn202021767735.4的一种服装生产线用的拉布装置,包括拉布装置本体、布料安装架、布料加热装置、布料拉直装置、布料干燥装置及布料收卷装置,拉布装置本体中部固定安装有工作台,压平支撑杆顶部转动连接有上压辊,压平支撑杆底部转动连接有下压辊,工作台右侧固定安装有布料收卷装置,布料收卷装置左侧转动连接有驱动电机,驱动电机的输出端套接有传动皮带,传动皮带远离驱动电机的一端内侧套接有收卷滚筒,布料收卷装置中部固定安装有支撑块,支撑块顶部固定开设有卡槽,卡槽内侧壁卡接有收卷滚筒,所收卷滚筒外围插接有第二布筒,该服装生产线用的拉布装置通过设置避免了布料出现褶皱影响服装制作,降低了劳动强度,提高了工作效率;
5.从上述专利与现有拉布收卷装置可得知,拉布收卷装置通过收卷滚筒与压辊,来对布料实现拉布收卷与褶皱压平活动,但现有的拉布收卷装置仍存在一定问题,即因布料品种的不同,使得布料与拉布收卷装置导送处的接触摩擦力不同,导致布料导送过程中,容易出现位置偏移现象,使布料易卡入收卷缝隙内或整体收卷状态呈不整齐状。
技术实现要素:
6.因此,为了解决上述不足,本发明提供一种布料自动化拉布收卷装置。
7.为了实现上述目的,本发明采取以下技术方案:一种布料自动化拉布收卷装置,包括支撑板,所述支撑板底部四角均设有万向轮,所述支撑板前侧焊接有导布斜板,所述所述支撑板前侧活动连接有导辊,所述支撑板中部上端安装有压平装置,所述支撑板后侧右端设有收卷电机,所述收卷电机左侧与收卷辊主体相连接,所述收卷辊主体左侧与支板转动插接,所述支板底部设有锁紧螺栓,并且支板通过底部锁紧螺栓与支撑板紧固连接,还包括设于支撑板中部内侧的防偏移装置,所述防偏移装置包括设于支撑板中部内侧的承接板、安装于承接板上端左右两侧的防偏块、置于承接板内部实现宽度调节的宽度调节组件、纵向设于承接板下端实现往复移动的位移组件以及设于防偏块上端中部实现侧板压平的防翘组件。
8.优选的,所述压平装置包括第一压辊、设于第一压辊左右两侧的固定板、相接于固定板下端内部左右两侧的压簧、相接于压簧上端并与固定板下端内部相贴的调节块、设于
两侧所设调节块内侧中部的第二压辊以及设于固定板上端并与调节块上端中部相接的气缸,所述第一压辊与第二压辊上下相对称设置。
9.优选的,所述宽度调节组件包括驱动电机、相接于驱动电机左侧的螺杆、螺纹连接于螺杆左侧外表面的滑块、插接于滑块左右两侧内部的导杆、设于滑块上端的伸缩架以及与滑块上端相接的连接条,所述连接条上端与防偏块相连接,所述宽度调节组件沿承接板内部左右相对称设置。
10.优选的,所述滑块整体设置数量不少于五块,并且滑块靠近驱动电机一侧上端与连接条底部相连接。
11.优选的,所述伸缩架靠近驱动电机一端与滑块转动连接,并且伸缩架远离驱动电机一端与承接板内部转动连接。
12.优选的,所述位移组件包括固设于支撑板前侧底部的连接板、设于连接板前侧下端的传动电机、相接于传动电机上端的主动轮、传动连接于主动轮外侧的皮带、设于皮带后侧的从动轮以及与皮带外侧相接的连接结构,所述连接结构与承接板下端相接。
13.优选的,所述连接结构包括推板、设于推板后侧下端的连接轴、相接于推板上端的移动块以及开设于移动块中部的键槽,所述移动块通过中部所设键槽与推板前侧上端相接,所述移动块上端与承接板相连接。
14.优选的,所述移动块左右两侧与承接板中部内侧相滑动贴合,并且移动块中部所开设键槽呈圆弧长条状。
15.优选的,所述防翘组件包括设于防偏块上端的导架、插接于导架前侧的销轴、转动连接于销轴下端的压轮、传动连接于销轴后侧的驱动板以及相接于驱动板右侧的电动推杆。
16.优选的,所述防翘组件沿承接板上端左右相对称设置,并且防翘组件内部所设销轴与驱动板中部所开设倾斜凹槽相传动插接。
17.本发明的有益效果:
18.本发明通过设置了防偏移装置,在承接板与两侧所设防偏块配合下,可对不同材质的布料实现对中导送,而设于承接板内部的宽度调节组件,能够实现两侧所设防偏块位置调节,实现灵活对中调节活动,而在承接板下端所设位移组件快速位移带动下,承接板可沿支撑板中部内侧,流畅前后移动,使两侧所设防偏块对布料进行预先对准调节活动,且在防偏块上端设置了防翘组件,来加强防偏移装置整体使用性,使布料随防偏块准确导送时,防翘组件内部所设的压轮,可对布料侧边,进行预先挤压,保证布料侧边的整齐,从而达到了不同材质布料调节对中导送、预先调节对准与布料侧边防翘的优点。
19.承接板与防偏块的设置,在承接板作用下,可进行稳定支撑与稳定移动配合活动,而设于承接板左右两侧上端的防偏块,可与布料侧边接触,实现布料对中导送配合;
20.螺杆、滑块、导杆与伸缩架的设置,在螺杆螺纹传动、两侧所设导杆导向与伸缩架伸缩配合下,五处所设滑块可随之进行快速展开或收取活动,来实现防偏块使用位置快速调节带动;
21.连接条的设置,在滑块上端所设连接条连接作用下,可进行滑块与防偏块的快速连接,保证后续五处所设滑块进行展开或收取活动时,防偏块可随连接条,实现稳定同步移动活动;
22.主动轮、皮带与从动轮的设置,主动轮在传动电机带动下,实现外侧连接皮带的同步带动,而皮带可随之实现后侧相接从动轮的带动,进而主动轮、皮带与从动轮可实现稳定同轨迹传动活动;
23.连接结构的设置,在连接结构内部所设推板与连接轴配合下,推板可随皮带同步运动,进行前侧上端移动块的推动,使移动块进行上端相接承接板的前后往复移动活动,而设于移动块中部的键槽,可保证推板随皮带进行整体使用方向改变时的稳定,使连接结构进行稳定往复带动活动;
24.导架、销轴、压轮与驱动板的设置,在驱动板移动下,与驱动板中部所设凹槽相传动连接的销轴,可在上端相插接导架导向下,进行下端相接压轮的下推,使压轮与布料侧边相接,进行预先挤压防翘活动。
附图说明
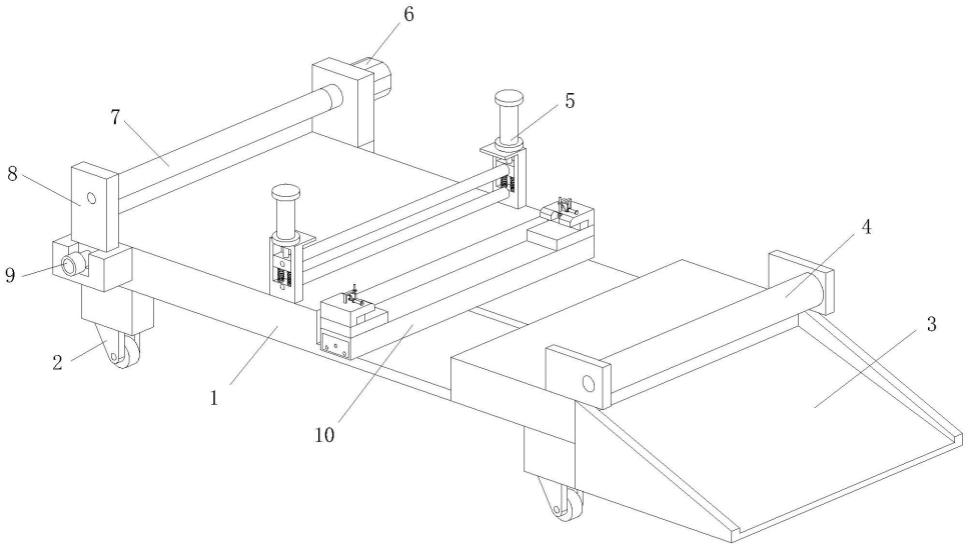
25.图1是本发明结构示意图;
26.图2是本发明压平装置结构示意图;
27.图3是本发明防偏移装置结构示意图;
28.图4是本发明宽度调节组件结构示意图;
29.图5是本发明宽度调节组件立体部分结构示意图;
30.图6是本发明位移组件结构示意图;
31.图7是本发明连接结构拆分结构示意图;
32.图8是本发明防翘组件结构示意图。
33.其中:支撑板-1、万向轮-2、导布斜板-3、导辊-4、压平装置-5、第一压辊-51、固定板-52、压簧-53、调节块-54、第二压辊-55、气缸-56、收卷电机-6、收卷辊主体-7、支板-8、锁紧螺栓-9、防偏移装置-10、承接板-101、防偏块-102、宽度调节组件-103、驱动电机-1031、螺杆-1032、滑块-1033、导杆-1034、伸缩架-1035、连接条-1036、位移组件-104、连接板-1041、传动电机-1042、主动轮-1043、皮带-1044、从动轮-1045、连接结构-10a、推板-10a1、连接轴-10a2、移动块-10a3、键槽-10a4、防翘组件-105、导架-1051、销轴-1052、压轮-1053、驱动板-1054、电动推杆-1055。
具体实施方式
34.为了进一步解释本发明的技术方案,下面通过具体实施例进行详细阐述。
35.请参阅图1-2,本发明提供一种布料自动化拉布收卷装置,包括支撑板1,支撑板1底部四角均设有万向轮2,支撑板1前侧焊接有导布斜板3,支撑板1前侧活动连接有导辊4,支撑板1中部上端安装有压平装置5,支撑板1后侧右端设有收卷电机6,收卷电机6左侧与收卷辊主体7相连接,收卷辊主体7左侧与支板8转动插接,支板8底部设有锁紧螺栓9,并且支板8通过底部锁紧螺栓9与支撑板1紧固连接,还包括设于支撑板1中部内侧的防偏移装置10。
36.压平装置5包括第一压辊51、设于第一压辊51左右两侧的固定板52、相接于固定板52下端内部左右两侧的压簧53、相接于压簧53上端并与固定板52下端内部相贴的调节块54、设于两侧所设调节块54内侧中部的第二压辊55以及设于固定板52上端并与调节块54上
端中部相接的气缸56,第一压辊51与第二压辊55上下相对称设置。
37.若要进行布料的拉布收卷活动时,将布料通过支撑板1前侧相接的导向斜板3,实现流畅导向活动,接着将布料依次与导辊4、压平装置5和收卷辊主体7相接,来进行拉布收卷准备活动,接着通过运行支撑板1后侧右端所设的收卷电机6,使收卷电机6实现左侧相接收卷辊主体7的同步带动,随收卷辊主体7转动下,布料可随之进行拉布与收卷活动,使布料平整导送或铺设于支撑板1上端,来进行后续裁切或其他加工活动,而需进行收卷布料的取下时,则可通过旋开支板8端中部相紧固的锁紧螺栓9,使支板8实现快速拆卸,并且支板8可与收卷辊主体7左侧分离,然后使用者就可通过拉动布料,来实现收卷辊主体7外侧所收卷布料的快速取下;
38.为保证布料在拉布收卷过程中,整体的平整,可通过支撑板1上端中部所设的压平装置5,来进行辅助导送压平活动,即在布料穿过压平装置5内部所设的第一压辊51与第二压辊55之间时,可通过驱动固定板52上端所设的气缸56,使气缸56实现下端相接调节块54的下推,进而调节块54可沿固定板52下端中部流畅下移,来使两块调节块54之间相接的第二压辊55,向第一压辊51方向移动,来对布料实现压紧活动,且在调节块54下移过程中,可实现下端相接压簧53的压缩,来进行弹力配合活动,保证第一压辊51与第二压辊55对布料,实现稳定压平褶皱消除活动,当布料随收卷辊主体7进行拉布与收卷活动时,受第一压辊51与第二压辊55所挤压的布料,就可实现快速压平活动,保证布料外表面整体的平整,提高后续生产加工质量。
39.请参阅图3-5,本实施例中的防偏移装置10包括设于支撑板1中部内侧实现辅助支撑配合的承接板101,滑动设于承接板101上端左右两侧实现布料对中防偏的防偏块102,防偏块102内侧中部设有光滑凹陷处,置于承接板101内部实现宽度调节的宽度调节组件103,纵向设于承接板101下端实现往复移动的位移组件104,设于防偏块102上端中部实现侧板压平的防翘组件105。
40.具体地,宽度调节组件103包括用于快速驱动的驱动电机1031,相接于驱动电机1031左侧中部输出端的螺杆1032,螺杆1032可进行螺纹调节驱动活动,螺纹连接于螺杆1032左侧外表面进行伸缩传动的滑块1033,滑块1033整体呈矩形块状,且滑块1033与承接板101内壁相贴,插接于滑块1033左右两侧内部用于导向的导杆1034,导杆1034左右两端均与承接板101紧固插接,设于滑块1033上端实现伸缩传动配合的伸缩架1035,伸缩架1035由多条连杆相互转动连接构成,相接于滑块1033上端实现快速连接配合的连接条1036,连接条1036上端与防偏块102相连接,宽度调节组件103沿承接板101内部左右相对称设置。
41.进一步说明,滑块1033整体设置数量不少于五块,并且滑块1033靠近驱动电机1031一侧上端与连接条1036底部相连接,保证五处滑块1033实现稳定伸缩调节配合,伸缩架1035靠近驱动电机1031一端与滑块1033转动连接,并且伸缩架1035远离驱动电机1031一端与承接板101内部转动连接,保证伸缩架1035进行稳定伸缩驱动配合。
42.在进行布料的拉布收卷过程中,为避免受布料材质不同影响,导致布料导送摩擦力不一致,出现导送偏移现象,使得后续布料收卷不整齐,因此,在进行布料预先放置过程中,可通过运行承接板101内部所设的宽度调节组件103,来进行承接板101上端左右两侧所设防偏块102位置的辅助调节,来满足不同宽度布料的准确导送配合;
43.首先通过运行宽度调节组件103内部所设的驱动电机1031,使驱动电机1031实现
左侧中部相接螺杆1032的转动,随螺杆1032转动下,与螺杆1032左侧外表面相螺纹连接的五处滑块1033,可受螺纹传动与滑块1033上端相传动连接伸缩架1035伸缩配合下,实现依次展开活动,而靠近驱动电机1031一侧的滑块1033,可实现上端前后两侧相接连接条1036的同步带动,使两侧所设连接条1036带动上端相接的防偏块102,向承接板101中部移动,且在滑块1033左右两侧相插接导杆1034导向配合下,可保证滑块1033整体展开与收取活动的稳定;
44.当设于承接板101内部左右两侧的宽度调节组件103,均实现上端相对应连接防偏块102的带动位移,使承接板101两侧所设的防偏块102,进行相对移动,来对支撑板1上端所放置的布料,进行夹持贴合活动,当调整完成,在进行布料的导送时,受两侧防偏块102对中贴合配合下,布料就可实现整齐拉布收卷活动,保证布料后续整体收卷的整齐,减少布料拉布收卷方向偏移现象的出现,从而达到了不同材质布料实现对中导送活动,保证布料拉布收卷活动整齐的优点。
45.请参阅图6-7,本实施例中的位移组件104包括固定连接于支撑板1前侧底部用于支撑的连接板1041,连接板1041通过上端四角所设圆凸处与支撑板1前侧底部紧固连接,设于连接板1041前侧下端的传动电机1042,相接于传动电机1042上端中部输出端实现主动驱动的主动轮1043,传动连接于主动轮1043外侧进行同步轨迹穿配合的皮带1044,传动连接于皮带1044后侧实现同步从动传动的从动轮1045,相接于皮带1044外侧用于连接与往复传动配合的连接结构10a,连接结构10a与承接板101下端相接。
46.其中,连接结构10a包括用于推动传动配合的推板10a1,竖直插接于推板10a1后侧下端实现连接配合的连接轴10a2,推板10a1通过后侧下端相插接连接轴10a2与皮带1044后侧右端相连接,插接于推板10a1左侧上端进行移动带动的移动块10a3,开设于移动块10a3中部保证推板10a1对移动块10a3实现转换推动的键槽10a4,键槽10a4内壁呈光滑状,移动块10a3通过中部所设键槽10a4与推板10a1前侧上端相接,移动块10a3上端与承接板101相连接。
47.具体地,移动块10a3左右两侧与承接板101中部内侧相滑动贴合,并且移动块10a3中部所开设键槽10a4呈圆弧长条状,保证移动块10a3通过键槽10a4随推板10a1实现稳定往复移动带动活动。
48.当完成布料的夹持贴合对中活动时,为进一步提高准确导送效果,还可通过运行位移组件104内部所设的传动电机1042,使传动电机1042实现上端相接主动轮1043的带动,随主动轮1043转动下,传动连接于主动轮1043外侧的皮带1044,可实现同轨迹传动活动,而相接于皮带1044后侧的从动轮1045,就可与主动轮1043和皮带1044,实现同方向传动活动,而相接于皮带1044后侧右端的连接结构10a,则可皮带1044移动下,实现上端相接承接板101的带动,使承接板101沿支撑板1中部内侧,进行前后往复移动,来实现布料的预先调节对准活动;
49.而连接结构10a内部所设的推板10a1,可在右侧下端相插接连接轴10a2连接配合下,与皮带1044稳定连接,使推板10a1随皮带1044移动带动,实现前侧上端相插接移动块10a3的同步带动,而因移动块10a3上端与承接板101相接原因,使得移动块10a3可实现承接板101与两侧防偏块102的同步带动,来使两侧防偏块102对布料进行预先调节对准活动,使布料稳定处于支撑板1上端中部,而当推板10a1随皮带1044移动至主动轮1043处时,推板
10a1可随皮带1044带动,沿弧形轨迹穿过主动轮1043外侧,来进行整体使用方向的改变,而在推板10a1方向转换过程中,推板10a1前侧上端可在移动块10a3中部所开设键槽10a4配合下,进行方向流畅改变活动,使推板10a1沿键槽10a3转换后仍可对移动块10a3,实现稳定带动活动,进而通过主动轮1043、皮带1044与从动轮1045传动驱动下,连接结构10a内部所设的各零件就可相互配合,来进行承接板的前后往复带动,实现布料预先对准调节活动,从而达到了防偏处前后往复带动,实现布料预先对准调节的优点。
50.请参阅图8,防翘组件105包括紧固于防偏块102上端进行移动导向的导架1051,导架1051呈倒l状,且导架1051导向插接处整体呈圆环状,竖直插接于导架1051前侧进行稳定下推配合的销轴1052,转动连接于销轴1052下端对布料边侧进行压平防翘的压轮1053,传动连接于销轴1052后侧的驱动板1054,驱动板1054中部开设有凹槽,且驱动板1054所设凹槽与销轴1052后侧延长处相滑动插接,相接于驱动板1054右侧的电动推杆1055;防翘组件105沿承接板101上端左右相对称设置,并且防翘组件105内部所设销轴1052与驱动板1054中部所开设倾斜凹槽相传动插接,保证驱动板1054流畅带动销轴1052上下往复移动。
51.在完成两侧防偏块102与布料侧边的贴合对中活动时,能够保证布料侧边的平整,还通过在防偏块102上端设置了防翘组件105,来对布料侧边实现预先压平活动,保证布料侧边平整;
52.即完成两侧防偏块102与布料接触后,可通过运行防翘组件105内部所设的电动推杆1055,使电动推杆1055实现左侧相连接驱动块1054的左推,随驱动块1054左移下,与驱动块1054中部所开设倾斜凹槽相传动连接的销轴1052,可随之实现下移活动,而在销轴1052上端相插接导架1051导向配合下,销轴1052可实现下端转动连接压轮1053的稳定下推,使压轮1053与布料侧边相接,当两侧所设防翘组件105均对布料侧边实现挤压活动后,布料在收卷辊主体7进行收卷时,布料预先在两侧防翘块102稳定准确导送,且完成挤压活动的压轮1053可随之转动,来对布料侧边,进行辅助压紧,实现布料侧边的预先压平,侧边防翘起,从而达到了布料侧边压平防翘,加强防偏移装置10使用性的优点。
53.本实施记载的螺杆1032、键槽10a4、销轴1052与电动推杆1055为现有常规技术,与现有类似产品无异,螺杆1032指的是外表面切有螺旋槽的圆柱或者切有锥面螺旋槽的圆锥,实现螺纹传动的功能;键槽10a4指的是在轴上或孔内加工出一条与键相配的槽,实现连接配合的功能;销轴1052指的是一类标准化的紧固件,既可静态固定连接,亦可与被连接件做相对运动,实现导向传动配合的功能;电动推杆1055指的是直线驱动器,主要是由电机推杆和控制装置等机构组成的一种新型直线执行机构,可以认为是旋转电机在结构方面的一种延伸,实现自动伸缩驱动的功能,因此不再详细赘述。
54.以上所述仅为本发明的优选实例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1