一种大尺寸二面体工件翻转装置的制作方法
1.本发明属于船舶建造领域,涉及隔热绝缘层的制造,具体涉及一种大尺寸二面体工件翻转装置。
背景技术:
2.lng(liquefied natural gas,液化天然气)船上的货舱内部要铺设两层隔热绝缘层来保证仓内达到零下163℃的绝对低温环境。mark iii型薄膜型围护系统中的隔热绝缘层由模块化的聚氨酯板材组成,其中,安装于角区的二面体工件由设置于次层件背面的fsb、两个单腿板构成的次层件、设置于次层件正面的fsb、以及主层件粘结成型构成,fsb是复合防水材料制成的布或薄膜。在二面体工件成型的不同工序中,二面体工件既有正面朝上的放置姿态,也有背面朝上的放置姿态,所以需要专门的翻转装置对二面体工件进行翻转。
3.目前对二面体工件翻转是通过翻转装置实现的,二面体工件装夹在翻转装置的翻转模架上,翻转模架由翻转装置的翻转机构带动进行翻转,但由于二面体工件的尺寸较大,且有多种规格,不同规格的二面体工件的夹角不同,夹角两边长度也不完全相同,存在偏心,目前缺少能装夹多种规格二面体工件的翻转模架。翻转模架是固定连接在翻转机构上的,翻转后的二面体工件需要拆卸后再被装到相应的成型模具上,效率较低。此外,为了提高生产效率,对二面体工件的翻转最好直接在输送线上进行,但目前装夹有二面体工件的翻转模架在翻转过程中可能会碰撞到输送线,影响生产安全。
技术实现要素:
4.本发明是为了解决上述问题而进行的,目的在于提供一种大尺寸二面体工件翻转装置。
5.本发明提供了一种大尺寸二面体工件翻转装置,具有这样的特征,包括:两个升降机构,对称布置;翻转机构,安装在一个升降机构上,并由其带动进行升降;双插销机构,安装在翻转机构上,并由其带动在竖直面上进行翻转,双插销机构水平朝向单插销机构所在侧设置;单插销机构,安装在另一个升降机构上,并由其带动进行升降,单插销机构水平朝向双插销机构所在侧设置;以及翻转模架,用于装夹二面体工件,包括模架主体、两个安装架、多个升降式角度调节机构、同步驱动机构、两个第一装夹机构、两个第二装夹机构、以及多个支撑架,模架主体的两端分别与双插销机构和单插销机构可拆卸连接,两个安装架对称地设置在模架主体的两侧,两个安装架的相邻侧分别铰接在模架主体的底部,多个升降式角度调节机构沿长度方向间隔分布地安装在模架主体上,每个升降式角度调节机构与两个安装架连接,用于调节两个安装架之间的夹角,同步驱动机构安装在模架主体上且与多个升降式角度调节机构连接,用于同步驱动多个升降式角度调节机构工作,两个第一装夹机构对称地安装在两个安装架上,并设置于长度方向的一端,每个第一装夹机构在所在安装架的宽度方向上可调节移动,两个第二装夹机构对称地安装在两个安装架上,每个第二
装夹机构在所在安装架的长度方向和宽度方向上均可调节移动,多个支撑架沿长度方向间隔分布地安装在模架主体的顶面上。
6.在本发明提供的大尺寸二面体工件翻转装置中,还可以具有这样的特征:每个升降机构包括两根立柱、两个直线导轨、齿轮齿条组件、升降座、以及升降电机,两根立柱间隔设置,两个直线导轨的滑轨分别安装在两根立柱的侧面上,齿轮齿条组件包括相啮合的齿轮和齿条,齿条安装在一根立柱的侧面上,升降座呈横跨地安装在两根直线导轨的滑块上,升降电机安装在升降座上,升降电机的输出轴上安装齿轮。
7.在本发明提供的大尺寸二面体工件翻转装置中,还可以具有这样的特征:翻转机构包括翻转电机、链传动组件、翻转轴、以及轴套,链传动组件包括相连接的主动链轮、从动链轮和链条,翻转电机安装在升降机构上,翻转电机的输出轴水平设置且其上安装主动链轮,翻转轴通过轴套安装在升降机构上,翻转轴平行于翻转电机的输出轴且其上安装从动链轮。
8.在本发明提供的大尺寸二面体工件翻转装置中,还可以具有这样的特征:双插销机构包括第一安装座、两个第一气缸、两个第一插销、以及两个第一插销座,第一安装座安装在翻转轴上,两个个第一气缸均安装在第一安装座上且关于翻转轴的轴线对称设置,两个第一气缸的活塞杆均水平朝向单插销机构所在侧且分别与两个第一插销同轴连接,第一插销为由圆轴段和方轴段组成的两段式结构,第一插销的对应方轴段的一端与第一气缸的活塞端连接,两个第一插销座均安装在第一安装座上且分别与两个第一气缸对应设置,每个第一插销座具有供第一插销滑动且与方轴段匹配的方通孔;模架主体的一端设有与两个第一插销对应的两个第一插销套,每个第一插销套具有与第一插销匹配的方孔。
9.在本发明提供的大尺寸二面体工件翻转装置中,还可以具有这样的特征:单插销机构包括第二安装座、第二气缸、第二插销、以及第二插销座,第二安装座安装在升降机构上,第二气缸安装在第二安装座上,第二气缸的活塞杆水平朝向双插销机构所在侧且与第二插销同轴连接,第二插销与翻转轴同轴设置,第二插销为由圆轴段和方轴段组成的两段式结构,第二插销的对应方轴段的一端与第二气缸的活塞端连接,第二插销座安装在第二安装座上,第二插销座具有供第二插销滑动且与方轴段匹配的方通孔;模架主体的另一端设有与第二插销对应的第二插销套,第二插销套具有与第二插销匹配的方孔。
10.在本发明提供的大尺寸二面体工件翻转装置中,还可以具有这样的特征:每个升降式角度调节机构包括升降机构、升降滑块、以及两根连杆,升降机构安装在模架主体上,升降滑块与升降机构连接,并由升降机构带动进行升降,两根连杆的一端分别与升降滑块的两侧铰接,两根连杆的另一端分别与两个安装架铰接。
11.在本发明提供的大尺寸二面体工件翻转装置中,还可以具有这样的特征:升降机构为蜗轮丝杠升降机;同步驱动机构包括多根同步轴和手柄,每相邻两个升降机构之间通过一根同步轴相连接,手柄通过一根同步轴与位于最端部的升降机构连接,并且与手柄相连的同步轴上设有抱紧件。
12.在本发明提供的大尺寸二面体工件翻转装置中,还可以具有这样的特征:每个第一装夹机构包括第一装夹座和第一y轴调节机构,第一装夹座上设有配合插杆连接二面体工件的插孔,第一y轴调节机构用于调节第一装夹座在所在安装架的宽度方向上的位置,第一y轴调节机构包括第一y轴直线导轨和第一y轴丝杠机构,第一y轴直线导轨的滑轨安装在
安装架的底面上,第一y轴直线导轨的滑块上安装第一装夹座,第一y轴丝杠机构的丝杠为梯形丝杠,第一y轴丝杠机构的丝杠座安装在安装架上,第一y轴丝杠机构的螺母与第一装夹座连接。
13.在本发明提供的大尺寸二面体工件翻转装置中,还可以具有这样的特征:每个第二装夹机构包括第二装夹座、x轴调节机构和第二y轴调节机构,第二装夹座上设有用于配合插杆连接二面体工件的插孔,x轴调节机构用于调节第二装夹座在所在安装架的长度方向上的位置,x轴调节机构包括x轴直线导轨和钳制器,x轴直线导轨的滑轨安装在安装架的底面上,钳制器安装在x轴直线导轨的滑轨上,第二y轴调节机构用于调节第二装夹座在所在安装架的宽度方向上的位置,第二y轴调节机构包括y轴安装座、第二y轴直线导轨和第二y轴丝杠机构,y轴安装座安装在x轴直线导轨的滑块和钳制器上,第二y轴直线导轨的滑轨安装在y轴安装座上,第二y轴直线导轨的滑块上安装第二装夹座,第二y轴丝杠机构的丝杠为梯形丝杠,第二y轴丝杠机构的丝杠座安装在y轴安装座上,第二y轴丝杠机构的螺母与第二装夹座连接。
14.在本发明提供的大尺寸二面体工件翻转装置中,还可以具有这样的特征:还包括:输送机,设置在两个升降机构的底部;每个支撑架上设有用于定位的销孔。
15.发明的作用与效果
16.根据本发明所涉及的大尺寸二面体工件翻转装置,因为翻转机构所在侧采用双插销机构来带动翻转模架翻转,相对侧采用单插销机构作为支点来辅助翻转模架翻转,所以本装置不仅保证了翻转模架静止时的结构稳定性,更是保证了翻转模架翻转时的结构稳定性,尤其在执行偏心的大尺寸二面体工件的翻转作业时,保障了安全性;因为升降机构具有升降功能,翻转模架的两端分别与双插销机构和单插销机构可拆卸连接,所以本装置可与各种物流设备结合,将翻转模架在输送线上进行运输,对二面体工件的翻转可直接在输送线上进行,实现自动上下料以及流水线生产,提高了生产效率,同时因为翻转模架的翻转是在两个升降机构将翻转模架升起后,再通过翻转机构带动双插销机构翻转实现的,所以本装置实现了对大尺寸二面体工件的无损伤翻转,避免了翻转模架和角落板在翻转过程中与输送线发生碰撞,保障了生产安全;因为翻转模架采用同步驱动机构驱动多个升降式角度调节机构来调节两个安装架之间的夹角,每个安装架上安装有第一装夹机构和第二装夹机构,第一装夹机构在所在安装架的宽度方向上可调节移动,第二装夹机构在所在安装架的长度方向和宽度方向上均可调节移动,所以翻转模架能有效固定不同角度、不同尺寸的二面体工件,本装置能实现不同角度、不同尺寸,尤其是偏心的二面体工件的翻转;因为翻转模架的模具主体的顶面上设有多个支撑架,所以翻转模架在翻转后能通过支撑架支撑进行放置,避免侧翻,保持稳定。
附图说明
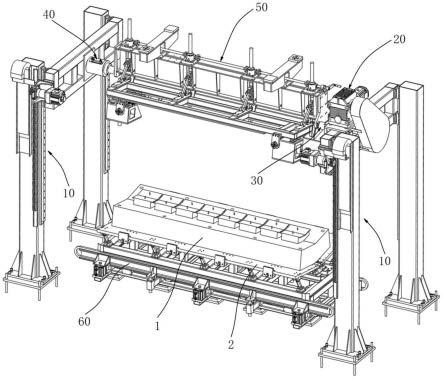
17.图1是本发明的实施例中大尺寸二面体工件翻转装置的结构示意图;
18.图2是本发明的实施例中大尺寸二面体工件翻转装置去掉翻转模架和输送机后的结构示意图;
19.图3是本发明的实施例中大尺寸二面体工件翻转装置去掉翻转模架和输送机后的正视角剖视图;
20.图4是本发明的实施例中大尺寸二面体工件翻转装置去掉翻转模架和输送机后的俯视角剖视图;
21.图5是本发明的实施例中翻转模架在翻转前的结构示意图;
22.图6是本发明的实施例中翻转模架在翻转后的结构示意图;
23.图7是图6中a处的局部放大图;
24.图8是本发明的实施例中翻转后的翻转模架在第二y轴调节机构处的纵向剖视图;
25.图9是本发明的实施例中大尺寸二面体工件翻转装置对翻转模架进行翻转时的结构示意图。
26.附图标记说明:
27.1二面体工件;2下模;3上模底座;10升降机构;11立柱;12直线导轨;13齿轮齿条组件;14升降座;15升降电机;20翻转机构;21翻转电机;22链传动组件;23翻转轴;24轴套;30双插销机构;31第一安装座;32第一气缸;33第一插销;34第一插销座;40单插销机构;41第二安装座;42第二气缸;43第二插销;44第二插销座;50翻转模架;51模架主体;511第一插销套;52安装架;53升降式角度调节机构;531蜗轮丝杠升降机;532升降滑块;533连杆;54同步驱动机构;541同步轴;542手柄;543抱紧件;55第一装夹机构;551第一装夹座;5511插孔;552第一y轴直线导轨;553第一y轴丝杠机构;56第二装夹机构;561第二装夹座;562x轴直线导轨;563钳制器;564y轴安装座;565第二y轴直线导轨;566第二y轴丝杠机构;57支撑架;571销孔;60输送机。
具体实施方式
28.为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,以下实施例结合附图对本发明作具体阐述。
29.实施例
30.图1是大尺寸二面体工件翻转装置的结构示意图。
31.如图1所示,本实施例提供了一种大尺寸二面体工件翻转装置,用于翻转二面体工件1,主要包括两个升降机构10、翻转机构20、双插销机构30、单插销机构40、翻转模架50。两个升降机构10对称布置。翻转机构20安装在一个升降机构10上,并由该升降机构10带动进行升降。双插销机构30安装在翻转机构20上,并由翻转机构20带动在竖直面上进行翻转,双插销机构30水平朝向单插销机构40所在侧设置。单插销机构40安装在另一个升降机构10上,并由该升降机构10带动进行升降,单插销机构40水平朝向双插销机构30所在侧设置。翻转模架50的两端分别与双插销机构30和单插销机构40可拆卸连接,翻转模架50用于装夹二面体工件1。本大尺寸二面体工件翻转装置还可包括输送机60,输送机60设置在两个升降机构10的底部,输送机60用于运输成型二面体工件1所用的下模2和上模。
32.图2是大尺寸二面体工件翻转装置去掉翻转模架50和输送机60后的结构示意图,图3是大尺寸二面体工件翻转装置去掉翻转模架50和输送机60后的正视角剖视图,图4是大尺寸二面体工件翻转装置去掉翻转模架50和输送机60后的俯视角剖视图。
33.如图2至图4所示,两个升降机构10对称布置,每个升降机构10包括立柱11、直线导轨12、齿轮齿条组件13、升降座14、以及升降电机15,其中,齿轮齿条组件13包括齿轮和齿条,齿轮齿条组件13作为传动组件,具有传动平稳、精确的优点。直线导轨12的滑轨和齿条
均沿竖向安装在立柱11的侧面上,升降座14安装在直线导轨12的滑块上,升降电机15安装在升降座14上,升降电机15的输出轴上安装齿轮,齿轮与齿条啮合传动。
34.在本实施例中,每个升降机构10的立柱11的数量为两根,两根立柱11能保证翻转机构动作时的结构稳定性,两根立柱11间隔设置且其侧面上均安装直线导轨12的滑轨,一根立柱11的侧面上安装齿条;升降座14由数根型材连接构成,升降座14呈横跨地安装在两根直线导轨12的滑块上;升降电机15安装在升降座14的对应齿条的端部,升降电机15选用伺服电机,能实现精确控制。
35.翻转机构20安装在一个升降机构10的升降座14上,并由该升降座14带动进行升降。翻转机构20用于带动双插销机构30翻转,进而带动翻转模架50翻转。具体地,翻转机构20包括翻转电机21、链传动组件22、翻转轴23、以及轴套24,其中,链传动组件22包括主动链轮、从动链轮和链条,链传动组件22具有传动效率高、传动比大的优点,适合低速、重载的工作场合。翻转电机21安装在升降座14上,翻转电机21的输出轴水平设置且其上安装主动链轮,翻转轴23通过轴套24安装在升降座14上,翻转轴23平行于翻转电机21的输出轴且其上安装从动链轮,从动链轮和主动链轮通过链条传动连接。
36.双插销机构30安装在翻转机构20的翻转轴23上,并由翻转轴23带动在竖直面上进行翻转,双插销机构30用于连接翻转模架50的一端,以带动翻转模架50翻转。具体地,双插销机构30包括第一安装座31、两个第一气缸32、两个第一插销33、以及两个第一插销座34。第一安装座31安装在翻转轴23上,两个第一气缸32均安装在第一安装座31上且关于翻转轴23的轴线对称设置,两个第一气缸32的活塞杆均水平朝向单插销机构40所在侧且分别与两个第一插销33同轴连接。第一插销33为由圆轴段和方轴段组成的两段式结构,第一插销33的对应方轴段的一端与第一气缸32的活塞端连接,第一插销33的另一端用于插入翻转模架50一端的第一插销套511中,圆轴段方便插入第一插销套511,方轴段用于与第一插销套511的方孔配合实现止转。两个第一插销座34均安装在第一安装座31上且分别与两个第一气缸32对应设置,每个第一插销座34具有供第一插销33滑动且与方轴段匹配的方通孔。采用双插销机构30与翻转模架50连接,不仅保证了翻转模架50静止时的结构稳定性,更是保证了翻转模架50翻转时的结构稳定性。
37.单插销机构40安装在另一个升降机构10的升降座14上,并由该升降座14带动进行升降,单插销机构40用于连接翻转模架50的另一端,以辅助翻转模架50翻转。具体地,单插销机构40包括第二安装座41、第二气缸42、第二插销43、以及第二插销座44。第二安装座41安装在升降座14上,第二气缸42安装在第二安装座41上,第二气缸42的活塞杆水平朝向双插销机构30所在侧且与第二插销43同轴连接,第二插销43与翻转机构20的翻转轴23同轴设置。第二插销43同样为由圆轴段和方轴段组成的两段式结构,第二插销43的对应方轴段的一端与第二气缸42的活塞端连接,第二插销43的另一端用于插入翻转模架50另一端的第二插销套中,圆轴段方便插入第二插销套,方轴段用于与第二插销套的方孔配合实现止转。第二插销座44安装在第二安装座41上,第二插销座44具有供第二插销43滑动且与方轴段匹配的方通孔。
38.为了提高自动化程度,本大尺寸二面体工件翻转装置还包括控制单元,控制单元用于控制两个升降机构10的升降电机15、翻转机构20的翻转电机21、双插销机构30的两个第一气缸32、以及单插销机构40的第二气缸42工作。控制单元可以通过控制升降电机15,使
升降座14升降至任意需求位置。控制单元可以通过控制翻转电机21,使翻转轴23转动任意需求角度。图5是翻转模架50在翻转前的结构示意图,图6是翻转模架50在翻转后的结构示意图。
39.如图5和图6所示,翻转模架50用于装夹二面体工件1,并带动其翻转。翻转模架50包括模架主体51、两个安装架52、多个升降式角度调节机构53、同步驱动机构54、两个第一装夹机构55、两个第二装夹机构56、以及多个支撑架57,具体说明请见下文,其中,图示的x轴和y轴分别表示长度方向和宽度方向。
40.模架主体51用于安装和承载零部件,模架主体51近似呈长方体。每个安装架52呈矩形,两个安装架52对称布置在模架主体51的两侧,两个安装架52顶面的相邻侧分别通过沿长度方向分布的多个铰链铰接在模架主体51的底面上。
41.多个升降式角度调节机构53安装在模架主体51上,并沿模架主体51的长度方向等间距分布,每个升降式角度调节机构53与两个安装架52连接,用于调节两个安装架52之间的夹角。具体地,每个升降式角度调节机构53包括升降机构、升降滑块532、以及两根连杆533,升降机构安装在模架主体51上,升降滑块532与升降机构连接,并由升降机构带动进行升降,模架主体51上开设有用于升降滑块532滑动的滑道,两根连杆533布置在升降滑块532的两侧,两根连杆533的一端分别与升降滑块532的两侧铰接,两根连杆533的另一端分别与两个安装架52的顶面铰接。当升降滑块532升降时,两根连杆533带动两个安装架52转动,从而改变两个安装架52之间的夹角。
42.在本实施例中,升降机构选用蜗轮丝杠升降机531,具有精度高、结构紧凑、重量轻、动力源广泛等优点,更重要的是能多机组合使用,蜗轮丝杠升降机531的基座安装在模架主体51的顶面上,蜗轮丝杠升降机531的螺母与升降滑块532连接;两根连杆533的长度保证在翻转模架50未翻转且升降滑块532位于最低位置时,两个安装架52的相邻侧所在高度位置仍低于相背侧所在高度位置。
43.同步驱动机构54安装在模架主体51上且与多个升降式角度调节机构53的升降机构连接,同步驱动机构54用于同步驱动多个升降式角度调节机构53的升降机构工作。具体地,同步驱动机构54包括多根同步轴541和驱动件,每相邻两个升降式角度调节机构53的升级机构之间通过一根同步轴541相连接,驱动件通过一根同步轴541与位于最端部的升降机构连接。
44.在本实施例中,因为实际使用时,两个安装架52之间的夹角并不需要频繁调节,也就不需要频繁驱动升降机构工作,所以驱动件选用手柄542,采用手动的方式,更为经济、实用,同时配置有抱紧件543,该抱紧件543安装在模架主体51的顶面上,用于抱紧与手柄542相连的同步轴541,能满足高精度的定位要求。
45.两个第一装夹机构55对称地安装在两个安装架52的底面上,并设置于长度方向的一端,每个第一装夹机构55在所在安装架52的长度方向固定不动,在宽度方向可调节移动。具体地,每个第一装夹机构55包括第一装夹座551和第一y轴调节机构。第一装夹座551上设有用于配合插杆连接二面体工件1的插孔5511。第一y轴调节机构用于调节第一装夹座551在所在安装架52的宽度方向上的位置,也就是调节第一装夹座551在图示y轴上的位置。
46.在本实施例中,第一y轴调节机构包括第一y轴直线导轨552和第一y轴丝杠机构553,第一y轴直线导轨552的滑轨安装在安装架52的底面上,第一装夹座551安装在第一y轴
直线导轨552的滑块上,第一y轴丝杠机构553的丝杠选用能自锁的梯形丝杠,第一y轴丝杠机构553的丝杠座安装在安装架52上,第一y轴丝杠机构553的螺母与第一装夹座551连接。需要调节第一装夹座551在所在安装架52的宽度方向上的位置时,将配套的手柄装在第一y轴丝杠机构553的丝杠端部,人工操作手柄进行调节,调节到位后,卸下手柄即可,第一y轴丝杠机构553的丝杠能够自锁。
47.图7是图6中a处的局部放大图,图8是翻转后的翻转模架50在第二y轴调节机构处的纵向剖视图。
48.如图5至图8所示,两个第二装夹机构56对称地安装在两个安装架52的底面上,每个第二装夹机构56在所在安装架52的长度方向和宽度方向上均可调节移动。具体地,每个第二装夹机构56包括第二装夹座561、x轴调节机构和第二y轴调节机构。第二装夹座561上同样设有用于配合插杆连接二面体工件1的插孔。x轴调节机构用于调节第二装夹座561在所在安装架52的长度方向上的位置,也就是调节第二装夹座561在图示x轴上的位置。第二y轴调节机构用于调节第二装夹座561在所在安装架52的宽度方向上的位置,也就是调节第二装夹座561在图示y轴上的位置。
49.在本实施例中,x轴调节机构包括x轴直线导轨562和钳制器563,x轴直线导轨562的滑轨安装在安装架52的底面上,钳制器563安装在x轴直线导轨562的滑轨上,钳制器563用于锁定第二装夹座561在所在安装架52的长度方向上的位置。第二y轴调节机构包括y轴安装座564、第二y轴直线导轨565和第二y轴丝杠机构566,y轴安装座564安装在x轴直线导轨562的滑块和钳制器563上,第二y轴直线导轨565的滑轨安装在y轴安装座564上,第二装夹座安装在第二y轴直线导轨565的滑块上,第二y轴丝杠机构566的丝杠选用能自锁的梯形丝杠,第二y轴丝杠机构566的丝杠座安装在y轴安装座564上,第二y轴丝杠机构566的螺母与第二装夹座561连接。需要调节第二装夹座561在所在安装架52的长度方向上的位置时,松开钳制器563,移动y轴安装座564,移动到位后,锁紧钳制器563即可。需要调节第二装夹座561在所在安装架52的宽度方向上的位置时,将配套的手柄装在第二y轴丝杠机构566的丝杠端部,人工操作手柄进行调节,调节到位后,卸下手柄即可,第二y轴丝杠机构566的丝杠能够自锁。
50.如图5和图6所示,多个支撑架57安装在模架主体51的顶面上,并沿模架主体51的长度方向间隔分布,支撑架57用于支撑翻转后的翻转模架50。在本实施例中,支撑架57上设有销孔571,当翻转后的翻转模架50被放置在上模底座3上时,销孔571与上模底座3上的插销连接,实现定位。
51.本翻转模架50在装夹二面体工件1前,需要调节两个安装架52之间的夹角及两个第一装夹座551和两个第二装夹座561的位置,以与待装夹的二面体工件1适配。先调节两个安装架52之间的夹角,调节时,先松开抱紧件543,然后人工操作同步驱动机构54的手柄542,同步驱动机构54带动多个升降式角度调节机构53同步动作,改变两个安装架52之间的夹角,当与待装夹二面体工件1的夹角匹配时,停止操作手柄542,再锁紧抱紧件543,就完成了调节操作。再调节两个第一装夹座551的位置,使其在y轴上与待装夹二面体工件1的宽度匹配。因为两个第一装夹座551在x轴上是固定的,以这两个第一装夹座551为基准,调节两个第二装夹座561的位置,使其在x轴和y轴上分别与待装夹二面体工件1的长度和宽度匹配,就完成了调节操作。如图1所示,本大尺寸二面体工件翻转装置在初始状态时,两个升降
机构10的升降座14在高位,翻转模架50的两端分别与双插销机构30和单插销机构40连接,并且翻转模架50已预先调节至与待装夹的二面体工件1匹配。其中,双插销机构30的两个第一气缸32伸出,使两个第一插销33插入两个第一插销套511中,单插销机构40的第二气缸42伸出,使第二插销43插入第二插销套中,每个插销的方轴段与所对应插销套的方孔配合实现止转。
52.图9是大尺寸二面体工件翻转装置对翻转模架50进行翻转时的结构示意图。
53.本大尺寸二面体工件翻转装置的工作过程及人工配合的操作过程为:首先,如图1所示,承载着二面体工件1的下模2经输送机60输送至翻转模架50的正下方。然后,两个升降机构10的升降电机15同步工作,通过两个升降座14带动翻转模架50下降到二面体工件1所在位置。接着,操作人员用插杆连接二面体工件1和翻转模架50,具体为,观察两个第一装夹座551和两个第二装夹座561上的插孔是否对准二面体工件1正面四角的插孔,若对准,则用插杆进行连接,若存在偏差,则调节对准后再用插杆进行连接。再接着,两个升降机构10的升降电机15同步工作,通过两个升降座14带动装夹有二面体工件1的翻转模架50升起至高位。之后,单插销机构40的第二气缸42先动作,使第二插销43的圆轴段与第二插销套的方孔配合,翻转机构20的翻转电机21后工作,通过链传动组件22和翻转轴23带动双插销机构30转动,进而双插销机构30带动翻转模架50及其上的二面体工件1实现设定的180
°
的翻转,见图9,翻转完成后,单插销机构40的第二气缸42再次动作,使第二插销43的方轴段与第二插销套的方孔配合实现止转。再之后,输送机60已提前将上模底座3输送至翻转模架50的正下方,两个升降机构10的升降电机15同步工作,通过两个升降座14带动翻转模架50下降到上模底座3上,翻转模架50通过多个支撑架57支撑在上模底座3上,并且支撑架57的销孔571和上模底座3上的插销连接定位,翻转模架50和上模底座3组成上模。最后,双插销机构30的两个第一气缸32和单插销机构40的第二气缸42均缩回,释放翻转模架50,输送机60可将上模和其上已翻转的二面体工件1输送至下一工位。
54.实施例的作用与效果
55.根据本实施例所涉及的大尺寸二面体工件翻转装置,因为翻转机构所在侧采用双插销机构来带动翻转模架翻转,相对侧采用单插销机构作为支点来辅助翻转模架翻转,所以本装置不仅保证了翻转模架静止时的结构稳定性,更是保证了翻转模架翻转时的结构稳定性,尤其在执行偏心的大尺寸二面体工件的翻转作业时,保障了安全性;因为升降机构具有升降功能,翻转模架的两端分别与双插销机构和单插销机构可拆卸连接,所以本装置可与各种物流设备结合,将翻转模架在输送线上进行运输,对二面体工件的翻转可直接在输送线上进行,实现自动上下料以及流水线生产,提高了生产效率,同时因为翻转模架的翻转是在两个升降机构将翻转模架升起后,再通过翻转机构带动双插销机构翻转实现的,所以本装置实现了对大尺寸二面体工件的无损伤翻转,避免了翻转模架和角落板在翻转过程中与输送线发生碰撞,保障了生产安全;因为翻转模架采用同步驱动机构驱动多个升降式角度调节机构来调节两个安装架之间的夹角,每个安装架上安装有第一装夹机构和第二装夹机构,第一装夹机构在所在安装架的宽度方向上可调节移动,第二装夹机构在所在安装架的长度方向和宽度方向上均可调节移动,所以翻转模架能有效固定不同角度、不同尺寸的二面体工件,本装置能实现不同角度、不同尺寸,尤其是偏心的二面体工件的翻转;因为翻转模架的模具主体的顶面上设有多个支撑架,所以翻转模架在翻转后能通过支撑架支撑进
行放置,避免侧翻,保持稳定。
56.升降机构采用升降电机驱动、齿轮齿条组件传动,带动升降座沿立柱上的直线导轨升降。齿轮齿条组件作为传动组件,具有传动平稳、精确的优点。每个升降机构的立柱的数量为两根,两根立柱能保证翻转机构动作时的结构稳定性。
57.翻转机构采用翻转电机驱动、链传动组件传动,带动翻转轴绕轴线转动。链传动组件作为传动组件,具有传动效率高、传动比大的优点,适合低速、重载的工作场合。
58.双插销机构采用两个气缸分别带动两个插销伸缩,单插销机构采用单个气缸带动单个插销伸缩。其中,各个插销均为由圆轴段和方轴段组成的两段式结构,圆轴段方便插入模架端部的插销套,方轴段用于与插销套的方孔配合实现止转。
59.升降式角度调节机构包括升降机构、升降滑块、以及两根连杆,升降机构带动升降滑块升降,升降滑块通过两根连杆带动两个安装架转动,从而改变两个安装架之间的夹角。其中,升降机构优选用蜗轮丝杠升降机,具有精度高、结构紧凑、重量轻、动力源广泛等优点,更重要的是能多机组合使用。同步驱动机构包括同步轴和手柄,多个升降式角度调节机构的升降机构通过同步轴实现联动,手动操作手柄驱动同步轴,进而驱动多个升降机构同步工作。在与驱动件相连的同步轴上配置有抱紧件,能满足高精度的定位要求。
60.第一装夹机构包括第一装夹座和第一y轴调节机构,第一y轴调节机构用于调节第一装夹座在所在安装架的宽度方向上的位置。第一y轴调节机构包括第一y轴直线导轨和第一y轴丝杠机构,第一y轴丝杠机构的丝杠优选为梯形丝杠。调节时,采用配套的手柄装在第一y轴丝杠机构的丝杠端部,人工操作手柄进行调节,调节到位后,第一y轴丝杠机构的丝杠能够自锁。
61.第二装夹机构包括第二装夹座、x轴调节机构和第二y轴调节机构,x轴调节机构用于调节第二装夹座在所在安装架的长度方向上的位置,第二y轴调节机构用于调节第二装夹座在所在安装架的宽度方向上的位置。x轴调节机构包括x轴直线导轨和钳制器,第二y轴调节机构包括y轴安装座、第二y轴直线导轨和第二y轴丝杠机构,第二y轴丝杠机构的丝杠优选为梯形丝杠。调节第二装夹座在x轴上的位置时,松开钳制器即可移动y轴安装座,当第二装夹座的位置调节到位后再锁定钳制器即可。调节第二装夹座在y轴上的位置时,采用配套的手柄装在第二y轴丝杠机构的丝杠端部,人工操作手柄进行调节,调节到位后,第二y轴丝杠机构的丝杠能够自锁。
62.本大尺寸二面体工件翻转装置还可包括输送机,翻转模架的支撑架上设有用于定位的销孔,当翻转后的翻转模架被放置在输送机输送的上模底座上时,销孔能与上模底座上的插销连接,实现定位。
63.上述实施方式为本发明的优选案例,并不用来限制本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1