一种无机石板材堆叠系统的制作方法
1.本发明涉及板材包装设备技术领域,尤其是一种无机石板材自动堆叠装置。
背景技术:
2.目前的无机石板材堆叠包装普遍依赖机械手将板材夹持或者吸附进行堆叠,但是机械手来回转向耗费时间,效率较低,且机械手造价昂贵,生产成本高,不适用于小型的无机石板材制造工厂;
3.专利cn105293043公开了一种瓷砖堆叠转向输送装置,该装置是通过传送带将板材运送到与传送带高度相同的升降平台,再控制升降平台下降,使后续传送带上的板材滑动到上一块板材上实现板材堆叠,这种堆叠方式使板材直接滑动到另一块板材上方,容易对板材的上表面或上表面的保护薄膜造成磨损,影响生产质量。
4.专利cn111498511a公开了一种环保构件板材加工的自动堆叠转运装置,当板材在输送机上进行输送时,板材将在引导轮的作用下引导矫正前进,避免跑偏,当光电传感器探测到板材时,光电传感器将发送信号至微控制器,微控制器再发送指令至电动气缸进行工作,使得堆叠机构升起,直至板材的左端挤压到压力传感器时,压力传感器将发送信号至微控制器,通过微控制器控制电动气缸下降,使得堆叠机构下降至新加入的板材的下方,完成堆叠。通过这种堆叠方式堆叠板材,特别是无机石、瓷砖等易碎板材时,当堆叠机构上方板材数量过多时,堆叠机构下降至新加入的板材上方,并继续下降的过程中,堆叠机构与其上方的多块板材作为一个整体对新加入的板材棱边产生挤压、摩擦,因无机石、瓷砖等板材比重大,自身重力相对较大,导致新加入的板材棱边受到的挤压力、摩擦力较大,及易使新加入的板材棱边破损,严重影响板材质量,同时,当堆叠机构上方板材数量过多时,其上方板材过重,长期挤压容易使堆叠机构堆叠连接部位产生形变,板材无法平稳的堆叠于其上方。
技术实现要素:
5.为解决上述现有技术问题,本发明提供一种无机石板材堆叠系统。
6.为了实现上述目的,本发明采用的技术方案是:
7.一种无机石板材堆叠系统,其特征在于,包括:
8.堆叠架、第一伸缩装置、处理器;
9.所述堆叠架包括支撑架、多组u型支架、动力装置;
10.所述支撑架由第一支撑板、第二支撑板、第三支撑板构成;
11.所述第二支撑板、第三支撑板平行于第一支撑板设置,且通过连接件与第一支撑板连接;
12.所述u型支架由伸缩段、第一支架、第二支架构成,所述第一支架和第二支架分别连接于伸缩段两侧;
13.所述第二支撑板、第三支撑板设有多组滑槽,所述第一支架及第二支架的一端与所述滑槽连接,可在水平方向滑动,所述伸缩段与第一支撑板连接;
14.所述第一伸缩装置与堆叠架连接,可带动堆叠架沿竖直方向上下移动;
15.所述动力装置可控制伸缩段带动第一支架、第二支架相互远离或者靠近;
16.其中,每层u型支架的一侧设有检测装置,所述检测装置可检测u型支架上方是否有板材进入;
17.所述处理器可接收检测装置发送的信号,并控制动力装置使u型支架的伸缩段带动第一支架、第二支架相互远离或者靠近。
18.优选的,所述第二支撑板、第三支撑板之间的距离为l1,需要堆叠的板材长边的长度为l2,l1》l2。
19.优选的,l1-l2》4cm,且l1-l2《10cm。
20.优选的,所述u型支架的伸缩段包括:
21.第一传动齿轮、第一连接轴、第一啮合杆、第二啮合杆;
22.所述第一支撑板具有内部空腔,所述第一连接轴设置于所述内部空腔,且与第一支撑板内壁面连接,所述第一传动齿轮与所述第一连接轴活动连接;
23.所述第一啮合杆与第二啮合杆相互平行,且分别与第一传动齿轮啮合连接;
24.所述第一啮合杆与第一支架连接;所述第二啮合杆与第二支架连接,所述动力装置可带动所述第一啮合杆或第二啮合杆在水平方向移动。
25.优选的,所述动力装置由传送皮带和第一斜面滑块构成;
26.所述第一斜面滑块与所述传送皮带的皮带连接;
27.所述第二啮合杆还具有延长段,所述延长段端部连接有第二斜面滑块,所述第二斜面滑块与第一斜面滑块相互抵接设置,所述传送皮带带动第一斜面滑块转动,挤压第二斜面滑块后,可使第二啮合杆在水平方向移动,且移动方向朝向第一啮合杆。
28.优选的,其中,与第二支撑板连接的连接件为连接件a,与第三支撑板连接的连接件为连接件b;
29.所述u型支架的第一支架所述连接件a之间设置有复位弹簧,当所述第一支架与第二支架之间距离增大后,复位弹簧对第一支架产生朝向第二支架的弹力。
30.优选的,所述的一种无机石板材堆叠系统,其特征在于,
31.还包括:夹持装置;
32.所述夹持装置由第一夹板、第二夹板构成,所述第一夹板与所述连接件a通过滑槽a滑动连接,所述第一夹板可滑动方向垂直于所述连接件a,且平行于u型支架;
33.所述第二夹板与所述连接件b通过滑槽b滑动连接,所述第二夹板可滑动方向垂直于所述连接件b,且平行于u型支架;
34.所述第一夹板与所述第一支架上板面之间的距离小于需堆叠板材的厚度;所述第二夹板与所述第二支架上板面之间的距离小于需堆叠板材的厚度;
35.所述第一夹板连接有第二动力装置,所述第二动力装置可使第一夹板与第二夹板之间的距离减小或增大。
36.优选的,所述第一夹板、第二夹板由连接段与夹持段构成,所述第一夹板的连接段与所述滑槽a滑动连接,所述第二夹板的连接段与所述滑槽b滑动连接,所述夹持段与所述连接段铰接。
37.优选的,所述的一种无机石板材堆叠系统,其特征在于,
38.还包括:夹板复位弹簧;
39.所述夹板复位弹簧一端与第二夹板连接,另一端与所述连接件连接;
40.所述夹板复位弹簧可使第一夹板与第二夹板自动回到初始位置,便于下一批板材进入,不需要人工操作u型支架复位。
41.优选的,所述第一支撑板板面设置有弹性体,所述弹性体可阻挡进入u型支架的板材碰撞第一支撑板。
42.本发明的有益效果体现在:
43.1、该系统使板材以从上往下的方式进行垂直堆叠,相较于使板材直接滑动到另一块板材上方进行堆叠的方式,板材底部不会对另一板材上表面造成磨损;
44.2、该系统可使板材以较快的速度进行堆叠,堆叠效率高;
45.3、该系统使板材以从上往下的方式进行垂直堆叠时,上方板材被下方板材向上顶,以此完成堆叠,避免了两块板材以较大速度碰撞造成破损的情况出现。
附图说明
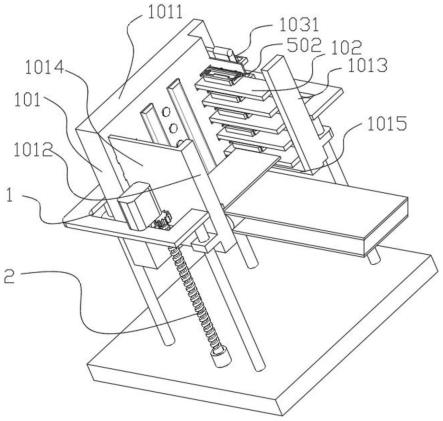
46.图1为一种无机石板材堆叠系统立体结果示意图;
47.图2为一种无机石板材堆叠系统俯视图;
48.图3为第二夹板放大示意图;
49.图4为堆叠架剖面机构示意图a;
50.图5为堆叠架剖面机构示意图b;
51.图6为伸缩段放大示意图。
52.附图标记:堆叠架1、第一伸缩装置2、处理器3、支撑架101、u型支架102、动力装置103、第一支撑板1011、第二支撑板1012、第三支撑板1013、伸缩段1021、第一支架1022、第二支架1023、检测装置4;复位弹簧201;第一传动齿轮1024、第一啮合杆1026、第二啮合杆1027;传送带1031、第一斜面滑块1032、第二斜面滑块1033;连接件a1014、连接件b1015、第一夹板501、第二夹板502、滑槽a1016、滑槽b1017;第二动力装置7;连接段503、夹持段504;缓冲部件8;弹性体9。
具体实施方式
53.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
54.请参阅图1-6所示,本发明提供的具体实施例如下:
55.实施例1
56.参阅图1、图2,一种无机石板材堆叠系统,其特征在于,包括:
57.堆叠架1、第一伸缩装置2、处理器3;
58.所述堆叠架1包括支撑架101、多组u型支架102、动力装置103;
59.所述支撑架101由第一支撑板1011、第二支撑板1012、第三支撑板1013构成;
60.所述第二支撑板1012、第三支撑板1013平行于第一支撑板1011设置,且通过连接
件与第一支撑板1011连接;
61.所述u型支架102由伸缩段1021、第一支架1022、第二支架1023构成,所述第一支架1022和第二支架1023分别连接于伸缩段1021两侧;
62.所述第二支撑板1012、第三支撑板1013设有多组滑槽,所述第一支架1022及第二支架1023的一端与所述滑槽连接,可在水平方向滑动,所述伸缩段1021与第一支撑板1011连接。
63.所述第一伸缩装置2与堆叠架1连接,可带动堆叠架1沿竖直方向上下移动;
64.所述动力装置103可控制伸缩段1021带动第一支架1022、第二支架1023相互远离或者靠近;
65.其中,每层u型支架102堆料的一侧设有检测装置4,所述检测装置4可检测u型支架102上方是否有板材进入;
66.所述处理器3可接收检测装置4发送的信号,并控制动力装置103使u型支架102的伸缩段1021带动第一支架1022、第二支架1023相互远离或者靠近。
67.目前的无机石板材生产完成后,需要进行堆叠,再用包装盒包装后才会进入销售环节,而发明人发现目前堆叠方式普遍通过机械手抓取单片的板材,将多块板材转移至同一位置,完成堆叠,这种方式需要机械手来回运输板材,比较耗费时间。目前的一种快速堆叠方式是:在堆叠机构上方放入板材后,控制堆叠机构升起,直至新加入的板材到达堆叠机构下方时,再控制可转动的堆叠机构转动下降至新加入的板材的下方,完成堆叠。通过这种堆叠方式堆叠板材,特别是无机石、瓷砖等易碎板材时,当堆叠机构上方板材数量过多时,堆叠机构下降至新加入的板材上方与堆叠机构接触,并继续转动下降的过程中,堆叠机构与其上方的多块板材作为一个整体对新加入的板材棱边产生挤压、摩擦,因无机石、瓷砖等板材比重大,自身重力相对较大,导致新加入的板材棱边受到的挤压力、摩擦力较大,极易使新加入的板材棱边破损,严重影响板材质量。
68.本实施例提供了一种无机石板材自动堆叠装置,在实际使用过程中,可将传送带的一端设置于u型支架102的第一支架1022和第二支架1023之间,并使堆叠架1的最顶层u型支架102下降至运送板材的传送带下方,使传送带上方的板材可滑动至u型支架102上方,此时,u型支架102一侧设置的检测装置4识别到板材进入,处理器3控制第一伸缩装置2带动堆叠架1上移,使u型支架102支撑传送带上的板材向上移动,并使传送带上的后一块板材进入最顶层u型支架102的下一层u型支架102上方,检测装置4识别到板材进入后,处理器3接收信号,再控制第一伸缩装置2带动堆叠架1上移,以此实现多块板材进入堆叠架1,当板材进入最底层的u型支架102上方时,该层u型支架102一侧的检测装置4识别板材进入,处理器3控制第一伸缩装置2带动堆叠架1向下移动,同时控制动力装置103以从下往上的顺序带动各层u型支架102的伸缩段1021伸长,使各层u型支架102上方的板材依次降落至传送带上方,完成板材堆叠。
69.本堆叠系统在堆叠过程中,不会对板材棱边产生挤压力、摩擦力,堆叠时,相邻两板材之间不会产生摩擦,有效降低了堆叠时对板材上表面(例如瓷砖的釉面)的磨损。且本装置将板材堆叠过程中,板材会脱离支撑构件,避免了在多块板材对支撑构件产生较大压力,使支撑构件连接部变形的情况出现。
70.实施例2
71.本实施例中,作为实施例1技术方案的进一步改进,其特征在于,
72.所述第二支撑板1012、第三支撑板1013之间的距离为l1,需要堆叠的板材长边的长度为l2,l1》l2。
73.目前的板材,其长度与宽度可能不同,以大规格瓷砖为例,具有400x800,450x900,600x900等尺寸类型,本实施例设置第二支撑板1012、第三支撑板1013之间的距离l1大于板材长边的长度l2,使得板材长边方向的侧壁可进入与第二支撑板1012、第三支撑板1013连接的第一支架1022、第二支架1023上方,完成板材堆叠。
74.优选的,l1-l2》4cm,且l1-l2《10cm。
75.实际堆叠时,传送带上方板材,可能相对于u型支架102未处于居中位置,有一定偏移距离时,板材的长度方向两侧的两端,其中一端偏离第二支撑板1012、第三支撑板1013中的一个,另一端碰撞到第二支撑板1012、第三支撑板1013中的一个。
76.本实施例进一步设置第二支撑板1012、第三支撑板1013之间的距离l1与板材长边的长度l2之差大于4cm,避免了板材进入u型支架102时,在传送带上方发生偏移,无法进入的情况出现。
77.实施例3
78.参阅图6本实施例中,作为实施例1技术方案的进一步改进,其特征在于,
79.所述u型支架102的伸缩段1021包括:
80.第一传动齿轮1024、第一连接轴、第一啮合杆1026、第二啮合杆1027;
81.所述第一支撑板1011具有内部空腔,所述第一连接轴设置于所述内部空腔,且与第一支撑板1011内壁面连接,所述第一传动齿轮1024与所述第一连接轴活动连接;
82.所述第一啮合杆1026与第二啮合杆1027相互平行,且分别与第一传动齿轮1024啮合连接;
83.所述第一啮合杆1026与第一支架1022连接;所述第二啮合杆1027与第二支架1023连接,所述传动装置可带动所述第一啮合杆1026或第二啮合杆1027在水平方向移动。
84.实施例1中通过伸缩段1021调节u型支架102的第一支架1022与第二支架1023之间的距离,其中的伸缩段1021可为伸缩气缸,伸缩螺杆,伸缩齿条等,考虑到控制第一支架1022与第二支架1023之间的距离增加,使板材下降时,若第一支架1022与第二支架1023中仅其中之一被伸缩段1021带动产生平移,板材的一端会先脱离u型支架102,并受重力影响以倾斜角度下降,无法平稳对齐的降落至其下方的板材上,达到的堆叠效果不好。
85.本实施例设置伸缩段1021由第一传动齿轮1024、第一连接轴、第一啮合杆1026、第二啮合杆1027构成,第一啮合杆1026与第二啮合杆1027相互平行,且分别与第一传动齿轮1024啮合连接,第一啮合杆1026、第二啮合杆1027分别与第一支架1022、第二支架1023连接后,第一支架1022、第二支架1023中的其中一个移动,则另一个也会被带动朝反方向移动,以此实现了,u型支架102的第一支架1022与第二支架1023的同步移动,有效解决了上述问题。
86.实施例4
87.参阅图4,本实施例中,作为实施例1技术方案的进一步改进,其特征在于,
88.所述传动装置由传送皮带1031和第一斜面滑块1032构成;
89.所述第一斜面滑块1032与所述传送皮带1031连接;
90.所述第二啮合杆1027还具有延长段,所述延长段端部连接有第二斜面滑块1033,所述第二斜面滑块1033与第一斜面滑块1032相互抵接设置,所述传送皮带1031带动第一斜面滑块1032转动,挤压第二斜面滑块1033后,可使第二啮合杆1027在水平方向移动,且移动方向朝向第一啮合杆1026。
91.若不同层u型支架102的伸缩段1021都需要通过传动装置间隔性的控制其伸长或缩短,需要堆叠的板材层数过多时,则每增加一层u型支架102则需要增加一个传动装置,会增加系统复杂度及系统的生产、运行成本。
92.本实施例中,传动装置由传送皮带1031和第一斜面滑块1032构成,第二啮合杆1027的延长段连接有第二斜面滑块1033,通过将第二斜面滑块1033与第一斜面滑块1032相互抵接设置,使传送皮带1031带动第一斜面滑块1032转动,挤压第二斜面滑块1033后,即可使第二啮合杆1027在水平方向移动,且移动方向朝向第一啮合杆1026,仅需一个动力源即可实现多层u型支架102的伸缩段1021的伸缩。
93.实施例5
94.参阅图4、图5,本实施例中,作为实施例4技术方案的进一步改进,其特征在于,
95.其中,与第二支撑板1012连接的连接件为连接件a1014,与第三支撑板1013连接的连接件为连接件b1015;
96.所述u型支架102的第一支架1022所述连接件a1014之间设置有复位弹簧201,当所述第一支架1022与第二支架1023之间距离增大后,复位弹簧201对第一支架1022产生朝向第二支架1023的弹力。
97.本实施例中,当第一斜面滑块1032挤压第二斜面滑块1033使第一支架1022与第二支架1023之间距离增大后,所述复位弹簧201可使第一支架1022与第二支架1023自动回到初始位置,便于下一批板材进入,不需要人工操作u型支架102复位。
98.实施例6
99.参阅图4、图5,本实施例中,作为实施例4技术方案的进一步改进,其特征在于,
100.还包括:夹持装置;
101.所述夹持装置由第一夹板501、第二夹板502构成,所述第一夹板501与所述连接件a1014通过滑槽a1016滑动连接,所述第一夹板501可滑动方向垂直于所述连接件a1014,且平行于u型支架102;
102.所述第二夹板502与所述连接件b1015通过滑槽b1017滑动连接,所述第二夹板502可滑动方向垂直于所述连接件b1015,且平行于u型支架102;
103.所述第一夹板501与所述第一支架1022上板面之间的距离小于需堆叠板材的厚度;所述第二夹板502与所述第二支架1023上板面之间的距离小于需堆叠板材的厚度;
104.所述第一夹板501连接有第二动力装置7103,所述第二动力装置7103可使第一夹板501与第二夹板502之间的距离减小或增大。
105.在实际堆叠板材时,u型支架102上方的板材与到其下一层u型支架102上方板材之间存在一定距离s,若板材直接依靠其重力下降,会与其下方的板材产生碰撞,碰撞强度与距离s成正比,产生碰撞可能造成板材破损。
106.本实施例中,设置了夹持装置,通过第二动力装置7103控制夹持装置的第一夹板501、第二夹板502之间的距离减小,可将板材夹持与第一夹板501、第二夹板502之间,待其
表示大于或等于a,且小于或等于b的范围。
122.在本发明的实施例的描述中,本文中术语“和/或”,仅仅是一种描述关联对象的关联关系,表示可以存在三种关系,例如,a和/或b,可以表示:单独存在a,同时存在a和b,单独存在b这三种情况。另外,本文中字符“/”,一般表示前后关联对象是一种“或”的关系。
123.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1