纸浆模塑容器盖及容器组件的制作方法
1.本实用新型属于纸浆模塑技术领域,尤其涉及一种纸浆模塑容器盖、容器组件。
背景技术:
2.纸浆模塑制造的容器有杯子、碗、盘和相应容器的盖子。
3.现有的盖子其为了能够提高与容器的配合密封性,以及防脱,会在盖子的侧向内壁设计内凸部,以与容器的敞口形成耦合。
4.现有容器敞口顶部和盖子采用多个接触点的抵顶接触,即,容器的敞口耦合部和盖子的相应配合位置采用了顶部接触点和侧向接触点的方式,此时的耦合部外壁和盖子相应位置形成有位于顶部接触点和侧向接触点之间的空隙,这种方式的缺陷在于:密封性差,同时,影响盖子的脱模效率。
技术实现要素:
5.本实用新型的目的是针对上述问题,提供一种可以解决上述技术问题的纸浆模塑容器盖、容器组件及加工工艺。
6.为达到上述目的,本实用新型采用了下列技术方案:
7.本纸浆模塑容器盖包括盖顶部,连接于所述盖顶部外缘的侧向倾斜翼部,所述纸浆模塑容器盖还包括:
8.朝外向下倾斜部,与所述的侧向倾斜翼部下侧连接,并且所述朝外向下倾斜部和所述侧向倾斜翼部的轴心线形成锐角夹角;
9.外耦合弧形部,连接于所述朝外向下倾斜部的外缘;
10.侧向翼部,连接于所述的外耦合弧形部远离朝外向下倾斜部的下侧;
11.所述朝外向下倾斜部的下倾斜面和所述外耦合弧形部的内圆弧面连接形成与容器顶部连续面与面密封的连续密封面。
12.在上述的纸浆模塑容器盖中,所述内圆弧面的弧面长度长于所述下倾斜面的长度。
13.在上述的纸浆模塑容器盖中,所述下倾斜面和所述的内圆弧面相切连接。
14.在上述的纸浆模塑容器盖中,所述朝外向下倾斜部具有与所述下倾斜面平行的上倾斜面。
15.在上述的纸浆模塑容器盖中,所述外耦合弧形部具有圆心与所述内圆弧面圆心重合的外圆弧面,所述的所述的上倾斜面与外圆弧面相切连接。
16.在上述的纸浆模塑容器盖中,所述侧向翼部的内壁具有与侧向翼部一体成型的向内凸起部,在所述侧向翼部的外壁相对向内凸起部的位置通过滚压形成有使得所述向内凸起部内径进一步缩小的滚压环槽。
17.在上述的纸浆模塑容器盖中,所述侧向翼部的外壁通过滚压形成有滚压环槽,在所述侧向翼部的内壁相对所述滚压环槽的位置通过所述滚压环槽成型有滚压内凸部。
18.在上述的纸浆模塑容器盖中,所述侧向翼部呈倾斜向下朝外分布,并且所述侧向翼部的倾斜角度和所述的侧向倾斜翼部倾斜角度一致。
19.在上述的纸浆模塑容器盖中,所述侧向翼部呈竖直向下分布。
20.本技术还提供了一种纸浆模塑容器组件,包括容器,所述容器的顶部敞口具有向外翻卷的内耦合弧形部,所述纸浆模塑容器组件还包括所述的纸浆模塑容器盖,所述纸浆模塑容器盖盖于所述容器的顶部敞口,并且所述内耦合弧形部与所述纸浆模塑容器盖的连续密封面连续抵顶密封连接。
21.在上述的纸浆模塑容器组件中,所述内耦合弧形部具有上圆弧形面,所述连续密封面的下倾斜面和上圆弧形面相切,所述内圆弧面和所述上圆弧形面匹配吻合。
22.在上述的纸浆模塑容器组件中,所述内耦合弧形部远离容器的一侧抵顶于所述的向内凸起部或滚压内凸部。
23.在上述的纸浆模塑容器组件中,所述内耦合弧形部远离容器的一侧设有抵顶立面,所述向内凸起部或滚压内凸部具有内凸弧形凸面,所述的抵顶立面与所述的内凸弧形凸面相切接触。
24.本技术还提供了一种用于所述纸浆模塑容器盖的加工工艺,所述的加工工艺包括如下步骤:
25.s1、湿坯成型,冷挤压成型模吸浆并冷挤压成型,得到湿坯容器盖,并且该湿坯容器盖的所述下倾斜面和内圆弧面连接形成与容器顶部连续密封的连续密封面,以及在所述湿坯容器盖的侧向翼部直接成型有所述的向内凸起部,所述内圆弧面的弧面长度长于所述下倾斜面的长度;
26.s2、热压成型,热压成型模对所述湿坯容器盖进行热压成型,得到所述纸浆模塑容器盖;
27.s3、滚压,滚压轮的轴心线和所述纸浆模塑容器盖的轴心线平行并且所述滚压轮与所述侧向翼部的外壁接触,所述滚压轮旋转并挤压所述侧向翼部的外壁,所述滚压轮的滚压并且所述纸浆模塑容器盖绕纸浆模塑容器盖1的轴心线旋转,滚压使得所述侧向翼部的外壁得到所述滚压环槽,以及滚压使得所述向内凸起部的内径进一步缩小,即完成加工。
28.在上述的纸浆模塑容器盖的加工工艺中,所述加工工艺还包括:湿坯切边,当所述s1湿坯成型后,在所述冷挤压成型模上设有切边刀,切边刀对所述湿坯容器盖进行多余余边的切除。
29.在上述的纸浆模塑容器盖的加工工艺中,所述冷挤压成型模的成型型腔壁上设有吸水材料层。
30.与现有的技术相比,本技术的优点在于:
31.利用下倾斜面的设计,其可以加长内圆弧面的圆周长度,相对地,当内圆弧面的圆周长度加长时,此时的下倾斜面其长度被缩短,内圆弧面的圆周长度加长后,可以增大与容器顶部的连接密封面积,同时,由于形成连续密封面,此时容器顶部和连续密封面则为面与面的密封接触方式,这种方式的优势可以确保密封性,避免了由于间隙的存在而导致泄漏。
32.面与面的连续密封方式,其可以大幅减小容器的容器顶部抵顶于连续密封面上后所导致连续密封面的向上形变量,以确保密封性能。即,朝外向下倾斜部其由于是朝外向下倾斜,可以约束外耦合弧形部的向上形变量。
附图说明
33.图1是本发明提供的纸浆模塑容器盖俯视结构示意图。
34.图2是图1中g-g沿线剖视结构示意图。
35.图3是图2的一半结构放大示意图。
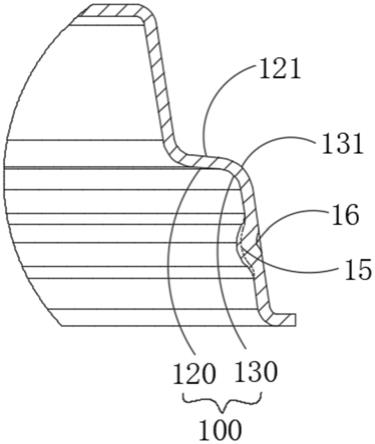
36.图4是图2中的j处放大结构示意图。
37.图5是本发明提供的实施例二结构示意图。
38.图6是本发明提供的实施例三结构示意图。
39.图7是本发明提供的容器组件结构示意图。
40.图8是图7中的a处放大结构示意图。
41.图9是本发明提供的实施例五流程框图。
42.图10是本发明提供的冷挤压成型模结构示意图。
43.图11是本发明提供的热压成型模结构示意图。
44.图12是本发明提供的滚压轮未滚压容器盖时的分离状态示意图。
45.图中,纸浆模塑容器盖1、盖顶部10、连续密封面100、侧向倾斜翼部11、朝外向下倾斜部12、下倾斜面120、外耦合弧形部13、内圆弧面130、外圆弧面131、侧向翼部14、向内凸起部15、滚压环槽16、滚压内凸部17、内凸弧形凸面18、容器2、容器顶部20、内耦合弧形部21、上圆弧形面210、抵顶立面211、锐角夹角a、冷挤压成型模3、吸水材料层30、热压成型模4、滚压轮5。
具体实施方式
46.以下是实用新型的具体实施例并结合附图,对本实用新型的技术方案作进一步的描述,但本实用新型并不限于这些实施例。
47.实施例一
48.如图1-图3所示,本纸浆模塑容器盖1包括盖顶部10、侧向倾斜翼部11、朝外向下倾斜部12、外耦合弧形部13和侧向翼部14。本实施例的容器盖其通过纸浆模塑一体成型。
49.侧向倾斜翼部11连接于盖顶部10外缘。侧向倾斜翼部11实际为一个圆锥筒,直径从上往下逐渐增大。
50.朝外向下倾斜部12与侧向倾斜翼部11下侧连接,并且朝外向下倾斜部12和侧向倾斜翼部11的轴心线形成锐角夹角a。
51.锐角夹角a可以利于冷挤压成型后的脱模,以及热压成型后的脱模,以提高生产效率。
52.外耦合弧形部13连接于朝外向下倾斜部12的外缘。外耦合弧形部13其单边横向截面呈拱形状,以适用于与容器顶部的配位吻合。
53.侧向翼部14连接于外耦合弧形部13远离朝外向下倾斜部12的下侧。侧向翼部14即为预先套入容器2的一段。
54.如图3-图4所示,朝外向下倾斜部12的下倾斜面120和外耦合弧形部13的内圆弧面130连接形成与容器顶部20连续面与面密封的连续密封面100。
55.在本实施例中,利用下倾斜面120的设计,其可以加长内圆弧面130的圆周长度,相对地,当内圆弧面130的圆周长度加长时,此时的下倾斜面120其长度被缩短,内圆弧面130
的圆周长度加长后,可以增大与容器顶部20的连接密封面积,同时,由于形成连续密封面100,此时容器顶部20和连续密封面100则为面与面的密封接触方式,这种方式的优势可以确保密封性,避免了由于间隙的存在而导致泄漏。
56.其次,面与面的连续密封方式,其可以大幅减小容器2的容器顶部抵顶于连续密封面100上后所导致连续密封面100的向上形变量,以确保密封性能。即,朝外向下倾斜部12其由于是朝外向下倾斜,可以约束外耦合弧形部13的向上形变量。
57.本实施例的下倾斜面120的设计,其使得内圆弧面130的弧面长度长于下倾斜面120的长度,即,可以增大接触密封面积,提高密封性,同时,内圆弧面130的圆周长度加长后会使得相应模具在成型内圆弧面130处的成型凹面和成型凸面其圆周长度也加长,这种长度加长使得模具的开模以及脱模更加顺畅,防止由于圆周长度较短而形成近似尖角部,不利于盖子的成型,以及后续的脱模,还可以使得盖子加工成型质量更加稳定可靠,防止了外耦合弧形部13处盖子相应位置的裂纹产生。
58.以及为了进一步提供一种优化设计,本实施例的下倾斜面120和内圆弧面130相切连接,便于脱模,同时,使得盖子的相应位置为呈连续的衔接面与面,可以防止脱模时下倾斜面120和内圆弧面130的衔接出发生擦伤等等现象。
59.优选方案,朝外向下倾斜部12具有与下倾斜面120平行的上倾斜面121,以利于成型加工制造,同时确保盖子的结构强度。
60.其次,如图3-图4所示,外耦合弧形部13具有圆心与内圆弧面130圆心重合的外圆弧面131,上倾斜面121与外圆弧面131相切连接。
61.作为一种优选方案,如图4所示,在侧向翼部14的内壁具有与侧向翼部14一体成型的向内凸起部15,即冷挤压成型时一并得到,但是,这里的向内凸起部15其内径并未到达设定的内径尺寸,这样设计的目的在于:在相对利于脱模的状态下,提高脱模效率,同时又降低后续滚压难度,例如,可以防止深度滚压而导致侧向翼部14出现裂纹或者径向形变严重的情况,在侧向翼部14的外壁相对向内凸起部15的位置通过滚压形成有使得所述向内凸起部15内径进一步缩小的滚压环槽16。
62.附图4中的向内凸起部15处,虚线则为直接一体成型后的向内凸起部15,实线则为滚压后的向内凸起部15。例如,在未滚压之前,此时的向内凸起部15其内径为89mm,当进行滚压后,此时的向内凸起部15其内径为88mm,利用这种后补的方式实现产品结构上的强度保障。
63.还有,本实施例的侧向翼部14呈倾斜向下朝外分布,并且侧向翼部14的倾斜角度和侧向倾斜翼部11倾斜角度一致,即,两者均为圆锥筒结构,并且两者的轴心线重合。
64.实施例二
65.本实施例的结构和工作原理与实施例一基本相同,不同的结构在于:如图5所示,侧向翼部14的外壁通过滚压形成有滚压环槽16,在所述侧向翼部14的内壁相对所述滚压环槽16的位置通过所述滚压环槽16成型有滚压内凸部17。
66.实施例三
67.本实施例的结构和工作原理与实施例一基本相同,不同的结构在于:如图6所示,侧向翼部14的内壁具有与所述侧向翼部14一体成型的内凸部19,所述内凸部内径一体成型到位。
68.实施例四
69.本实施例的结构和工作原理与实施例一基本相同,不同的结构在于:侧向翼部14呈竖直向下分布(即,侧向翼部14和容器盖的轴心线平行)。
70.实施例五
71.如图7-图8所示,本实施例提供了一种纸浆模塑容器组件包括容器2,在容器2的顶部敞口具有向外翻卷的内耦合弧形部21,纸浆模塑容器组件还包括实施例一的纸浆模塑容器盖1,纸浆模塑容器盖1盖于所述容器2的顶部敞口,并且内耦合弧形部21与纸浆模塑容器盖1的连续密封面100连续抵顶密封连接。
72.在内耦合弧形部21具有上圆弧形面210,所述连续密封面100的下倾斜面120和上圆弧形面210相切,所述内圆弧面130和所述上圆弧形面210匹配吻合。
73.在内耦合弧形部21远离容器2的一侧抵顶于所述的向内凸起部15或滚压内凸部17。
74.在内耦合弧形部21远离容器2的一侧设有抵顶立面211,在向内凸起部15或滚压内凸部17具有内凸弧形凸面18,抵顶立面211与内凸弧形凸面18相切接触。
75.以上的组合方式,可以实现耦合部的面与面密封,密封性好。
76.其次,利用抵顶立面211抵顶于内凸弧形凸面18,可以实现防脱,以及进一步提高密封性。抵顶立面211抵顶于内凸弧形凸面18上后则处于非竖立状态,因为抵顶会使得内耦合弧形部21设有抵顶立面211的一侧发生形变。
77.实施例六
78.如图9-图12所示,本实施例提供了一种用于加工实施例一或实施例二或实施例三或实施例四所述纸浆模塑容器盖的加工工艺,所述的加工工艺包括如下步骤:
79.s1、湿坯成型,冷挤压成型模3吸浆并冷挤压成型,得到湿坯容器盖,并且该湿坯容器盖的下倾斜面120和内圆弧面130连接形成与容器顶部20连续密封的连续密封面100,以及在湿坯容器盖的侧向翼部14直接成型有向内凸起部15,内圆弧面130的弧面长度长于所述下倾斜面120的长度;
80.冷挤压成型模3包括上模和下模。
81.s2、热压成型,热压成型模4对湿坯容器盖进行热压成型,得到纸浆模塑容器盖1;热压成型模4包括热压上模和热压下模。
82.s3、滚压,滚压轮5的轴心线和纸浆模塑容器盖1的轴心线平行并且滚压轮5与侧向翼部14的外壁接触,滚压轮5旋转并挤压侧向翼部14的外壁,滚压轮5的滚压并且纸浆模塑容器盖1绕纸浆模塑容器盖1的轴心线旋转,滚压使得所述侧向翼部14的外壁得到滚压环槽16,以及滚压使得向内凸起部15的内径进一步缩小,即完成加工。滚压轮5由伺服电机驱动旋转。
83.在滚压时,滚压轮5在旋转的时候可以是逐渐径向给进方式,也可以是滚压轮5直接给进到位的初始状态。
84.在冷挤压成型模3的成型型腔壁上设有吸水材料层30,吸水材料层30选用吸水树脂等等,其可以在湿坯成型后直接对湿坯进行水份吸收,湿坯的水份吸收使得后续的热压成型时间周期大幅缩短,不仅节能,而且还可以大幅提高生产效率。
85.本年实施例加工工艺还包括湿坯切边,当所述s1湿坯成型后,在冷挤压成型模3上
设有切边刀,切边刀对湿坯容器盖进行多余余边的切除。切边刀可以在冷挤压成型时的直接切除,也可以是冷挤压成型后的后切去除,后切需要升降动力驱动切边刀升降动作,即,在闭模时进行切除。
86.切边刀以成品容器盖的边缘进行分布,湿坯后直接余边切除,可以直接省略后续热压时对于多余余边的加热,节能且可以大幅缩短热压成型对于容器盖的加工时间。
87.其次,在湿坯状态下进行余边的切除,切除后的余边其在未被热压成型加工就被回收并重复利用,这种方式其大幅降低了后续的回收重复使用时的处理难度,以及降低了回收重复使用的成本。
88.冷挤压成型时,可以是单个湿坯容器盖,也可以是多个呈阵列分布并且相互连接为一整板的湿坯容器盖,余边的切除使得形成多个独立的湿坯容器盖。
89.本文中所描述的具体实施例仅仅是对本实用新型精神作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神或者超越所附权利要求书所定义的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1