工件转装设备的制作方法
1.本发明涉及工件转装技术领域,特别是涉及工件转装设备。
背景技术:
2.机加工中,很多工件(如铣刀等机加工刀具)在使用之前需要放置于清洗盘并通过清洗装置进行清洗,工件清洗后,再由人工将工件由清洗盘转装至工装盘进行存放,以备使用。但是,人工转装工件的方式用时较长,导致工件的转装效率较低,故亟需改进。
技术实现要素:
3.针对上述问题,提供一种工件转装设备,旨在能够提升工件的转装效率。
4.一种工件转装设备,所述工件转装设备包括:机台,所述机台设有用以供工件转装的转装工位以及取件工位;工装盘存放装置,所述工装盘存放装置设于所述机台并用以存放工装盘;取盘机械手,所述取盘机械手设于所述机台并用以将工装盘在所述工装盘存放装置和所述转装工位之间双向取放;清洗盘存放装置,所述清洗盘存放装置设于所述机台并用以存放装入工件的清洗盘;空盘存放装置,所述空盘存放装置设于所述机台并用以存放空清洗盘;清洗盘取放装置,所述清洗盘取放装置设于所述机台并用以将装入工件的清洗盘自所述清洗盘存放装置取出至所述取件工位,所述清洗盘取放装置还用以将空清洗盘自所述取件工位运送至所述空盘存放装置进行存放;取件机械手,所述取件机械手设于所述机台,所述取件机械手用以将所述清洗盘取放装置取出的清洗盘上的工件抓取并装配至所述转装工位处的工装盘;控制器,所述控制器与所述工装盘存放装置、所述取盘机械手、所述清洗盘存放装置、所述空盘存放装置、所述清洗盘取放装置以及取件机械手均通信连接。
5.优选的,所述工装盘存放装置包括多个承载板以及均与所述控制器通信连接的多个驱动件;其中,多个所述承载板沿竖向间隔排布,各所述承载板均沿纵向滑动连接于所述机台,各所述承载板的上表面均设有沿横向间隔设置的多个卡固座,各所述卡固座均用以卡固工装盘;各所述驱动件均设于所述机台并与对应的所述承载板连接,以驱动对应的承载板沿纵向滑动。
6.优选的,所述取盘机械手包括均与所述控制器通信连接的升降横移机构、转动件以及内撑式机械爪;其中,所述升降横移机构设于所述机台并位于所述转装工位与所述工装盘存放装置之间,所述升降横移机构与所述转动件连接,以驱动所述转动件沿竖向升降以及沿横向移动;所述转动件的输出端向上并连接有水平设置的转接板,所述内撑式机械爪设于所述转接板并用以将工装盘由内侧撑起或者释放撑起后的工装盘。
7.优选的,所述清洗盘存放装置包括沿纵向间隔设置的两升降台、多个承载台以及驱动机构;其中,两所述升降台沿纵向平行间隔设置,各所述升降台均沿竖向滑动连接于所述机台,多个所述承载台分设于所述两所述升降台相互靠近的表面,以使多个所述承载台和两所述升降台构建形成沿竖向间隔排布的多个存放层,各存放层均用以存放装入工件的
清洗盘;所述驱动机构设于所述机台并用以驱动两所述升降台同步升降。
8.优选的,所述清洗盘取放装置包括横移机构以及夹持机构,所述横移机构设于所述机台并与所述夹持机构连接,以驱动所述夹持机构沿横向移动,所述横移机构的一端位于两所述升降台之间,所述横移机构的另一端朝远离两所述升降台的方向延伸并经过所述取件工位设置,所述夹持机构用以沿横向夹持清洗盘或者释放清洗盘。
9.优选的,所述工件转装设备还包括清洗盘定位装置,所述清洗盘定位装置包括两驱动部以及两夹持部,两所述驱动部均设于所述机台并在纵向上关于所述取件工位呈相对设置,各所述驱动部均与对应的所述夹持部连接,以驱动两所述夹持部沿纵向夹持或释放清洗盘。
10.优选的,所述空盘存放装置包括升降件、多个升降杆以及多个承载件;其中,所述升降件设于所述机台并与各所述升降杆均连接,以驱动多个所述升降杆同步升降,多个所述升降杆的连线呈闭环设置,以使各所述升降杆均具有呈相对设置的内侧和外侧;各所述承载件均具有呈相对设置的枢接端和承载端,各所述承载件的枢接端与对应的所述升降杆枢接且仅能向上转动,各所述承载件的承载端均超出对应的所述升降杆的内侧设置,以使多个所述承载件的承载端能够一同承载空清洗盘。
11.优选的,所述空盘存放装置还包括多个限位件,各所述限位件均设于对应的所述升降杆并位于对应的所述承载件的转动轨迹上,各所述承载件均具有承载空清洗盘的承载位置以及与对应的所述限位件抵接的抵接位置,各所述承载件在位于所述抵接位置时均能够在自身重力作用下转动至所述承载位置。
12.优选的,所述取件机械手包括转动机构、升降机构、机械爪以及摄像头;其中,所述转动机构设于所述机台并位于所述转装工位与所述取件工位之间,所述转动机构与所述升降机构连接并用以驱动所述升降机构转动,所述升降机构与所述机械爪和所述摄像头均连接,以驱动所述机械爪和所述摄像头同步升降,所述机械爪用以抓取所述清洗盘取放装置取出的清洗盘上的工件,所述机械爪还用以将抓取后的工件释放,所述摄像头用以判断所述机械手是否抓取工件,所述摄像头还用以对所述转转工位处的工装盘进行定位。
13.优选的,所述转装工位位于所述取盘机械手与所述取件机械手之间,所述工件转装设备还包括中转装置,所述中转装置包括第一转动件、两第二转动件、两定位座以及摄像件;其中,所述第一转动件设于所述转装工位,且所述第一转动件的输出端向上并与两所述第二转动件均连接,两所述第二转动件自所述取盘机械手至所述取件机械手的方向间隔设置,各所述第二转动元件的输出端均向上并与对应的所述定位座连接,以驱动对应的所述定位座转动,各所述定位座均用以定位工装盘;所述摄像件用以判断工件是否装配至靠近所述取件机械手的工装盘。
14.上述的工件转装设备通过工装盘存放装置、取盘机械手、清洗盘存放装置、空盘存放装置、清洗盘取放装置、取件机械手以及控制器的设定,在进行工件转装作业时,首先,将空工装盘存放至工装盘存放装置,将装入工件的清洗盘经清洗后存放至清洗盘存放装置。其次,通过控制器控制取盘机械手将空工装盘自工装盘存放装置取放至转装工位。接着,通过控制器控制清洗盘取放装置将装入工件清洗盘自清洗盘存放装置取出至取件工位。然后,先通过控制器控制取件机械手将清洗盘取放装置取出的清洗盘上的工件逐一抓取并装配至转装工位处的工装盘上,直至清洗盘上的工件全部被转装,再通过控制器控制清洗盘
取放装置将空清洗盘自取件工位运送至空盘存放装置处进行存放。最后,通过控制器控制取盘机械手将装入工件的工装盘自转装工位取放至工装盘存放装置进行存放。如此反复,直接所有的清洗盘上的工件均被转装至工装盘上,便能完成工件自清洗盘至工装盘的转装。如此设置,能够提升工件的转装效率。
附图说明
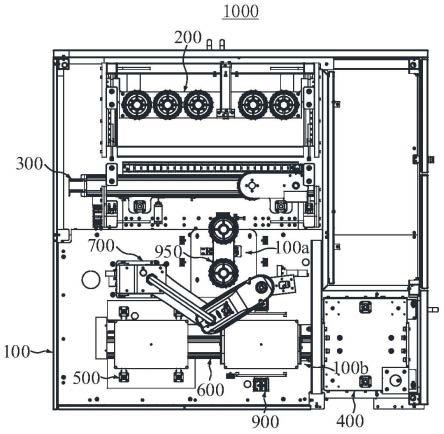
15.图1为本发明中工件转装设备的一实施例的俯视结构示意图;图2为本发明中清洗盘的一实施例的结构示意图;图3为本发明中工装盘的一实施例的结构示意图;图4为本发明中工件转装设备的一实施例的整体结构示意图;图5 为图4的另一视角的结构示意图;图6为本发明中工件转装设备的一实施例的内部结构示意图;图7为图6中局部a的放大结构示意图;图8为本发明中卡固座的一实施例的结构示意图;图9为本发明中取盘机械手的一实施例的结构示意图;图10为本发明中展示内撑式机械爪的卡口的一实施例的结构示意图;
16.图11为本发明中清洗盘存放装置的一实施例的结构示意图;图12为图11中局部b的放大结构示意图;图13为图11的另一视角的结构示意图;图14为本发明中清洗盘取放装置的一实施例的结构示意图;图15为本发明中空清洗盘存放装置的一实施例的结构示意图;图16为图15中局部c的放大结构示意图;图 17为本发明中取件机械手的一实施例的结构示意图;图18为图4中局部d的放大结构示意图;图19为本发明中中转装置的一实施例的结构示意图;图20 为本发明中展示第二转动件、定位座以及集成壳的一实施例的结构示意图。
17.附图标记说明:1000工件转装设备;510升降件;100机台;511集成板; 100a转装工位;511a让位开口;100b取件工位;520升降杆;100c安装腔;521 轴套;110工装盘仓;530承载件;110a出入口;531转轴;111工装盘仓门; 540限位件;120清洗盘仓;550集成件;120a取放口;600清洗盘取放装置; 121清洗盘仓门;610横移机构;130滑轨;620夹持机构;140基板;621底板; 140a限位孔;622固定板;141安装台;623活动板;141a安装孔;624施力件;150安装架;700取件机械手;151竖直板;710转动机构;152连接板;720 升降机构;200工装盘存放装置;730机械爪;210承载板;740摄像头;211卡固座;800控制器;211a卡槽;900清洗盘定位装置;212滑块;910驱动部; 220驱动件;920夹持部;300取盘机械手;930光电传感器;310升降横移机构; 931光发射器;311升降部;932光接收器;312横移部;950中转装置;320转动件;951第一转动件;321转接板;952第二转动件;330内撑式机械爪;953 定位座;330a卡口;954摄像件;400清洗盘存放装置;955光电传感结构;410 升降台;956集成壳;411导向杆;957光电检测结构;420承载台;2000清洗盘;430驱动机构;2100盘体;431传动杆;2200栅格网;432从动轮;3000 工装盘;433动力件;3100内环;434主动轮;3110定位部;435传动带;3200 外环;436抵压轮;3210垫块;437驱动元件;3300连接部;437a连接杆;3400 插放套;500空盘存放装置。
具体实施方式
18.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图对本发明的具体实施方式做详细的说明。
19.本发明提出一种工件转装设备,其通过工装盘存放装置、取盘机械手、清洗盘存放
装置、空盘存放装置、清洗盘取放装置以及取件机械手的设定,实现了工件自清洗盘至工装盘的智能化转装,提升了工件的转装效率。上述的工件转装包括工件转移和工件装配两个动作,即将工件自一存放处转移并装配至另一存放处。
20.请参阅图1至图3,该工件转装设备1000与清洗盘2000和工装盘3000搭配使用。请参阅图2,清洗盘2000包括盘体2100以及两栅格网2200,两栅格网2200沿竖向间隔安装于盘体2100,两栅格网2200上的栅格孔一一对位设置,以使两栅格网2200上任意相对位的两栅格孔形成供工件插放的插放工位。如此设置,将工件逐一插放至多个插放工位,便能将工件装入清洗盘2000。
21.请参阅图3,工装盘3000包括内环3100、外环3200、多个连接部3300以及多个插放套3400,内环3100与外环3200轴线重合,各连接部3300均连接内环3100的外侧与外环3200的内侧并沿内环3100的周向间隔设置,多个插放套 3400均设于外环3200的上表面并沿外环3200的周向依次设置,各插放套3400 用以供工件插放。如此设置,将工件逐一插放至多个插放插放套3400,便能将工件装入工装盘3000。并且,外环3200的下表面还凸设有垫块3210,以将内环3100和外环3200抬高,使得工装盘3000的抓取方便。具体地,外环3200 螺纹连接有螺栓,螺栓的头部形成垫块3210。如此设置,使得垫块3210的形成方便。
22.请参阅图1至图4,在本发明的一实施例中,该工件转装设备1000包括:机台100、工装盘存放装置200、取盘机械手300、清洗盘存放装置400、空盘存放装置500、清洗盘取放装置600、取件机械手700以及控制器800。
23.该机台100设有用以供工件转装的转装工位100a以及取件工位100b,本实施例中的工件为铣刀。该转装工位100a以及取件工位100b均可以是一平面上的位置。
24.该机台100为工件转装设备1000的其他零部件提供安装位置。该机台100 的成型方式有很多种,该机台100可以是由多个杆状的结构件组装而成,该机台100也可以由多个板状的结构件组装而成,该机台100还可以是采用铸造、压铸等方法一体成型,在此不做具体限定。该机台100的形状可以是方形、圆形等其他形状设置,在此不做具体限定。
25.该工装盘存放装置200设于机台100并用以存放工装盘3000。该取盘机械手300设于机台100并用以将工装盘3000在工装盘存放装置200和转装工位 100a之间双向取放。该双向取放指的是:取盘机械手300既能够将工装盘3000 自工装盘存放装置200取放至转装工位100a,取盘机械手300又能够将工装盘 3000自转装工位100a取放至工装盘存放装置200。
26.具体地,请参阅图1至图5,该机台100设有工装盘仓110,工装盘仓110 邻接转装工位100a设置,工装盘存放装置200和取盘机械手300均设于工装盘仓110内,工装盘仓110靠近转装工位100a的一侧设有供取盘机械手300出入的出入口110a。如此设置,在通过工装盘3000存放工件时,能够有效的避免外界环境中的灰尘等污渍落在工装盘3000和工件上,以确保工装盘3000和工件的洁净度。另外,工装盘仓110还设有工装盘仓门111,以方便将工装盘3000 自工装盘仓110取放。在其他实施例中,工件转装设备1000也可以是存放于洁净室内,未设有工装盘仓110。
27.该清洗盘存放装置400设于机台100并用以存放装入工件的清洗盘2000。该空盘存放装置500设于机台100并用以存放空清洗盘2000。该清洗盘取放装置600设于机台100并用以将装入工件的清洗盘2000自清洗盘存放装置400取出至取件工位100b,清洗盘取放装置
600还用以将空清洗盘2000自取件工位 100b运送至空盘存放装置500进行存放。
28.具体地,请参阅图1至图5,该机台100设有清洗盘仓120,清洗盘仓120 邻接清洗盘取放装置600设置,清洗盘仓120靠近清洗盘取放装置600的一侧设有供取放清洗盘2000的取放口120a,清洗盘存放装置400设于清洗盘仓120 内。如此设置,在通过清洗盘存放装置400存放装入工件的清洗盘2000时,能够有效的避免外界环境中的灰尘等污渍落在清洗盘2000和工件上,以确保清洗盘2000和工件的洁净度。另外,清洗盘仓120还设有清洗盘仓门121,以方便清洗盘2000自清洗盘仓120取放。在其他实施例中,工件转装设备1000也可以是存放于洁净室内,未设有清洗盘仓120。
29.较佳地,清洗盘存放装置400与空盘存放装置500沿横向间隔设置,清洗盘取放装置600位于清洗盘存放装置400与空盘存放装置500之间。如此设置,使得清洗盘存放装置400、空盘存放装置500以及清洗盘取放装置600的排布紧凑,占用空间小。
30.该取件机械手700设于机台100,取件机械手700用以将取放装置取出的清洗盘2000上的工件抓取并装配至转装工位100a处的工装盘3000。
31.该控制器800设于机台100上并与工装盘存放装置200、取盘机械手300、清洗盘存放装置400、空盘存放装置500、清洗盘取放装置600以及取件机械手 700均通信连接。此外,该控制器800也可以是单独设置。该通信连接可以是无线连接,如wifi连接、蓝牙连接等,该通信连接也可以是有线连接,在此不做具体限定。
32.通过上述的技术方案,在进行工件转装作业时,首先,将空工装盘3000存放至工装盘存放装置200,将装入工件的清洗盘2000经清洗后存放至清洗盘存放装置400。其次,通过控制器800控制取盘机械手300将空工装盘3000自工装盘存放装置200取放至转装工位100a。接着,通过控制器800控制清洗盘取放装置600将装入工件清洗盘2000自清洗盘存放装置400取出至取件工位100b。然后,先通过控制器800控制取件机械手700将清洗盘取放装置600取出的清洗盘2000上的工件逐一抓取并装配至转装工位100a处的工装盘3000上,直至清洗盘2000上的工件全部被转装,再通过控制器800控制清洗盘取放装置600 将空清洗盘2000自取件工位100b运送至空盘存放装置500处进行存放。最后,通过控制器800控制取盘机械手300将装入工件的工装盘3000自转装工位100a 取放至工装盘存放装置200进行存放。如此反复,直接所有的清洗盘2000上的工件均被转装至工装盘3000上,便能完成工件自清洗盘2000至工装盘3000的转装。如此设置,实现了工件的智能化转装,能够提升工件的转装效率。
33.请参阅图1、图3、图6以及图7,上述的工装盘存放装置200的类型有很多种,在本发明的一实施例中,工装盘存放装置200包括多个承载板210以及均与控制器800通信连接的多个驱动件220。多个承载板210沿竖向间隔排布,各承载板210均沿纵向滑动连接于机台100,各承载板210的上表面均设有沿横向间隔设置的多个卡固座211,各卡固座211均用以卡固工装盘3000;各驱动件220均设于机台100并与对应的承载板210连接,以驱动对应的承载板210 沿纵向滑动。
34.具体地,请参阅图7,各承载板210横向的两端均设有滑块212,机台100 设有多个滑轨130,各滑块212与对应的滑轨130沿纵向滑动连接。如此设置,能够实现各承载板210与机台100的滑动连接。此外,承载板210与机台100 的滑动连接也可以通过滑移块和滑移槽结构实现。
35.请参阅图8,该卡固座211呈圆环状设置,卡固座211的上表面设有沿其径向延伸的多个卡槽211a,各卡槽211a延伸方向的两端贯穿设置,卡固座211的内侧用以与工装盘3000的内环3100的外侧配合,各卡槽211a用以与工装盘3000 上对应的连接部3300配合,卡槽211a的数量与连接部3300的数量相同且一一对应设置。如此设置,方便卡固座211卡固工装盘3000。
36.该驱动件220的类型有很多种,该驱动件220可以是电推杆直线传动模组、气缸直线传动模组、电机丝杆直线传动模组、电机齿轮直线传动模组、电机皮带轮直线传动模组等其他直线传动结构。图7中示出驱动件220为气缸的情况。
37.通过上述的技术方案,一方面,通过多个承载板210的设定,能够对工装盘3000进行分层存放。另一方面,各驱动件220均能够驱动对应的承载板210 沿纵向滑动,使各承载板210均能够被自多个承载板210中推出,进而使每层工装盘3000能够被单独的推出。因此,在通过取盘机械手300自工装盘存放装置200取放工装盘3000时,通过控制器800控制对应的驱动件220驱动对应的承载板210自多个承载板210中伸出,以使取盘机械手300在取放工装盘3000 时上方无遮挡,利于取盘机械手300取放工装盘3000。
38.在工装盘存放装置200安装至工装盘仓110时,多个承载板210中最上方的承载板210与工装盘仓110的顶壁之间的间距应大于相邻两承载板210之间的间距,以方便取盘机械手300取放最上方的承载板210上的工装盘。
39.在其他实施例中,工装盘存放装置200还可以设置为柜式分层存放结构、转盘式存放结构等。
40.请参阅图1、图3、图4以及图9,上述的取盘机械手300的类型有很多种,在本发明的一实施例中,取盘机械手300包括均与控制器800通信连接的升降横移机构310、转动件320以及内撑式机械爪330。升降横移机构310设于机台 100并位于转装工位100a与工装盘存放装置200之间,升降横移机构310与转动件320连接,以驱动转动件320沿竖向升降以及沿横向移动;转动件320的输出端向上并连接有水平设置的转接板321,内撑式机械爪330设于转接板321 并用以将工装盘3000由内侧撑起或者释放撑起后的工装盘3000。
41.参阅图9,该升降横移机构310用以实现升降和横移两个动作,其包括升降部311以及与升降部311连接的横移部312,升降部311设于机台100并位于转装工位100a与工装盘存放装置200之间,升降部311用以驱动横移部312沿竖向升降,横移部312与转动件320连接并用以驱动转动件320沿横向移动。
42.该升降部311和横移部312均可以参照上述实施例中的驱动件220的具体类型进行设置,该转动件320的类型有很多种,该转动件320可以是电机、旋转气缸、电机齿轮转动模组、电机皮带轮转动模组等其他转动结构,该内撑式机械爪330可以是气动夹爪、伺服夹爪等其他夹爪结构,在此不做具体限定。
43.较佳地,请参阅图10,该内撑式机械爪330为四爪式夹爪结构,内撑式机械爪330的各爪的外侧均设有用以与工装盘3000的内环3100的内侧配合的卡口330a。如此设置,能够增强内撑式机械爪330由内侧撑起工装盘3000时的稳定性。并且,内撑式机械爪330的各爪均可采用柔性材料制成,如橡胶、塑胶等。如此设置,既能够防止磕伤工装盘3000,又能在一定范围内降低定位精度。
44.通过上述的技术方案,在取盘机械手300将工装盘3000自工装盘存放装置 200取
放至转装工位100a时,步骤一,对应的驱动件220驱动对应的承载板210 和对应的空工装盘3000一并自多个承载板210中伸出至预设位置。步骤二,升降横移机构310驱动转动件320和内撑式机械爪330一同上升、沿横向移动至与对应的工装盘3000相适配的位置。步骤三,先通过转动件320驱动内撑式机械爪330转动至对应的工装盘3000上方,再通过升降横移机构310驱动转动件 320和内撑式机械爪330一同下降,直至内撑式机械爪330位于对应的工装盘 3000的内侧,内撑式机械爪330将工装盘3000由内侧撑起。步骤四,步骤一中的驱动件220驱动对应的承载板210回缩至初始位置。步骤五,升降横移机构 310驱动转动件320和内撑式机械爪330沿竖向和横向移动至与转装工位100a 相适配的位置。步骤六,先通过转动件320驱动内撑式机械爪330和工装盘3000 转动至转装工位100a上方,再通过升降横移机构310驱动转动件320、内撑式机械爪330以及一同下降,直至工装盘3000放置于转装工位100a,内撑式机械爪330释放工装盘3000。如此设置,便能完成工装盘3000自工装盘存放装置 200至转装工位100a的取放。在取盘机械手300将工装盘3000自转装工位100a 取放至工装盘存放装置200时,与上述的取盘机械手300将工装盘3000自工装盘存放装置200取放至转装工位100a的原理相同。
45.在其他实施例中,取盘机械手300还可以设置为多关节臂式机械爪结构。
46.请参阅图1、图2以及图11,上述的清洗盘存放装置400的类型有很多种,该清洗盘存放装置400包括沿纵向间隔设置的两升降台410、多个承载台420以及驱动机构430。两升降台410沿纵向平行间隔设置,各升降台410均沿竖向滑动连接于机台100,多个承载台420分设于两升降台410相互靠近的表面,以使多个承载台420和两升降台410构建形成沿竖向间隔排布的多个存放层,各存放层均用以存放装入工件的清洗盘2000。驱动机构430设于机台100并用以驱动两升降台420同步升降。
47.通过上述的技术方案,一方面,通过多个承载台420和两升降台410构建形成沿竖向间隔排布的多个存放层,能够对装入工件的清洗盘2000实现分层存放。另一方面,在清洗盘取放装置600取出清洗盘2000时,驱动机构430驱动两升降台410带动多层清洗盘2000下降,多层清洗盘2000逐一下降至预设位置,以供清洗盘取放装置600取出。
48.在其他实施例中,清洗盘存放装置400还可以设置为柜式分层存放结构、转盘式存放结构等。
49.请参阅图11至图13,上述的驱动机构430的类型有很多种,在本发明的一实施例中,该驱动机构430包括两传动杆431、两从动轮432、与控制器800 通信连接的动力件433、主动轮434、传动带435、抵压轮436以及驱动元件437,各传动杆431的一端均与机台100枢接,各传动杆431的另一端均沿竖向延伸并与对应的从动轮432连接,各传动杆431均还与对应的升降台410上的装配孔(未图示)配合,动力件433设于机台100并与主动轮434连接,以驱动主动轮434转动,传动带435绕设于两从动轮432以及主动轮434;抵压轮436抵压于传动带435,驱动元件437设于机台100并与抵压轮436连接,以驱动抵压轮436朝靠近或者远离传动带435的方向运动。
50.具体地,各升降台410横向的两端均穿设有竖直的导向杆411,各导向杆 411的两端均设于机台100。如此设置,便能实现各升降台410沿竖向滑动。并且,各存放层的四个端角处均设有承载台420。如此设置,能够对清洗盘2000 的四个端角进行有效的支撑,以使清洗盘2000的存放稳定。此外,各传动杆431 均还可以设置为与对应的升降台410的装配孔螺
纹连接的螺杆。
51.并且,机台100架设有基板140,各导向杆411的下端均设于基板140的上表面,各传动杆431的下端均穿过基板140与对应的从动轮432连接,动力件 433设于基板140的下表面。如此设置,使得动力件433的安装方便。另外,基板140的上表面部分贯穿形成条形的限位孔140a,限位孔140a沿靠近或者远离传动带435的方向延伸,基板140的上表面设有安装台141,安装台141设有安装孔141a,驱动元件437为与限位孔140a的延伸方向相同的螺接件,螺接件的一端与安装孔141a螺纹连接,螺接件的另一端通过连接杆437a与抵压轮436 连接,连接杆437a与限位孔140a滑动配合。如此设置,通过正反旋拧螺接件,便能驱动抵压轮436朝靠近或者远离传动带435的方向运动,以调节传动带435 的松紧。在其他实施例中,驱动元件437还可以设置为上述实施例中的直线传动结构。
52.通过上述的技术方案,在清洗盘取放装置600取出清洗盘2000时,动力件 433驱动主动轮434转动,主动轮434通过传动带435带动两从动轮432转动,两从动轮432带动两传动杆431转动,各传动杆431与对应的装配孔之间产生摩擦力,进而驱动两升降台410带动多层清洗盘2000下降,多层清洗盘2000 逐一下降至预设位置,以供清洗盘取放装置600取出。
53.另外,上述实施例中的升降横移机构310中的升降部311也可以参照驱动机构430的具体类型进行设置。
54.请参阅图1、图2以及图14,上述的清洗盘取放装置600的类型有很多种,在本发明的一实施例中,清洗盘取放装置600包括横移机构610以及夹持机构620,横移机构610设于机台100并与夹持机构620连接,以驱动夹持机构620 沿横向移动,横移机构610的一端位于两升降台410之间,横移机构610的另一端朝远离两升降台410的方向延伸并经过取件工位设置,夹持机构620用以沿横向夹持清洗盘2000或者释放清洗盘2000。
55.显然,清洗盘存放装置400上的各存放层对清洗盘2000纵向上呈相对设置的两侧进行支撑,再配合夹持机构620沿横向夹持或者释放清洗盘2000。如此设置,使得清洗盘2000的存放和夹持机构620的夹持互不干涉。
56.通过上述的技术方案,在清洗盘取放装置600将清洗盘2000自清洗盘存放装置400取出时,首先,横移机构610驱动夹持机构620沿横向移动至多层清洗盘2000的下方。其次,驱动机构430驱动多层清洗盘2000下降,直至最下方的清洗盘2000下降至夹持机构620内。然后,夹持机构620沿横向夹持清洗盘2000,横移机构610驱动夹持机构620和清洗盘2000一同自清洗盘存放装置 400处移动出,以供取件机械手700抓取清洗盘2000上的工件。最后,在清洗盘2000上的工件全部被取出后,横移机构610驱动夹持机构620将空清洗盘2000 运送至空盘存放装置500处进行存放。如此反复,便能将清洗盘取放装置600 中所有的清洗盘2000取出。
57.具体地,请参阅图14,该夹持机构620包括底板621、固定板622、活动板 623以及施力件624,底板621与横移机构610连接,固定板622和活动板623 沿横向间隔设置,固定板622与底板621连接,活动板623与施力件624连接,施力件624设于底板621并用以驱动活动板623朝靠近或者远离固定板622的方向运动,以夹持或者释放清洗盘2000。如此设置,使得清洗盘2000的夹持和释放均方便,以方便清洗盘取放装置600取放清洗盘2000。
58.该施力件624的类型可以参照上述的驱动件220的具体类型进行设置,在此不再一一赘述。
59.在其他实施例中,夹持机构620还可以设置为气动夹爪、伺服夹爪等夹持结构,清洗盘取放装置600还可以设置为多关节机械臂机械爪结构、多关节机械臂吸盘结构等。
60.请参阅图1、图2、图6、图15以及图16,上述的空盘存放装置500的类型有很多种,在本发明的一实施例中,空盘存放装置500包括升降件510、多个升降杆520以及多个承载件530,升降件510设于机台100并与各升降杆520均连接,以驱动多个升降杆520同步升降,多个升降杆520的连线呈闭环设置,以使各升降杆520均具有呈相对设置的内侧和外侧。
61.各承载件530均具有呈相对设置的枢接端和承载端,各承载件530的枢接端与对应的升降杆520枢接且仅能向上转动,各承载件530的承载端均超出对应的升降杆520的内侧设置,以使多个承载件530的承载端能够一同承载空清洗盘2000。
62.具体地,多个升降杆520位于横移机构610移动方向上的两侧。如此设置,能够确保空盘存放装置500与夹持机构620不产生干涉。该升降杆520的内侧指的是升降杆520面对横移机构610的一侧,升降杆520的外侧指的是升降杆 520背对横移机构610的一侧。另外,该升降件510的具体类型参照上述的驱动件220的类型进行设置,在此不再一一赘述。
63.较佳地,各承载件530均与对应的升降杆520的上端枢接,使得各承载件 530的安装方便。此外,也可以是各升降杆520的内侧均设有槽结构,各承载件530枢接于对应的槽结构内。该升降杆520的数量设置为四个,四个升降杆520 的连线呈矩形设置。如此设置,能够对空清洗盘2000的四个端角处进行承载,进而使得空清洗盘2000的堆叠存放稳定。此外,升降杆520的数量还可以设置为三个、五个等其他数值。
64.通过上述的技术方案,在空盘存放装置500存放第一个空清洗盘2000时,首先,升降件510驱动多个升降杆520以及多个承载件530一同下降,直至多个承载件530均低于第一个空清洗盘2000。其次,横移机构610驱动夹持机构 620和第一个空清洗盘2000沿横向朝靠近承载件530的方向移动,直至第一个空清洗盘2000位于多个承载件530的上方。接着,升降件510驱动多个升降杆 520和多个承载件530一同上升,直至多个承载件530承载第一个空清洗盘2000,夹持机构620释放第一个空清洗盘2000,便能完成第一个空清洗盘2000的存放。
65.在空盘存放装置500存放第二个空清洗盘2000时,首先,升降件510驱动多个升降杆520、多个承载件530以及第一个空清洗盘2000一同上升,直至多个承载件530均高于第二个空清洗盘2000。其次,横移机构610驱动夹持机构 620和第二个空清洗盘2000沿横向朝靠近第一个空清洗盘2000的方向移动,直至第二个空清洗盘2000位于第一个空清洗盘2000的下方。接着,升降件510 驱动多个升降杆520、多个承载件530以及第一个空清洗盘2000一同下降,直至各承载件530均受第二空清洗盘2000边缘的阻挡而向上转动至抵贴第二个空清洗盘2000的侧边,一并使第一个空清洗盘2000叠落在第二个空清洗盘2000 上。然后,升降件510继续驱动多个升降杆520和多个承载件530一同下降,直至各承载件530均下降至位于第二个空清洗盘2000的下方,各承载件530不受第二个空清洗盘2000的作用并在自身重力的作用下转动恢复至初始状态。最后,升降件510驱动多个升降杆520和多个承载件530一同上升,直至多个承载件530与第二个空清洗盘2000的下表面抵接,承载第二个空清洗盘2000和第一个空清洗盘2000,夹持机构620释放第二个空清洗盘2000,便能完成第二个空清洗盘2000的存放。如此反复,便能完成多个空清洗盘2000的存放。在空盘存放装置500存放的空清洗盘2000达到一定的数量后,由人工将空盘存放装置500处堆叠的空清洗盘2000取走。
66.需要说明的是,在承载件530受空清洗盘2000的边缘的阻挡而向上转动至抵贴于空清洗盘2000上时,承载件530与空清洗盘2000的边缘的夹角小于90 度,即承载件530向上转动的角度小于90度,以确保承载件530在不受空清洗盘2000的作用时能够在自身重力的作用下转动恢复至初始状态。
67.在其他实施例中,空盘存放装置500也可以设置为柜式分层存放结构、转盘式存放结构等,空盘存放装置500还可以参照上述实施例中的清洗盘存放装置400进行设置。
68.进一步地,请参阅图6和图15,机台100设有安装腔100c,机台100的上表面设有均与安装腔100c连通的多个通孔(未图示)。安装腔100c靠近机台 100上表面的腔壁设有安装架150,安装架150呈包括并行设置的两竖直板151 以及连接两竖直板151的连接板152,两竖直板151的上端均与安装腔100c靠近机台100上表面的腔壁连接,升降件510设于连接板152且输出端向上并连接有集成板511,集成板511设有两让位开口511a,各竖直板151位于对应的让位开口511a内。各升降杆520均经对应的通孔与集成板511连接。如此设置,使得安装架150、升降件510、集成板511以及升降杆520的结构紧凑,占用空间小。并且,各升降杆520均套接有与对应的通孔配合的轴套521,以提升各升降杆520的装配精度,进而确保各升降杆520的垂直度。
69.在其他实施例中,升降件510也可以设置为多个升降元件,各升降元件与对应的升降杆520连接并用以驱动对应的升降杆520升降。
70.请参阅图1、图2、图15以及图16,考虑到在承载件530受空清洗盘2000 边缘的阻挡而向上转动时,承载件530可能会出现180度的翻转,进而导致承载件530在不受空清洗盘2000的作用时不能自行恢复至初始状态。鉴于此,为了能够避免承载件530出现180度的翻转而不能自行恢复至初始状态,在本发明的一实施例中,空盘存放装置500还包括多个限位件540,各限位件540设于对应的升降杆520,各限位件540均位于对应的承载件530的转动轨迹上。各承载件530均具有承载空清洗盘2000的承载位置以及与对应的限位件540抵接的抵接位置,各承载件530在位于抵接位置时均能够在自身重力作用下转动至承载位置,即各承载件530在位于抵接位置时与水平面的夹角小于90度。如此设置,凭借限位件540的设定,能够有效的限制承载件530的转动角度,进而能够避免承载件530出现180度的翻转而不能自行恢复至初始状态。
71.各限位件540与对应的升降杆520均可以是固定连接、可拆卸连接(如螺纹连接、卡扣连接等),在此不做具体限定。
72.进一步地,空盘存放装置500还包括多个集成件550,各集成件550均与对应的升降杆520的上端可拆卸连接,各升降杆520对应的承载件530和限位件 540均安装于对应的集成件550上。如此设置,自升降杆520拆装各集成件550,便能一并完成对应的承载件530和对应的限位件540的拆装,使得各承载件530 和对应的限位件540的拆装方便。该集成件550与升降杆520的可拆卸连接的方式可以是螺栓连接、卡扣连接、磁吸连接等,在此不做具体限定。
73.具体地,各集成件550的上表面均设有容置槽551,容置槽551呈相对设置的两槽壁贯穿设置,各承载件530均枢接于对应的容置槽551内,各限位件540 均横跨对应的容置槽551设置。如此设置,方便将对应的承载件530和限位件 540集成于对应的集成件550上。
74.各限位件540均还可以是采用弹性材料制成,如橡胶、硅胶等。如此设置,在各承载
件530受空清洗盘2000的作用转动至抵接位置时,各承载件530能够抵压对应的限位件540,对应的限位件540产生弹性形变。在各承载件530不受空清洗盘2000的作用后,各限位件540能够在自身回弹力的作用下驱使对应的承载件530转动至承载位置,以方便各承载件530恢复至承载位置。
75.空盘存放装置500还可以包括多个弹性件(未图示),各弹性件连接对应的承载件530和升降杆520,各弹性件能够在对应的承载件530受外力作用向上转动时向对应的承载件530施加弹性复位力,以使承载件530在外力撤销时能够恢复至初始状态。弹性件可以设置为拉簧,承载件530向上转动时拉伸拉簧。弹性件也可以设置为压簧,承载件530向上转动时压缩压簧。弹性件还可以设置为扭簧,此时,各承载件530均通过转轴531枢接于对应的升降杆520,各扭簧套设于对应的转轴531,各扭簧的一端与对应的承载件530连接,各扭簧的另一端与对应的升降杆520连接。如此设置,能够与限位件540达到相同的作用。
76.请参阅图1和图17,上述的取件机械手700的类型有很多种,在本发明的一实施例中,取件机械手700包括转动机构710、升降机构720、机械爪730以及摄像头740,转动机构710设于机台100并位于清洗盘取放装置600与转装工位100a之间,转动机构710与升降机构720连接并用以驱动升降机构720转动,升降机构720与摄像头740和机械爪730均连接,以驱动机械爪730和摄像头740同步升降,机械爪730用以抓取取放装置取出的清洗盘2000上的工件,机械爪730还用以将抓取后的工件释放,摄像头740用以检测机械爪730是否抓取工件,摄像头740还用以对转转工位100a处的工装盘3000进行定位。
77.通过上述的技术方案,在取件机械手700进行取件作业时,首先,转动机构710驱动升降机构720、机械爪730以及摄像头740一同朝取件工位100b的方向转动,直至机械爪730位于取件工位100b处清洗盘2000上对应的工件的上方。其次,升降机构720驱动机械爪730和摄像头740下降,直至机械爪730 位于对应的工件的外侧,机械爪730抓取对应的工件。接着,先通过升降机构720驱动机械爪730、摄像头740和工件一同上升,再通过转动机构710驱动机械爪730、摄像头740和工件一同转动,直至工件位于转装工位100a处的工装盘3000的上方,摄像头740对工装盘进行拍照定位,升降机构720机械爪730、摄像头740和工件一同下降,直至工件插装至工装盘3000的对应位置,机械爪 730释放工件,便能完成取件机械手700的取件作业。如此反复,便能完成全部的工件的取件作业。
78.摄像头740通过拍照判断机械爪730是否抓取到工件,确保工件抓取的准确性,若机械爪730未抓取到工件,向控制器800发出未抓取信号,通知操作人员设备出现运行异常,需要处理,若机械爪730抓取到工件,向控制器800 发出抓取信号,控制器800控制取件机械手700进行相应的作业。显然,摄像头740还可以用以对取件工位100b处的清洗盘2000上的工件进行拍照定位。
79.该转动机构710参照上述的转动件320的具体类型进行设置,该升降机构 720参照上述实施例中的驱动件220的具体类型进行设置,该机械爪730设置为气动夹爪或伺服夹爪,机械爪730的各爪的材质参照上述的内撑式机械爪330 的各爪的材质进行设置,在此不做具体限定。
80.请参阅图1,为了方便对清洗盘取放装置600取出的清洗盘2000进行定位,在本发明的一实施例中,工件转装设备1000还包括清洗盘定位装置900,清洗盘定位装置900包括两驱动部910以及两夹持部920,两驱动部910均设于机台 100并在纵向上关于取件工位
100b呈相对设置,各驱动部910均与对应的夹持部920连接,以驱动两夹持部920沿纵向夹持或释放清洗盘2000。
81.夹持机构620沿横向夹持清洗盘2000,两驱动部910位于横移机构610延伸方向上的两侧,以使两驱动部910驱动两夹持部920沿纵向夹持或释放清洗盘2000。能够确保清洗盘定位装置900与清洗盘取放装置600不产生干涉。
82.通过上述的技术方案,在清洗盘取放装置600将清洗盘2000取出后,横移机构610驱动夹持机构620和清洗盘2000一并朝靠近夹持部920的方向移动,直至清洗盘2000移动至两夹持部920之间,通过两驱动部910驱动两夹持部920 朝相互靠近的方向运动,夹持清洗盘2000,以供取件机械手700抓取清洗盘2000 上的工件。如此设置,夹持机构620和清洗盘定位装置900配合使用,沿横向和纵向双重夹持定位清洗盘2000,以确保清洗盘2000取放至取件工位100b时的定位的精确性,同时能够避免清洗盘2000上的工件出现倾斜的情况,以确保工件处于竖直状态。在清洗盘2000上的工件全部取出后,先通过两驱动部910 驱动两夹持部920朝相互远离的方向运动,释放清洗盘2000。通过横移机构610 驱动夹持机构620和空清洗盘2000一同移动至空盘存放装置500处进行存放。
83.清洗盘定位装置900还包括光电传感器930,光电传感器930用以检测清洗盘取放装置600是否将清洗盘2000取放至两夹持部920之间,以供两夹持部920 夹持,进而能够对清洗盘2000进行精确定位。光电传感器930包括呈相对设置的光发射器(未图示)和光接收器(未图示),光发射器和光接收器均架设于机台100且均与控制器800电连接,光发射器和光接收器位于横移机构610的移动方向上的两侧,在横移机构610驱动夹持机构620和清洗盘2000移动至光发射器和光接收器之间时,阻断光发射器发出的光信号,光接收器未接收到光信号发出检测信号;在横移机构610驱动夹持机构620和清洗盘2000自光发射器和光接收器之间移开时,光接收器接收到光发射器发出的光信号,未发出检测信号。光电传感器930可以是激光传感器结构或者红外光传感结构。
84.请参阅图3、图4、图18以及图19,在本发明的一实施例中,转装工位100a 位于取盘机械手300与取件机械手700之间,工件转装设备1000还包括中转装置950,中转装置950包括第一转动件951、两第二转动件952、两定位座953 以及摄像件954。
85.第一转动件951设于转装工位100a,且第一转动件951的输出端向上并与两第二转动件952均连接,两第二转动件952自取盘机械手300至取件机械手 700的方向间隔设置,各第二转动件952的输出端向上并与对应的定位座953连接,以驱动对应的定位座953转动,各定位座953均用以定位工装盘3000;摄像件954设于机台100并用以判断工件是否装配至靠近取件机械手700的工装盘3000。
86.请参阅图3,工装盘3000的内环3100的内周壁设有定位部3110。以方便通过摄像件954对工装盘3000进行定位。该定位部3110可以是凸起结构或者凹陷结构,图3中示出了定位部3110为定位齿的情况。该定位座953的具体结构参照上述的卡固座211的具体结构进行设置,该第一转动件951和第二转动件均参照上述实施例中的驱动件220的具体类型进行设置,在此不再一一赘述。
87.进一步地,该中转装置950还可以设置有两光电传感结构955,各光电传感结构955用以检测对应的定位座953上是否装入工装盘3000。如此设置,方便判断中转装置950上是否装入工装盘。该光电传感结构955的具体设置参照上述的光电传感器930进行设置,在此
不再一一赘述。
88.具体地,中转装置950还包括集成壳956,两第二转动件集成于集成壳956 内,第一转动件951的输出端的上方与集成壳956连接。如此设置,方便第一转动件951与两第二转动件连接。
89.通过上述的技术方案,在取盘机械手300将工装盘3000自工装盘存放装置 200取放至转装工位100a时,首先,取盘机械手300将第一个工装盘3000取放至靠近取盘机械手300的定位座953处进行定位。其次,第一转动件951驱动两第二转动件952和两定位座953转动180度,以使装入工装盘3000的定位座953靠近取件机械手700,未装入工装盘3000的定位座953靠近取盘机械手300。接着,取盘机械手300能够将第二个工装盘3000取放至靠近取盘机械手300的定位座953处进行定位。如此设置,能够加快工装盘3000的取放效率。
90.在取件机械手700将工件逐一抓取并装配至靠近取件机械手700的工装盘 3000时,靠近取件机械手700的第二转动件952驱动对应的工装盘3000转动,以使工装盘3000周向上的各插放点位逐一转动至预设的插装位置,使得工件插入工装盘3000方便。
91.并且,通过摄像件854能够判断工件是否装配至靠近取件机械手700的工装盘3000,确保工件装配至工装盘3000的准确性,若工件未装配至工装盘3000,向控制器800发出未装配信号,通知操作人员设备出现运行异常,需要处理,若工件装配至工装盘3000,向控制器800发出装配信号,控制器800控制取件机械手700进行相应的作业。
92.进一步地,为了方便判断第一转动件951是否驱动两第二转动件952和两定位座953一并转动180度,使两定位座953调换位置,在本发明的一实施例中,第一转动件951的输出端连接有挡板,中转装置950还包括与控制器800 通信连接的光电检测结构954,光电检测结构954包括沿竖向呈相对设置的光发射部和光接收部。
93.当第一驱动件951驱动两第二转动件和两定位座953自初始位置一并转动 180度时,挡板位于光发射部和光接收部之间,光接收部不能接受光发射部发出的光线,光接收部向控制器800发出检测信号。如此设置,便能检测第一转动件951是否驱动两第二转动件952和两定位座953一并转动180度,以避免出现两第二转动件952和两定位座953未转动到位的情况。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1