一种棒料转向纠偏输送方法与流程
1.本发明涉及输送技术领域,更具体地说,涉及一种棒料转向纠偏输送方法。
背景技术:
2.在工厂的生产线上,工序之间经常需要将物料短距离的输送,在工厂中棒料短距离输送一般使用人工搬运或链传动装置输送,如果棒料数量较多,人工搬运速度慢,这时需要使用链条传动装置输送,将棒料放置在链条上,通过链轮与链条啮合来带动棒料移动。
3.目前,现有的棒料输送装置还存在着一些不足的地方,例如:现有的棒料输送线无法对棒料进行转向调整输送,使得后续还需人工方式对棒料的输送方向进行调整,若人工来不及调整,则影响后续棒料加工的工序,从而不仅降低棒料输送的效率,而且无法保证后续棒料加工的质量,影响棒料加工生产。
4.另外,对棒料进行转向调整输送也要考虑棒料碰撞的问题,特别一些端面带磁性的棒料,防止端面碰撞是其转向输送需要考虑的问题之一。
技术实现要素:
5.本发明的目的在于克服现有技术中的缺点与不足,提供一种棒料转向纠偏输送方法;该棒料转向纠偏输送方法可对棒料进行理料转向并输送,最终实现棒料统一方向输送,从而无需人工调整输送方向,以提高棒料输送的效率和可对接棒料下一个加工工序。
6.为了达到上述目的,本发明通过下述技术方案予以实现:一种棒料转向纠偏输送方法,其特征在于:采用转向输送机构对传送进料的棒料进行分级理料转向并输送至提升输送机构,实现棒料的第一次转向纠偏;所述转向输送机构朝提升输送机构向下倾斜设置;采用阶梯式结构的提升输送机构对棒料进行筛选并提升输送;对提升的棒料进行纠正理料转向输送,实现棒料的第二次转向纠偏,使得棒料最终统一方向输送至下一加工工序。
7.在上述方案中,本发明方法通过对棒料进行两次理料转向纠偏并输送,最终使得棒料统一方向输送至下一加工工序,从而无需人工调整输送方向,以提高棒料输送的效率以及可按照下一个加工工序的输送方向要求以对接棒料下一个加工工序。
8.采用转向输送机构对传送进料的棒料进行分级理料转向并输送至提升输送机构是指:在转向输送机构的输送线上方倾斜设置与传送进料入口相对的阻挡杆;沿转向输送机构的输送方向,在输送线上倾斜设置若干片弹性阻挡片,若干片弹性阻挡片可对输送的棒料进行分级转向至提升输送机构,实现棒料的第一次转向纠偏。
9.阻挡杆可对从传送进料的棒料进行转向,输送线对棒料输送过程中,若干片弹性阻挡片也对棒料起到转向理料作用,将棒料输送至提升输送机构,经过阻挡杆、倾斜设置的转向输送机构的输送线和若干片弹性阻挡片的转向输送,输送至提升输送机构的棒料大多为与输送线输送方向水平放置状态,以便于后续棒料的提升输送。本发明的第一次转向纠偏可实现棒料的转向调整并输送,以解决人工操作导致效率低的问题,从而提高棒料输送的效率和质量。
10.沿输送线的输送方向,若干片弹性阻挡片排列设置,排列设置的弹性阻挡片的长度逐渐增长。
11.沿输送线输送方向末端的弹性阻挡片横跨输送线;沿输送线输送方向前端的弹性阻挡片为弧形状弹性阻挡片;中部的弹性阻挡片平行设置;其中,中部的弹性阻挡片是指:沿输送线输送方向末端的弹性阻挡片与沿输送线输送方向前端的弹性阻挡片之间的弹性阻挡片。
12.在转向输送机构上还设置与输送线输送方向相反的反向输送链条,实现对棒料转向并防止棒料堆积在提升输送机构入口。反向输送链条不仅可起到对棒料转向的作用,而且避免了棒料堆积堵在提升输送机构的入口。
13.传送进料的入口与转向输送机构之间具有高度差。该高度差可以使得棒料靠自身重量顺利进入输送线,或者棒料由立状变为卧状。
14.所述采用阶梯式结构的提升输送机构对棒料进行筛选并提升输送是指:提升输送机构倾斜设置,在提升输送机构上排列设置若干个三角形、方形或多边形的提升输送辊,形成阶梯式结构;提升输送辊形成的阶梯式结构对与提升输送辊输送方向垂直放置的棒料进行筛选并提升输送,与提升输送辊输送方向水平放置的棒料筛选掉落至转向输送机构,再进行第一次转向纠偏。本发明提升输送机构可以起到筛选的作用,相当于对棒料第二次转向纠偏进行预处理。
15.对提升的棒料进行纠正理料转向输送,实现棒料的第二次转向纠偏是指:设置与提升输送机构对接的纠正输送机构,提升输送机构与纠正输送机构具有高度差,纠正输送机构对从提升输送机构掉落的棒料进行转向输送,实现棒料的第二次转向纠偏。高度差的设计可使得棒料依靠自身重量顺利进入纠正输送机构,或者改变方向。
16.所述纠正输送机构设置有用于对棒料输送的纠正输送链条;纠正输送链条的两侧设置有用于阻挡棒料的阻挡部。待棒料从提升输送机构的最高处落入纠正输送机构时,阻挡部可对棒料起到阻挡作用,使得棒料位于纠正输送链条。
17.所述棒料为空心结构的磁性棒料;在棒料最终统一方向输送至下一加工工序过程中,通过设置退磁器,对输送穿过退磁器的棒料进行消磁。
18.本发明方法的输送原理为:传送进料的棒料靠自身重量掉落进入转向输送机构,在转向输送机构的输送线上方倾斜设置与传送进料入口相对的阻挡杆可阻挡棒料。在棒料输送过程中,沿输送线输送方向排列设置的弹性阻挡片的长度是逐渐增长的,而且弹性阻挡片倾斜设置,可实现对棒料进行分级转向理料的效果,实现棒料的第一次转向纠偏。再加上转向输送机构朝提升输送机构向下倾斜设置,可使得棒料分级转向理料后快速进入提升输送机构。另外,具有弹性的弹性阻挡片倾斜设置,对于沿输送方向输送的棒料来说,可以有效防止弹性阻挡片与棒料两端端面的碰撞,从而可以达到保护棒料端面的效果。同时,增设了与输送线输送方向相反的反向输送链条,进一步对棒料转向,也避免了棒料堆积堵在提升输送机构的入口。
19.当棒料进入提升输送机构时,提升输送辊形成的阶梯式结构对与提升输送辊输送方向垂直放置的棒料进行筛选并提升输送,与提升输送辊输送方向水平放置的棒料筛选掉落至转向输送机构,再进行第一次转向纠偏。待棒料从提升输送机构的最高处落入纠正输送机构时,阻挡部可对棒料起到阻挡作用,使得棒料位于纠正输送链条。纠正输送机构对从
提升输送机构掉落的棒料进行转向输送,实现棒料的第二次转向纠偏。最后,在棒料最终统一方向输送至下一加工工序过程中,通过设置退磁器,对输送穿过退磁器的棒料进行消磁并缓存进入无心磨进行外圆磨。
20.与现有技术相比,本发明具有如下优点与有益效果:本发明棒料转向纠偏输送方法可对棒料进行理料转向并输送,最终实现棒料统一方向输送,从而无需人工调整输送方向,以提高棒料输送的效率和可对接棒料下一个加工工序。
附图说明
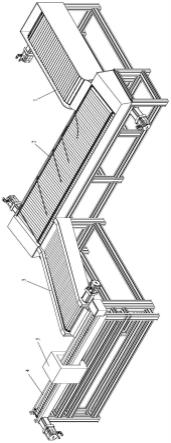
21.图1是本发明棒料转向纠偏输送方法采用的转向纠偏输送设备的示意图;
22.图2是本发明转向纠偏输送设备中转向输送机构、提升输送机构和进料输送机构的示意图一;
23.图3是本发明转向纠偏输送设备中转向输送机构、提升输送机构和进料输送机构的示意图二;
24.图4是本发明转向纠偏输送设备中提升输送机构和纠正输送机构的示意图一
25.图5是图4中a处放大图;
26.图6是本发明转向纠偏输送设备中提升输送机构和纠正输送机构的示意图二;
27.图7是本发明棒料的示意图;
28.其中,1为进料输送机构、2为转向输送机构、2.1为转向输送机架、2.2为阻挡杆、2.3为弹性阻挡片、2.4为输送驱动部件、2.5为输送板、2.6为反向输送驱动部件、2.7为反向输送链条、3为提升输送机构、3.1为提升输送机架、3.2为提升输送驱动部件、3.3为提升输送辊、3.4为提升输送传动部件、4为纠正输送机构、4.1为纠正输送机架、4.2为阻挡部、4.3为纠正输送驱动部件、4.4为纠正输送链条、5为退磁器、6为棒料。
具体实施方式
29.下面结合附图与具体实施方式对本发明作进一步详细的描述。
30.实施例
31.如图1至6所示,本发明棒料转向纠偏输送方法采用的转向纠偏输送设备包括依次对接的进料输送机构1、转向输送机构2、提升输送机构3和纠正输送机构4,其中,转向输送机构2朝提升输送机构3向下倾斜设置,而进料输送机构1与转向输送机构2之间具有高度差,提升输送机构3与纠正输送机构4之间具有高度差。
32.本发明的转向输送机构2包括转向输送机架2.1、用于对棒料6进行输送的输送组件和用于对棒料6进行转向的转向组件,其中,输送组件设置在转向输送机架2.1上并分别与进料输送机构1和提升输送机构3对接。
33.具体地说,转向组件包括阻挡杆2.2和若干片弹性阻挡片2.3,该阻挡杆2.2倾斜设置在转向输送机架2.1上,阻挡杆2.2位于输送组件的上方并与进料输送机构1相对;若干片弹性阻挡片2.3沿输送组件的输送方向设置在转向输送机架2.1上并位于输送组件的上方,沿输送组件输送方向末端的弹性阻挡片2.3位于与提升输送机构3相对的输送组件上方。
34.该输送组件包括输送驱动部件2.4、输送传动部件(未图示)和若干个输送板2.5,该输送驱动部件2.4设置在转向输送机架2.1上,输送驱动部件2.4通过输送传动部件与若
干个输送板2.5连接,实现驱动若干个输送板2.5运动。
35.本发明的若干片弹性阻挡片2.3分别倾斜设置在转向输送机架2.1上。沿输送板2.5的输送方向,若干片弹性阻挡片2.3排列设置,排列设置的弹性阻挡片2.3的长度逐渐增长。沿输送板2.5输送方向末端的弹性阻挡片2.3横跨输送板2.5。末端的弹性阻挡片2.3可作为最后转向部件,通过前面弹性阻挡片2.3未转向输送至提升输送机构3的棒料6,可通过末端的弹性阻挡片2.3最终转向输送至提升输送机构3。同时,沿输送板2.5输送方向末端的弹性阻挡片2.3与输送板2.5输送方向的倾斜角度为100
゜
。而沿输送板2.5输送方向前端的弹性阻挡片2.3为弧形状弹性阻挡片,中部的弹性阻挡片2.3与输送板2.5输送方向的倾斜角度为120
゜
,其中,中部的弹性阻挡片2.3是指:沿输送板2.5输送方向末端的弹性阻挡片2.3与沿输送板2.5输送方向前端的弹性阻挡片2.3之间的弹性阻挡片2.3。
36.为了有利于提高棒料6转向输送的效率,转向输送机架2.1朝提升输送机构3向下倾斜设置,而进料输送机构1与转向输送机架2.1之间具有10-20毫米的高度差,可以使得棒料6靠自身重量顺利进入输送板2.5,或者由立状变为卧状。
37.该输送组件还包括反向输送组件,该反向输送组件包括反向输送驱动部件2.6和反向输送链条2.7,该反向输送驱动部件2.6设置在转向输送机架2.1上并与反向输送链条2.7连接,实现驱动反向输送链条2.7运动,反向输送链条2.7的输送方向与输送板2.5的输送方向相反。本发明的反向输送链条2.7不仅可起到对棒料6转向的作用,而且避免了棒料6堆积堵在提升输送机构3与输送板2.5之间。
38.本发明的提升输送机构3包括提升输送机架3.1和提升输送组件,该提升输送机架3.1倾斜设置。提升输送组件包括提升输送驱动部件3.2、提升输送传动部件3.4和若干个方形的提升输送辊3.3,提升输送驱动部件3.2设置在提升输送机架3.1上,提升输送驱动部件3.2通过提升输送传动部件3.4与若干个提升输送辊3.3连接,实现驱动若干个提升输送辊3.3转动。该提升输送驱动部件3.2通过提升输送传动部件3.4与若干个提升输送辊3.3连接的方式,是常用机械的连接方式。
39.若干个提升输送辊3.3排列设置在倾斜设置的提升输送机架3.1上,并形成阶梯式结构,若干个提升输送辊3.3形成阶梯式结构,并且采用方形的提升输送辊3.3,可使得与提升输送辊3.3输送方向垂直放置的棒料6提升输送,而与提升输送辊3.3输送方向水平放置的棒料6则会滑落并无法提升输送,这样可以使得后续纠正输送组件对与提升输送辊3.3输送方向垂直放置的棒料6转向纠正为统一输送方向。因此,该设计可起到对不是统一输送方向的棒料6进行预处理。
40.该纠正输送机构4包括纠正输送机架4.1和纠正输送组件,该纠正输送机架4.1设置有用于阻挡棒料6的阻挡部4.2。纠正输送组件包括纠正输送驱动部件4.3和纠正输送链条4.4,该纠正输送驱动部件4.3设置在纠正输送机架4.1上并与纠正输送链条4.4连接,实现驱动纠正输送链条4.4运动,而纠正输送链条4.4位于纠正输送机架4.1的两侧阻挡部4.2之间。提升输送组件的最高处与纠正输送组件之间的高度差为10-20毫米。该纠正输送链条4.4不仅对棒料6起到输送作用,而且也起到方向纠正作用。待棒料6从提升输送组件的最高处落入纠正输送组件时,阻挡部4.2可对棒料6起到阻挡作用,使得棒料6位于纠正输送组件,而高度差的设计,可使得棒料6依靠自身重量顺利进入纠正输送组件,或者改变方向。
41.本实施例的棒料6为汽车销轴,即为磁性棒料,该转向纠偏输送设备还包括退磁器
5,该退磁器5设置在纠正输送组件上。本发明通过纠正输送组件转向纠正的棒料6是与纠正输送链条4.4传送方向水平放置的,该棒料6通过退磁器5消磁后可通过纠正输送链条4.4进入下一个加工工序,例如进入磨床进行棒料6的外圆磨。
42.本发明棒料转向纠偏输送方法是这样的:采用转向输送机构2对传送进料的棒料6进行分级理料转向并输送至提升输送机构3,实现棒料6的第一次转向纠偏,转向输送机构2朝提升输送机构3向下倾斜设置;采用阶梯式结构的提升输送机构3对棒料6进行筛选并提升输送;对提升的棒料6进行纠正理料转向输送,实现棒料6的第二次转向纠偏,使得棒料6最终统一方向输送至下一加工工序。
43.具体地说,在转向输送机构2的输送板2.5上方倾斜设置与进料输送机构1入口相对的阻挡杆2.2;沿转向输送机构2的输送方向,在输送板2.5上倾斜设置若干片弹性阻挡片2.3,若干片弹性阻挡片2.3可对输送的棒料6进行分级转向至提升输送机构3,实现棒料6的第一次转向纠偏。其中,沿输送板2.5的输送方向,若干片弹性阻挡片2.3排列设置,排列设置的弹性阻挡片2.3的长度逐渐增长。沿输送线输送方向末端的弹性阻挡片2.3横跨输送板2.5;沿输送板2.5输送方向前端的弹性阻挡片2.3为弧形状弹性阻挡片;中部的弹性阻挡片2.3平行设置;
44.本发明方法在转向输送机构2上还设置与输送线输送方向相反的反向输送链条2.7,实现对棒料6转向并防止棒料6堆积在提升输送机构3的入口。进料输送机构1的入口与转向输送机构2之间具有高度差。该高度差可以使得棒料6靠自身重量顺利进入输送板2.5,或者棒料6由立状变为卧状。
45.本发明方法中,采用阶梯式结构的提升输送机构3对棒料6进行筛选并提升输送是指:提升输送机构3倾斜设置,在提升输送机构3上排列设置若干个三角形、方形或多边形的提升输送辊3.3,形成阶梯式结构;提升输送辊3.3形成的阶梯式结构对与提升输送辊3.3输送方向垂直放置的棒料6进行筛选并提升输送,与提升输送辊3.3输送方向水平放置的棒料6筛选掉落至转向输送机构2,再进行第一次转向纠偏。本发明提升输送机构3可以起到筛选的作用,相当于对棒料6第二次转向纠偏进行预处理。
46.对提升的棒料6进行纠正理料转向输送,实现棒料6的第二次转向纠偏是指:设置与提升输送机构3对接的纠正输送机构4,提升输送机构3与纠正输送机构4具有高度差,纠正输送机构4对从提升输送机构3掉落的棒料6进行转向输送,实现棒料6的第二次转向纠偏。在棒料6最终统一方向输送至下一加工工序过程中,通过设置退磁器5,对输送穿过退磁器5的棒料6进行消磁。
47.本发明方法的输送原理为:传送进料的棒料6靠自身重量掉落进入转向输送机构2,在转向输送机构2的输送板2.5上方倾斜设置与进料输送机构1的入口相对的阻挡杆2.2可阻挡棒料6。在棒料6输送过程中,沿输送板2.5输送方向排列设置的弹性阻挡片2.3的长度是逐渐增长的,而且弹性阻挡片2.3倾斜设置,可实现对棒料6进行分级转向理料的效果,实现棒料6的第一次转向纠偏。再加上转向输送机构2朝提升输送机构3向下倾斜设置,可使得棒料6分级转向理料后快速进入提升输送机构3。另外,具有弹性的弹性阻挡片2.3倾斜设置,对于沿输送方向输送的棒料6来说,可以有效防止弹性阻挡片2.3与棒料6两端端面的碰撞,从而可以达到保护棒料6端面的效果。同时,增设了与输送板2.5输送方向相反的反向输送链条2.7,进一步对棒料6转向,也避免了棒料6堆积堵在提升输送机构3的入口。
48.当棒料6进入提升输送机构3时,提升输送辊3.3形成的阶梯式结构对与提升输送辊3.3输送方向垂直放置的棒料6进行筛选并提升输送,与提升输送辊3.3输送方向水平放置的棒料6筛选掉落至转向输送机构2,再进行第一次转向纠偏。待棒料6从提升输送机构3的最高处落入纠正输送机构4时,阻挡部4.2可对棒料6起到阻挡作用,使得棒料6位于纠正输送链条4.4。纠正输送机构4对从提升输送机构3掉落的棒料6进行转向输送,实现棒料6的第二次转向纠偏。最后,在棒料6最终统一方向输送至下一加工工序过程中,通过设置退磁器5,对输送穿过退磁器5的棒料6进行消磁并缓存进入无心磨进行外圆磨。
49.上述实施例为本发明较佳的实施方式,但本发明的实施方式并不受上述实施例的限制,其他的任何未背离本发明的精神实质与原理下所作的改变、修饰、替代、组合、简化,均应为等效的置换方式,都包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1