一种多物料自动包装生产线的制作方法
本发明涉及固体物料包装,具体而言,涉及一种多物料自动包装生产线。
背景技术:
1、目前,用于固体物料包装的设备通常是高速包装机,其加工步骤通常是:放卷机构输出薄膜,经过成型器将薄膜对折后,送入纵封灌装机构进行纵封制成沿水平方向延伸的多个依次连接并且顶端开口的软包装容器(即沿着水平方向依次分布并依次相连的软包装容器组),然后对软包装容器组的各软包装容器进行物料灌装,再将软包装容器组引导送出,最终获得完成物料包装的料带。
2、如专利文献号为cn112849604a,名称为“高速包装机同步下料系统”的发明专利所公开的高速包装机同步下料系统,包括机架、支撑架、旋转架和分别安装在机架上并沿着包装材料的输送方向依次设置的放膜装置、包装袋成型装置、纵封装置、充填装置、封口装置、剪切装置、送袋装置和成品输出装置,支撑架安装在机架上,旋转架安装在支撑架上,纵封装置、充填装置分别安装在旋转架上,充填装置位于纵封装置的上方,所述成品输出装置位于送袋装置的下方。
3、但随着人们生活水平的不断提高,生产者为了满足人们的需求,不断开发各种冲调饮品和调味品,往往需要在一个物料包装袋中装入多种固体物料,例如:方便面调味包,不仅包含有调味粉,还具有多种脱水蔬菜。针对上述产品的包装,目前常采用的灌装方式有两种:一种是先将多种固体物料按特定的比例混合,然后再将对混合后的物料进行定量灌装,此种方式不仅步骤复杂,且混合后的物料在灌装至包装袋内时,各种物料的计量精度降低;另一种是直接设置多个灌装工位,使包装袋依次经过多个灌装工位,包装袋每经过一个灌装工位时对相应的物料进行灌装,此种方式虽物料的计量精度高,不仅灌装工序复杂,且每种物料均相应的灌装设备进行灌装,灌装效率低,设备成本高。
4、因此,现急需一种既能满足各种物料精度要求,又能使包装过程简单、包装效果高的多物料自动包装生产线。
技术实现思路
1、本发明的目的在于提供一种多物料自动包装生产线,能针对不同物料对计量的精度要求,分别对物料进行上料,然后再通过落料装置自动落料混合,使物料在落料的过程中自动混合,从而无需提前配比全部混合后再整体一次灌装,从而使整个包装步骤更加简单,大大缩短了包装周期,使包装效率得到了极大的提升。
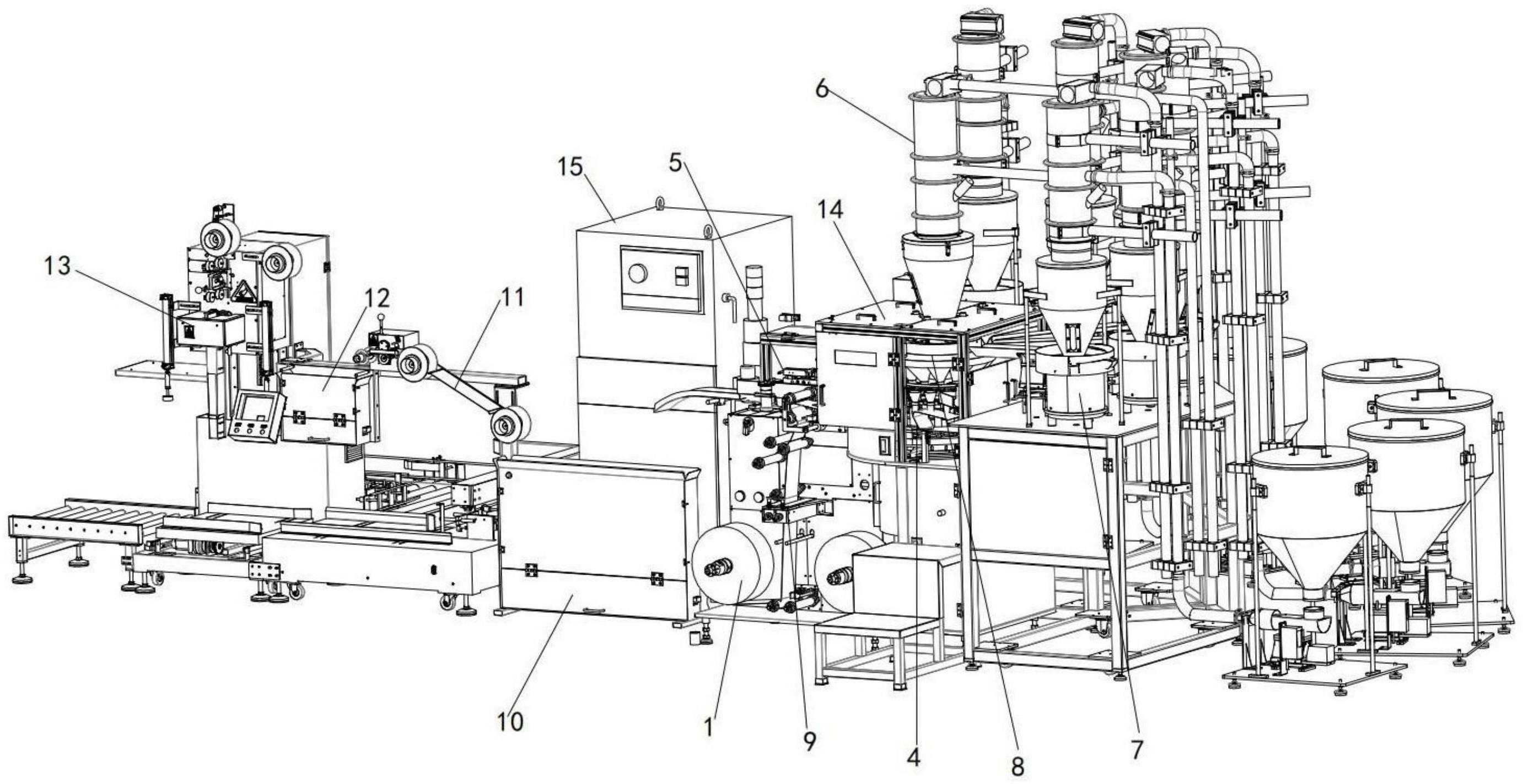
2、为实现本发明目的,采用的技术方案为:一种多物料自动包装生产线,包括沿包装材料输送方向依次设置的放膜装置、包装袋成型装置、纵封装置、充填装置、封口装置;还包括主料上料系统和辅料上料系统,且充填装置上方还设置有落料装置,落料装置包括主料落料单元和辅料落料单元,辅料落料单元转动设置在主料落料单元下方,且主料落料单元上具有至少一个下料口,辅料落料单元上具有至少一个集料斗,下料口与集料斗位于同一圆周上,且集料斗出口与充填装置上的灌装料斗同心对应设置或偏心对应设置。
3、进一步的,所述主料落料单元还包括固定盘和设置在固定盘内的上转盘,上转盘上设有多个定量落料孔,多个定量落料孔绕上转盘圆周方向均匀间隔排布,多个定量落料孔出口端抵设在固定盘上;所述下料口位于固定盘上,下料口与定量落料孔位于同一圆周上,且下料口位于充填装置中的灌装工位后方。
4、进一步的,所述上转盘固定安装在充填装置的传动轴上。
5、进一步的,所述辅料落料单元还包括转动套设在上转盘外侧的圆环,圆环与上转盘固定,且集料斗固定在圆环上。
6、进一步的,所述落料装置还包括下转盘,下转盘位于集料斗下方,集料斗出口端贯穿下转盘并与之固定,且下转盘下表面还设有多个可摆动的闸板,多个闸板与多个集料斗出口端一一对应,且闸板前端对集料斗出口端封堵,下转盘下方还设置有驱动闸板摆动的驱动结构。
7、进一步的,所述下转盘固定安装在充填装置的传动轴上。
8、进一步的,所述下转盘上还安装有与多个闸板一一对应的固定轴,闸板中部转动安装在固定轴上,且固定轴上还安装有弹簧,弹簧两端分别与固定轴、闸板固定,且驱动结构包括位于下转盘下方的安装盘,安装盘上安装有驱动闸板摆动的第一撞块和驱动闸板复位的第二撞块。
9、进一步的,所述固定轴上还安装有弹簧,弹簧两端分别与固定轴、闸板抵紧。
10、进一步的,所述闸板后端还安装有可转动的第一滚轮和第二滚轮,第一撞块上具有与第一滚轮轮面对应的第一引导弧面,第二撞块上具有与第二滚轮轮面对应的第二引导弧面。
11、进一步的,所述充填装置上还安装有支撑法兰座,安装盘固定安装在支撑法兰座上。
12、进一步的,所述主料上料系统包括主料储料桶,主料储料桶出口端与上转盘间隙配合,主料储料桶出口端内部安装有可转动的物料分散盘,主料储料桶出口端侧壁开设有与物料分散盘对应的出料口,且主料储料桶出口端还设置有向上转盘边缘延伸的刮板。
13、进一步的,所述物料分散盘固定安装在充填装置的传动轴上。
14、进一步的,所述刮板为弧形,且主料储料桶上还安装有可对出料口开闭的开关门。
15、进一步的,所述辅料上料系统为多个,主料上料系统和辅料上料系统均包括沿其物料输送方向依次布置的储料罐、负压上料装置,主料上料系统中的负压上料装置安装在主料储料桶上,且辅料上料系统还包括依次设置在负压上料装置出口端的中间料桶和振动上料装置,振动上料装置出口端与集料斗呈落差式对接,振动上料装置出口端位于充填装置中的灌装工位后方。
16、进一步的,所述负压上料装置包括安装在中间料桶顶部或主料储料桶顶部的负压筒,负压筒中部设置有可开闭的闸门,闸门将负压筒内部分为上腔室和下腔室,负压筒上设有连通储料罐与上腔室的物料输送管;所述负压上料装置还包括用于对上腔室内抽气的空气泵。
17、进一步的,所述主料上料系统和辅料上料系统还包括安装底座,安装底座上设有接料斗,储料罐出口端位于接料斗上方,且物料输送管进口端呈喇叭状,接料斗出口端插设在物料输送管进口端内。
18、进一步的,所述安装底座上还设有第一直线振动器,接料斗安装在第一直线振动器上。
19、进一步的,所述负压筒上还设有连通下腔室的透气管,透气管上还设置有透气网。
20、进一步的,所述空气泵出口端与上腔室之间连接有空气管道,上腔室内或空气管道连接上腔室的一端设置有隔离物料的滤网。
21、进一步的,所述上腔室顶部或空气管道上还安装有脉冲反吹组件。
22、进一步的,所述辅料上料系统还包括安装机架,多个振动上料装置和多个中间料桶均安装在安装机架上,且振动上料装置出口端还设置有与集料斗对接的导流槽。
23、进一步的,所述安装机架上安装有多个第二直线振动器,多个导料槽一一安装在多个第二直线振动器上。
24、进一步的,所述振动上料装置底部还安装有减震座。
25、进一步的,所述储料罐和中间料桶上均设有料位观察窗口。
26、进一步的,还包括沿包装袋输送方向依次设置的连体袋输送暂存装置、牵引输送装置、缓存箱和叠袋整理装置。
27、进一步的,还包括吸尘装置,充填装置和落料装置外共同罩设有舱体,舱体与吸尘设备之间连接有吸尘管道,且吸尘管道的进口端与下料口的出口对应。
28、进一步的,还包括包装箱输送装置,且包装箱输送装置的输出端与叠袋整理装置的输入端对接。
29、本发明的有益效果是,
30、本发明中通过放膜装置、包装袋成型装置、纵封装置、充填装置、封口装置和主料上料系统、辅料上料系统、落料装置共同配合,针对不同物料对计量的精度要求,分别对物料进行上料,然后再通过落料装置自动落料混合,使物料在落料的过程中自动混合,从而无需提前配比全部混合后再整体一次灌装,从而使整个包装步骤更加简单,大大缩短了包装周期,使包装效率得到了极大的提升。
- 还没有人留言评论。精彩留言会获得点赞!