一种双刀收卷裁切装置及其控制方法与流程
1.本发明涉及膜料收卷领域,尤其是一种双刀收卷裁切装置及其控制方法。
背景技术:
2.现有膜料收卷裁切方式为将处于张紧状态下运行的膜料通过压料胶辊压到带有胶带的卷芯表面上,再用摆臂切刀将膜料从料膜与胶辊的前进方向(压料胶辊和已完成收卷间)砍切成两段,后段通过胶带粘贴缠缚到收卷卷芯上,前段由旧收卷料卷取,由此完成收卷裁切换卷。现有裁切装置存在的缺陷:收卷裁刀裁切过程中材料悬空距离长,裁刀与料膜接触时,往往会出现裁切让位现象,影响裁切效果,尤其多层复合后的厚材料,裁切处拉伸严重,切口不齐整,局部变形延伸范围较大,新料入卷不平整,影响卷底质量。同时高弹薄型材料也会有切口不整齐现象,可能出现切不断,出现撕裂现象。
技术实现要素:
3.本发明所要解决的技术问题是提供种双刀收卷裁切装置及其控制方法,解决现有技术存在的技术问题。
4.为解决上述技术问题,本发明的技术方案是:一种双刀收卷裁切装置,包括回转盘、压辊机构、主裁切机构、辅助裁切机构、用于调节辅助裁切机构角度的限位机构和卷芯;所述卷芯安装在回转盘上;所述压辊机构包括压辊摆臂和枢接在压辊摆臂一端且能与卷芯配合的压辊;所述主裁切机构包括安装板、枢接在安装板一端的压料胶辊、驱动安装板的压料气缸、安装在安装板上的裁切气缸和与裁切气缸连接的主裁刀;所述辅助裁切机构包括设置在压辊摆臂一端的辅助裁刀。本发明辅助裁切机构的作用是在主裁切机构裁切时将料膜与其接触,形成双刀对切,为多层超厚材料或高拉伸性材料提供一种稳定可靠的裁刀装置。
5.作为改进,所述压辊摆臂转动安装在回转盘上,所述辅助裁刀通过辅助刀架固定在压辊摆臂的前端。
6.作为改进,所述主裁刀通过主刀架枢接在安装板的前端,所述裁切气缸的伸缩杆与主刀架连接。
7.作为改进,所述限位机构包括转轴和与转轴连接的具有多个不同高度面的限位体,所述限位体设在压辊摆臂的下方。
8.作为改进,在裁切位置的一侧设有吹风管。
9.本发明换卷裁切控制方法,包括以下步骤:(1)换卷时,压料胶辊在压料气缸的作用下将膜料压合到卷芯上;(2)启动主裁切机构,裁切气缸驱动主裁刀靠近辅助裁刀,膜料随主裁刀接触到辅助裁刀形成双刀对裁,完成膜料裁切;(3)膜料的后段缠缚到收卷卷芯上,前段由卷料卷取,完成换卷。
10.作为改进,根据不同规格的卷芯,通过限位机构调节辅助裁切机构的位置角度。
11.作为改进,在裁切位置的一侧设有吹风管,卷芯表面缠有胶带,且胶面朝外,膜料的后段通过吹风管吹风和胶带粘贴缠缚到收卷卷芯上。
12.作为改进,所述限位机构包括转轴和与转轴连接的具有多个不同高度面的限位体,所述限位体设在压辊摆臂的下方,通过旋转限位体,使限位体不同高度的面与压辊摆臂接触改变辅助裁刀的位置角度。
13.作为改进,膜料裁切时刻,压辊不与卷芯接触,当膜料缠绕在卷芯并达到一定的卷径后,卷料与压辊接触。
14.本发明与现有技术相比所带来的有益效果是:1、辅助裁切机构上设计辅助裁刀,与主裁刀形成双刀裁切,裁切过程中辅助裁刀固定,由主裁刀通过快速摆动将料膜与其接触,使之与双刀形成较小的有效裁切空间,使料膜在裁切过程中从裁刀接触到断裂的张力变化波及范围最小,断裂更容易;2、利用辅助裁刀,使收卷裁切形成裁刀支点,缩短料膜悬空长度,瞬间加大裁切断面变形率,优化裁切效果,同时减小裁切冲击引起的张力传递范围,弱化收卷裁切张力影响,为多层超厚材料和高拉伸性材料提供一种稳定可靠的裁刀装置;3、减少多层收卷裁切裁切的开层或错层可能,提升无溶剂复合收卷裁切换卷的可靠性和成功率。
附图说明
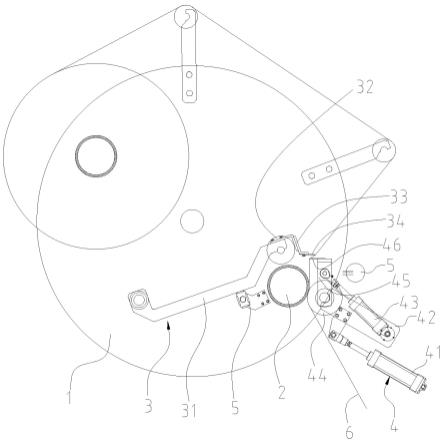
15.图1为本发明结构示意图。
16.图2为限位机构示意图。
具体实施方式
17.下面结合说明书附图对本发明作进一步说明。
18.如图1所示,一种双刀收卷裁切装置,包括回转盘1、压辊机构3、主裁切机构4、辅助裁切机构、用于调节辅助裁切机构角度的限位机构5和卷芯2。本实施中,回转盘1上设有两个相对设置的卷芯2,其中一个为工作卷芯2,另一个为备用卷芯2,当工作卷芯2完成收卷后,换卷时,膜料6料头通过裁切卷绕在备用卷芯2上。所述压辊机构3包括压辊摆臂31、枢接在压辊摆臂31前端且能与卷芯2配合的压辊32;所述辅助裁切机构包括设置在压辊摆臂31一端的辅助裁刀34,所述辅助裁刀34通过辅助刀架33固定在压辊摆臂31的前端,所述辅助刀架33包括第一l形板和第二l形板,第一l形板能避开压辊,第二l形板使辅助裁刀34按一定的角度进行安装;所述压辊摆臂31的后端转动连接在回转盘1上,根据不同卷芯2,可以转动压辊摆臂31调节辅助裁刀34的位置角度;压辊设在卷芯2的上方,根据不同直径卷芯2,可以通过调整限位机构5使压辊32与卷芯2两辊表面保持一定距离;当膜料6缠绕在卷芯2且料卷卷径达到一定值时,料卷表面与压辊32接触,随着卷径的增大,带动压辊摆臂31向上摆动。所述主裁切机构4包括安装板42、枢接在安装板42前端的压料胶辊44、驱动安装板42的压料气缸41、安装在安装板42上的裁切气缸43和与裁切气缸43连接的主裁刀46;所述压料胶辊44设在卷芯2的右侧,压料胶辊44在压料气缸41的作用下将膜料6压合在卷芯2表面;所述主裁刀46通过主刀架45枢接在安装板42的前端,主裁刀46通过主刀架45进行摆动,远离或靠近辅助裁刀34,所述裁切气缸43的伸缩杆与主刀架45连接,裁切气缸43通过主刀架45
驱动主裁刀46摆动;所述主裁刀46与辅助裁刀34相对设置,形成双刀设计。如图2所示,所述限位机构5包括固定在回转盘1上的支架53、枢接在支架53上的转轴52和与转轴52连接的具有多个不同高度面的限位体51,本实施例的限位体51呈长方形,其具有四个不同高度的面,进而可以调节辅助裁刀34四个不同的位置角度,也可以采用具有无级调节的凸轮结构;所述限位体设在压辊摆臂31的下方,裁切时刻,限位体与压辊摆臂31接触。在裁切位置的一侧设有吹风管5,卷芯2表面缠有胶带,且胶面朝外,膜料6的后段通过吹风管5吹风和胶带粘贴使刚刚断裂的料头向着新卷芯2的方向主动快速移动,避免在料卷表面形成料头反折现象,改善卷底入料效果,减少废品形成。
19.本发明换卷裁切方法,包括以下步骤:(1)换卷时,压料胶辊44在压料气缸41的作用下将膜料6压合到卷芯2上;(2)启动主裁切机构4,裁切气缸43驱动主裁刀46靠近辅助裁刀34,膜料6随主裁刀46接触到辅助裁刀34,形成双刀对裁,完成膜料6裁切;(3)完成裁切后,膜料6后段通过主裁刀机构压辊44压合到卷芯2上,并通过胶带粘贴缠缚,膜料6前段由卷料卷取,完成换卷。
技术特征:
1.一种双刀收卷裁切装置,其特征在于:包括回转盘、压辊机构、主裁切机构、辅助裁切机构、用于调节辅助裁切机构角度的限位机构和卷芯;所述卷芯安装在回转盘上;所述压辊机构包括压辊摆臂和枢接在压辊摆臂一端且能与卷芯配合的压辊;所述主裁切机构包括安装板、枢接在安装板一端的压料胶辊、驱动安装板的压料气缸、安装在安装板上的裁切气缸和与裁切气缸连接的主裁刀;所述辅助裁切机构包括设置在压辊摆臂一端的辅助裁刀。2.根据权利要求1所述的一种双刀收卷裁切装置,其特征在于:所述压辊摆臂转动安装在回转盘上,所述辅助裁刀通过辅助刀架固定在压辊摆臂的前端。3.根据权利要求1所述的一种双刀收卷裁切装置,其特征在于:所述主裁刀通过主刀架枢接在安装板的前端,所述裁切气缸的伸缩杆与主刀架连接。4.根据权利要求1所述的一种双刀收卷裁切装置,其特征在于:所述限位机构包括转轴和与转轴连接的具有多个不同高度面的限位体,所述限位体设在压辊摆臂的下方。5.根据权利要求1所述的一种双刀收卷裁切装置,其特征在于:在裁切位置的一侧设有吹风管。6.一种如权利要求1所述双刀收卷裁切装置的控制方法,其特征在于,包括以下步骤:(1)换卷时,压料胶辊在压料气缸的作用下将膜料压合到卷芯上;(2)裁切气缸驱动主裁刀动作,膜料随主裁刀移动并接触到辅助裁刀形成辅助支撑和双刀对切,完成膜料裁切;(3)膜料的后段缠缚到收卷卷芯上,前段由卷料卷取,完成换卷。7.根据权利要求6所述的一种双刀收卷裁切装置的控制方法,其特征在于:根据不同规格的卷芯,通过限位机构调节辅助裁切机构的位置角度。8.根据权利要求6所述的一种双刀收卷裁切装置的控制方法,其特征在于:在裁切位置的一侧设有吹风管,卷芯表面缠有胶带,且胶面朝外,膜料的后段通过吹风管吹风和胶带粘贴缠缚到收卷卷芯上。9.根据权利要求7所述的一种双刀收卷裁切装置的控制方法,其特征在于:所述限位机构包括转轴和与转轴连接的具有多个不同高度面的限位体,所述限位体设在压辊摆臂的下方,通过旋转限位体,使限位体不同高度的面与压辊摆臂接触改变辅助裁刀的位置角度。10.根据权利要求1所述的一种双刀收卷裁切装置的控制方法,其特征在于:膜料裁切时刻,压辊不与卷芯接触,当膜料缠绕在卷芯并达到一定的卷径后,卷料与压辊接触。
技术总结
一种双刀收卷裁切装置及其控制方法,包括回转盘、压辊机构、主裁切机构、辅助裁切机构、用于调节辅助裁切机构角度的限位机构和卷芯;所述卷芯安装在回转盘上;所述压辊机构包括压辊摆臂和枢接在压辊摆臂一端且能与卷芯配合的压辊;所述主裁切机构包括安装板、枢接在安装板一端的压料胶辊、驱动安装板的压料气缸、安装在安装板上的裁切气缸和与裁切气缸连接的主裁刀;所述辅助裁切机构包括设置在压辊摆臂一端的辅助裁刀。本发明辅助裁切机构的作用是在主裁切机构裁切时将料膜与其接触,形成双刀对切,为多层超厚材料或高拉伸性材料提供一种稳定可靠的裁刀装置。种稳定可靠的裁刀装置。种稳定可靠的裁刀装置。
技术研发人员:李军红 巨克强
受保护的技术使用者:广州通泽机械有限公司
技术研发日:2022.09.28
技术公布日:2023/3/14
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1