一种用于拆膜机的掀膜顶料装置的制作方法
1.本实用新型属于包装设备技术领域,尤其涉及一种用于拆膜机的掀膜顶料装置。
背景技术:
2.现有的医药用西林瓶、大输液瓶包材生产时,通常将一定数量的瓶子整齐排列成矩形状,所有瓶体由热收缩覆膜包裹。目前,西林瓶、大输液瓶的灌装生产线已基本实现洗、灌、封的全自动化作业,瓶包材在进入洗瓶机之前需要去除热缩膜外包装。
3.在实际的工作过程中,瓶包材大多采用人工拆膜装膜操作,操作过程效率比较低,劳动强度大,而且也存在倒瓶、破瓶等诸多风险,为了提升制药生产的自动化程度,降低污染风险,提出了一些自动化的拆膜设备,能够实现塑膜环切、抓取及推瓶出盒的工序。上述的拆膜设备主要包括入料输送装置、切膜装置、瓶膜分离装置和转移输出装置,其工作原理为先利用切膜装置将瓶包材的塑膜三个侧边切开,然后在入料输送装置的作用下,瓶包材继续前行至瓶膜分离装置的工作区域,瓶膜分离装置首先将瓶包材的塑膜上部夹住并揭开,然后将瓶包材顶起,在瓶包材上升过程中,塑膜被压紧于瓶体的底部,最后利用转移输出装置将瓶体移走,实现瓶、膜分离,最后瓶膜分离装置将塑膜转移至废料框中。
4.作为拆膜设备中的重要组成部分,瓶膜分离装置在拆膜设备的工作过程中起到了至关重要的作用,可实现外包装膜与瓶体阵列的分离操作。但在工作过程中发现,在瓶包材顶升过程中,被揭开的塑膜上部容易脱离瓶膜分离装置的夹持端,使得拆膜设备无法顺利的进行拆膜操作,操作使用不便且工作效率低。另外,传统的拆膜设备中的瓶膜分离装置只能对硬质包装瓶的包材进行脱膜操作,不适用于对软质塑料包装瓶的脱膜操作。
技术实现要素:
5.本实用新型为解决公知技术中存在的技术问题而提供一种结构设计合理、工作效果好且通用性强的用于拆膜机的掀膜顶料装置。
6.本实用新型为解决公知技术中存在的技术问题所采取的技术方案是:一种用于拆膜机的掀膜顶料装置包括设置有进料口的脱膜机架结构,在脱膜机架结构上安装有位于进料口的外部的夹膜摆动组件;在脱膜机架结构上设置有与出料口对应设置的用于接收完成切膜操作的包材的托料板,还包括用于带动托料板纵向移动的顶升驱动组件;还包括在脱膜机架结构上安装的可将塑膜按压在托料板上的第一勾膜组件和第二勾膜组件,第一勾膜组件和第二勾膜组件之间的间距可调;还包括在第一勾膜组件和第二勾膜组件的上方设置的可对托料板承托的瓶体阵列进行推挤操作的挤瓶组件;还包括在挤瓶组件的上方设置的可将顶升驱动组件顶升的瓶体阵列推出的推瓶转移组件;夹膜摆动组件包括横向设置的夹膜转轴,在夹膜转轴上安装有可纵向移动的夹爪结构,还包括用于带动夹膜转轴纵向移动的夹膜升降结构,在夹膜升降结构的活动端安装有用于带动夹膜转轴在水平面内摆动的夹膜摆动组件,还包括在夹膜摆动结构的活动端安装的用于带动夹膜转轴沿其轴向转动的夹膜翻转结构。
7.本实用新型的优点和积极效果是:本实用新型提供了一种用于拆膜机的掀膜顶料装置,通过设置夹膜摆动组件,可以自动进行掀膜操作,避免塑膜绷直使得掀膜摆动装置失去对塑膜的夹持,同时也可自动将塑膜废料丢弃在拆膜设备的外部;通过设置顶升驱动组件、托料板和第一、第二勾膜组件,可以在瓶包材上升的过程中向下按压塑膜,自动实现瓶膜脱离的操作,脱膜过程稳定快速,第一勾膜组件和第二勾膜组件之间的间距可调,可适用于不能规格尺寸的瓶包材;通过设置推瓶转移组件,可以将完成脱膜操作的包装瓶阵列推出至拆膜机的外部;通过设置挤瓶组件,可以对完成脱模操作的失去束缚的包装瓶阵列进行推挤,使得呈松散状态的包装瓶阵列变得紧凑,避免包装瓶发生倾倒现象,使其能够顺利的进入瓶推出装置的推料操作区域内;通过设置挤瓶组件,使得掀膜顶料装置既能够适用于硬质的包装瓶,也能够适用于软质的包装瓶,提高了设备的通用性。本发明能自动对完成切膜操作的包材进行脱膜操作,取代人工脱模操作,降低了劳动力成本,提高了工作效率,自动化程度高,有助于提高拆膜机的全自动化水平和通用性。
8.优选地:第一勾膜组件包括横向设置的第一勾膜杆,在第一勾膜杆上转动连接有多组沿其轴向分布的第一安装摆臂,在第一勾膜杆和各个第一安装摆臂之间均安装有扭簧,在各个第一安装摆臂的端部均安装有第一拉膜勾,还包括用于带动第一勾膜杆进行翻转的杆翻转驱动结构。
9.优选地:杆翻转驱动结构包括通过翻转转轴与脱膜机架结构转动连接的勾膜翻转座,第一勾膜杆与勾膜翻转座相连接,在勾膜翻转座和脱膜机架结构之间铰接有用于带动勾膜翻转座沿翻转转轴的轴向翻转的第一勾膜缸。
10.优选地:第二勾膜组件包括横向设置的第二勾膜杆,在第二勾膜杆上转动连接有多组沿其轴向分布的第二安装摆臂,在第二勾膜杆和各个第二安装摆臂之间均安装有扭簧,在各个第二安装摆臂的端部均安装有第二拉膜勾,还包括用于带动第二勾膜杆朝向/背离第一勾膜组件横向移动的杆横移驱动结构。
11.优选地:杆横移驱动结构包括与脱膜机架结构相连接的勾膜调节座,在勾膜调节座上安装有横向位置可调节的勾膜安装座,还包括在勾膜安装座上安装的横向设置且伸出端垂直指向第一勾膜组件的第二勾膜缸,在第二勾膜缸的伸出端连接有勾膜横移座,在勾膜横移座的背部安装有横向设置的勾膜横移导杆,勾膜横移导杆通过直线轴承与勾膜安装座滑动连接。
12.优选地:挤瓶组件包括关于托料板相对设置的间距可调的第一挤瓶条和第三挤瓶条、还包括关于托料板相对设置的间距可调的第二挤瓶条和第四挤瓶条;第一挤瓶条、第二挤瓶条、第三挤瓶条和第四挤瓶条共同作用围成一个矩形的可供瓶阵列穿过的出瓶通道。
13.优选地:推瓶转移组件包括横向并列设置的两组瓶推出导轨,在两组瓶推出导轨之间通过滑块滑动连接有推瓶安装座,在推瓶安装座上安装有位于顶升驱动组件的上方的瓶推动板;还包括用于带动推瓶安装座沿瓶推出导轨横向移动的瓶推出缸,还包括关于瓶推动板相对设置的第一导向板和第二导向板,第一导向板和第二导向板之间的间距可调。
14.优选地:顶升驱动组件包括伸出端朝上设置的顶升驱动缸,在顶升驱动缸的伸出端连接有托料升降座,托料板与托料升降座上相连接。
15.优选地:夹膜升降结构包括与脱膜机架结构相连接的夹膜安装架,在夹膜安装架上通过纵向设置的导轨和滑块滑动连接有夹膜升降座,在夹膜安装架上安装有用于带动夹
膜升降座纵向移动的夹膜升降器;夹膜摆动结构包括在夹膜升降座的顶部安装的夹膜摆动器,还包括在摆动气缸的转动端连接的摆动安装板,夹膜转轴与摆动安装板转动连接;夹膜翻转结构包括在摆动安装板上安装的夹膜转动器,在夹膜转动器的伸出端和夹膜转轴之间设置有夹膜转动副。
16.优选地:在夹膜转轴上通过轴座安装有微调缸座,在微调缸座上安装有多组伸出端朝下设置的微调升降缸,在微调升降缸的伸出端连接有夹爪缸座;夹爪结构安装在夹爪缸座上。
附图说明
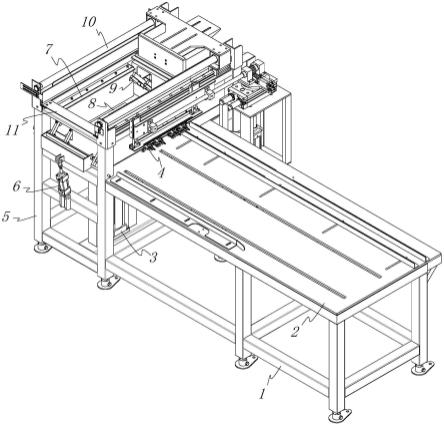
17.图1是本实用新型的立体结构示意图;
18.图2是本实用新型中的夹膜摆动组件的立体结构示意图;
19.图3是本实用新型的部分结构的立体结构示意图;
20.图4是本实用新型中的第二勾膜组件的立体结构示意图;
21.图5是本实用新型中的第一勾膜组件的立体结构示意图;
22.图6是本实用新型中的顶升驱动组件的立体结构示意图;
23.图7是本实用新型中的挤瓶组件和脱膜机架结构的立体结构示意图;
24.图8是本实用新型中的推瓶转移组件的立体结构示意图。
25.图中:1、传输机架;2、传输工作台面;3、顶升驱动组件;3-1、顶升驱动缸;3-2、顶升导杆;3-3、托料升降座;4、夹膜摆动组件;4-1、夹膜升降器;4-2、夹膜安装架;4-3、夹膜升降座;4-4、夹膜摆动器;4-5、摆动安装板;4-6、夹膜转动副;4-7、夹膜转动器;4-8、夹膜转轴;4-9、夹爪缸座;4-10、微调升降缸;4-11、微调缸座;4-12、夹膜弹片;4-13、夹爪气缸;5、脱膜机架结构;5-1、第一限位立板;5-2、第二限位立板;5-3、脱膜机架本体;6、第一勾膜组件;6-1、第一勾膜缸;6-2、勾膜翻转座;6-3、翻转转轴;6-4、第一勾膜杆;6-5、第一拉膜勾;6-6、第一安装摆臂;7、挤瓶组件;7-1、第一挤瓶条;7-2、第二挤瓶条;7-3、第三挤瓶条;7-4、第四挤瓶条;7-5、第一挤瓶座;7-6、第二夹瓶座;7-7、出瓶通道;8、托料板;9、第二勾膜组件;9-1、勾膜安装座;9-2、第二勾膜缸;9-3、勾膜调节座;9-4、勾膜横移座;9-5、勾膜横移导杆;9-6、第二勾膜杆;9-7、第二拉膜勾;9-8、第二安装摆臂;10、推瓶转移组件;10-1、推瓶安装座;10-2、瓶推动板;10-3、瓶推出缸;10-4、瓶推出导轨;10-5、第一导向板;10-6、第二导向板;11、出瓶过渡板。
具体实施方式
26.为能进一步了解本实用新型的
技术实现要素:
、特点及功效,兹举以下实施例详细说明如下:
27.请参见图1,本实用新型的用于拆膜机的掀膜顶料装置包括设置有进料口的脱膜机架结构5,在脱膜机架结构5上安装有位于进料口的外部的夹膜摆动组件4。如图2所示,夹膜摆动组件4包括横向设置的夹膜转轴4-8,在夹膜转轴4-8上通过轴座安装有微调缸座4-11,在微调缸座4-11上安装有多组伸出端朝下设置的微调升降缸4-10,在微调升降缸4-10的伸出端连接有夹爪缸座4-9。在夹爪缸座4-9上安装有多组用于夹持包装膜的夹爪结构,进一步的,在本实施例中,夹爪结构包括与夹爪缸座4-9相连接的横向位置可调节的夹爪气
缸4-13,具体为在夹爪缸座4-9上开设有沿夹膜转轴4-8的轴向延伸的条形孔,夹爪气缸4-13和夹爪缸座4-9通过穿设在条形孔内的螺栓和锁紧螺母进行锁定连接,在夹爪气缸4-13的两个夹爪上均各自安装有一组用于夹持包装膜的夹膜弹片4-12。
28.夹膜摆动组件4还包括用于带动夹膜转轴4-8纵向移动的夹膜升降结构,夹膜升降结构包括与脱膜机架结构5相连接的夹膜安装架4-2,在夹膜安装架4-2上通过纵向设置的导轨和滑块滑动连接有夹膜升降座4-3,另外,在夹膜安装架4-2上安装有用于带动夹膜升降座4-3纵向移动的夹膜升降器4-1,在本实施例中,夹膜升降器4-1采用伺服电动缸,在夹膜升降器4-1的伸出端安装有浮动接头,夹膜升降器4-1的伸出端和夹膜升降座4-3通过浮动接头相连接,通过上述的设置可避免夹膜升降器4-1在顶升的过程中发生卡顿。
29.如图2所示,夹膜摆动组件4还包括在夹膜升降结构的活动端(即夹膜升降座4-3)安装的用于带动夹膜转轴4-8在水平面内摆动的夹膜摆动组件,夹膜摆动结构包括在夹膜升降座4-3的顶部安装的夹膜摆动器4-4,在本实施例中夹膜摆动器4-4采用摆动气缸,还包括在摆动气缸的转动端连接的摆动安装板4-5,夹膜转轴4-8通过座式轴承与摆动安装板4-5转动连接。
30.如图2所示,夹膜摆动组件4还包括在夹膜摆动结构的活动端(即摆动安装板4-5)安装的用于带动夹膜转轴4-8沿其轴向转动的夹膜翻转结构。夹膜翻转结构用于带动夹膜转轴4-8沿其轴向转动。夹膜翻转结构包括在摆动安装板4-5上安装的夹膜转动器4-7,在本实施例中夹膜转动器4-7采用横向设置的气缸,在夹膜转动器4-7的伸出端和夹膜转轴4-8之间设置有夹膜转动副4-6。进一步的,夹膜转动副4-6包括与夹膜转动器4-7的伸出端连接的齿条,在摆动安装板4-5上连接有用于对上述的齿条进行导向的齿条导座,齿条与齿条导座滑动连接;夹膜转动副4-6还包括在夹膜转轴4-8上键连接的与齿条相啮合的齿轮。
31.为了方便工作,可在脱膜机架结构5对接安装的传输机架1,在传输机架1上的顶面安装有传输工作台面2,另外,在传输机架1上还安装有用于将完成切膜操作的包材推向脱膜机架结构5的进料口处的传输推料装置,上述的完成切膜操作的包材为:包材的两个短边和一个长边的包装薄膜已经切开,另一个长边的包装胶膜与底膜连成一体。
32.在实际的工作过程中,根据待膜瓶包材的高度,由夹膜升降结构调节夹膜转轴4-8和夹爪气缸4-13的整体高度,以方便夹爪气缸4-13的夹爪夹持切开的包装膜的上部。切膜后的瓶包材在传输推料装置的作用下,推送至夹膜工位102,夹膜用的夹爪气缸4-13在微调升降缸4-10的带动下向下移动预设的距离并张开,切开的包装膜的上部边缘移动至夹爪气缸4-13的夹持区域后,夹爪气缸4-13闭合夹住塑膜,并在微调升降缸4-10的作用下拉升一定的高度,使得瓶颈处塑膜刚好脱离瓶口,再下降一定距离(使得夹持的塑膜稍微松弛),然后拉升一个瓶体高度,使得切口位置的塑膜上下完成脱离。传输推料装置继续向前推送瓶包材至后续工位,完成一个完整的揭膜动作流程,在此过程中,夹爪气缸4-13始终保持对塑膜的夹持;为了保持夹持的稳固性,在传输推料装置继续向前推动瓶包材的过程中,随着包材的行进,夹膜转轴4-8在夹膜转动器4-7的作用下逐渐朝向瓶包材的行进方向转动,进而逐渐改变夹爪气缸4-13的夹持端的方向,通过上述操作,可避免被夹持的塑膜在包材向前行进的过程中处于绷直的状态,避免塑膜在绷直产生的张力的作用下脱出夹爪气缸4-13,提高了夹膜摆动结构4的夹持稳固性。
33.如图7所示。脱膜机架结构5包括与传输机架1对接的脱膜机架本体5-3,进料口开
设在脱膜机架本体5-3上并与传输推料装置的出料端相对应,在脱膜机架本体5-3上安装有关于上述的进料口对应设置的第一限位立板5-1和第二限位立板5-2。如图1和图3所示,在脱膜机架结构5上设置有与出料口对应设置的用于接收完成切膜操作的包材的托料板8,还包括用于带动托料板8纵向移动的顶升驱动组件3。顶升驱动组件3位于第一限位立板5-1和第二限位立板5-2之间,顶升驱动组件3和托料板8共同作用可接收传输推料装置推出的、由脱膜机架本体5-3上的进料口进入的包材,并带动包材纵向移动。
34.如图6所示,在本实施例中,顶升驱动组件3包括与脱膜机架本体5-3相连接的顶升驱动缸3-1,顶升驱动缸3-1的伸出端朝上设置,并在伸出端连接有托料升降座3-3,在托料升降座3-3上安装有用于承托传输推料装置推出的包材的托料板8。另外,在托料升降座3-3的底面安装有多组纵向设置的顶升导杆3-2,顶升导杆3-2通过直线轴承与脱膜机架本体5-3滑动连接。在本实施中,托料板8与瓶包材的外围尺寸相适配。
35.如图1和图3所示,本实施例还包括在脱膜机架结构5上安装的可将塑膜按压在托料板8上的第一勾膜组件6和第二勾膜组件9,第一勾膜组件6和第二勾膜组件9之间的间距可调。
36.进一步参见图5,在本实施例中,第一勾膜组件6包括横向设置的第一勾膜杆6-4,第一勾膜杆6-4位于第二限位立板5-2的外侧。在第一勾膜杆6-4上转动连接有多组沿其轴向分布的第一安装摆臂6-6,在第一勾膜杆6-4和各个第一安装摆臂6-6之间均安装有扭簧,在上述的扭簧的作用下,第一安装摆臂6-6自下至上朝向托料板8的中部倾斜设置,在第二限位立板5-2上开设有可供多组第一安装摆臂6-6贯穿的通槽。在各个第一安装摆臂6-6的上端部均安装有第一拉膜勾6-5,在瓶包材被顶升驱动组件3顶升的工作过程中,各个第一拉膜勾6-5分别插入瓶包材的相邻的两个包装瓶的缝隙中。
37.如图5所示,第一勾膜组件6还包括用于带动第一勾膜杆6-4进行翻转的杆翻转驱动结构。其中,杆翻转驱动结构包括通过翻转转轴6-3与脱膜机架结构5中的脱膜机架本体5-3转动连接的勾膜翻转座6-2,第一勾膜杆6-4与勾膜翻转座6-2相连接,在实际的工作过程中,第一勾膜杆6-4与勾膜翻转座6-2之间不会发生相对转动,第一勾膜杆6-4和各个第一安装摆臂6-6之间可发生相对转动。在勾膜翻转座6-2和脱膜机架本体5-3之间铰接有用于带动勾膜翻转座6-2沿翻转转轴6-3的轴向翻转的第一勾膜缸6-1,在本实施例中,第一勾膜缸6-1采用气缸,上述气缸的缸筒通过铰接座和铰接销轴与脱膜机架本体5-3相铰接,气缸的活塞杆通过鱼眼接头与勾膜翻转座6-2的背面的铰接座相铰接。
38.在实际的工作过程中,第一勾膜缸6-1的活塞杆伸缩可带动勾膜翻转座6-2沿翻转转轴6-3的轴向进行翻转,进而带动第一勾膜杆6-4翻转,以改变第一拉膜勾6-5的位置。
39.如图4所示,在本实施例中,第二勾膜组件9包括横向设置的第二勾膜杆9-6,在第二勾膜杆9-6上转动连接有多组沿其轴向分布的第二安装摆臂9-8,在第二勾膜杆9-6和各个第二安装摆臂9-8之间均安装有扭簧,在上述的扭簧的作用下,第二安装摆臂9-8自下至上朝向托料板8的中部倾斜设置,在第一限位立板5-1上开设有可供多组第二安装摆臂9-8贯穿的通槽。在各个第二安装摆臂9-8的端部均安装有第二拉膜勾9-7,在瓶包材被顶升驱动组件3顶升的工作过程中,各个第二拉膜勾9-7分别插入瓶包材的相邻的两个包装瓶的缝隙中。
40.如图4所示,第二勾膜组件9还包括用于带动第二勾膜杆9-6朝向/背离第一勾膜组
件6横向移动的杆横移驱动结构。进一步的,在本实施例中,杆横移驱动结构包括与脱膜机架本体5-3相连接的勾膜调节座9-3,在勾膜调节座9-3上安装有横向位置可调节的勾膜安装座9-1,即在勾膜调节座9-3上开设有条形孔,勾膜安装座9-1和勾膜调节座9-3通过穿设在条形孔内的螺栓和锁紧螺母进行锁定连接,还包括在勾膜安装座9-1上安装的横向设置且伸出端垂直指向第一勾膜组件6的第二勾膜缸9-2,在第二勾膜缸9-2的伸出端连接有勾膜横移座9-4,在勾膜横移座9-4的背部安装有横向设置的勾膜横移导杆9-5,勾膜横移导杆9-5通过直线轴承与勾膜安装座9-1滑动连接。
41.在实际的工作过程中,第二勾膜缸9-2的伸出端的伸缩可带动勾膜横移座9-4朝向/背离第一勾膜组件6横向移动,进而调节第一勾膜组件6和第二勾膜组件9之间的间距,以满足不同的规格尺寸的瓶包材的拆膜要求。
42.瓶包材被推送至托料板8上后(此时,瓶包材切开的顶膜已被夹爪气缸4-13夹持住),顶升驱动缸3-1启动推动托料板8顶升,在顶升的过程中,多组拉膜勾均插入对应的两个包装瓶的间隙之间,随着推动托料板8上升,多组拉膜勾共同作用,可将塑膜压紧于推动托料板8上,以方便后续的推料操作,进而将完成脱膜操作的呈阵列分布的包装瓶推出至拆膜设备的外部。
43.当塑膜脱离包装瓶时,由于失去束缚,包装瓶阵列尤其是包装软瓶阵列会呈松散状且容易发生倾倒的状态,影响了后续的将包装瓶阵列推出的操作,为了解决上述的问题,如图1和图3所示,本实施例还包括在第一勾膜组件6和第二勾膜组件9的上方设置的可对托料板8承托的瓶体阵列进行推挤操作的挤瓶组件7。另外,本实施例还包括在挤瓶组件7的上方设置的可将顶升驱动组件3顶升的瓶体阵列推出的推瓶转移组件10。在脱膜机架本体5-3安装有与推瓶转移组件10相对设置的出瓶过渡板11,在出瓶过渡板11的外部设置有与其对接的出瓶轨道。
44.进一步参见图7,在本实施例中,挤瓶组件7包括关于托料板8相对设置的间距可调的第一挤瓶条7-1和第三挤瓶条7-3、还包括关于托料板8相对设置的间距可调的第二挤瓶条7-2和第四挤瓶条7-4;第一挤瓶条7-1、第二挤瓶条7-2、第三挤瓶条7-3和第四挤瓶条7-4共同作用围成一个矩形的可供瓶阵列穿过的出瓶通道7-7。进一步的,挤瓶组件7还包括在脱膜机架本体5-3上连接的第一挤瓶座7-5和第二夹瓶座7-6,第四挤瓶条7-4与第一挤瓶座7-5相连接,在第一挤瓶座7-5上开设有条形孔,第一挤瓶座7-5通过穿设在条形孔内的螺栓和锁紧螺母与脱膜机架本体5-3进行锁定连接;第一挤瓶条7-1与第二夹瓶座7-6相连接,在第二夹瓶座7-6上开设有条形孔,第二夹瓶座7-6通过穿设在条形孔内的螺栓和锁紧螺母与脱膜机架本体5-3进行锁定连接。可根据包材的规格尺寸分别调节第一挤瓶座7-5和第二夹瓶座7-6的横向位置以满足瓶包材的拆膜要求。另外,第一挤瓶条7-1、第二挤瓶条7-2、第三挤瓶条7-3和第四挤瓶条7-4均采用硬质橡胶材质。
45.在顶升驱动组件3带动完成切割操作的瓶包材顶升的过程中,第一勾膜组件6和第二勾膜组件9中的多组拉膜勾共同作用,将塑膜压紧于推动托料板8上,随着上述的包材的持续上升,呈阵列分布的包装瓶逐渐进入出瓶通道7-7内,在第一挤瓶条7-1、第二挤瓶条7-2、第三挤瓶条7-3和第四挤瓶条7-4共同作用下,包装瓶阵列的外围的包装瓶被推挤,进而使得呈松散状态的包装瓶阵列变得紧凑,避免包装瓶发生倾倒现象,方便包装瓶阵列进入推瓶转移组件10的推料操作区域。
46.进一步参见图8,在本实施例中,推瓶转移组件10包括横向并列设置的两组瓶推出导轨10-4,两组瓶推出导轨10-4均安装在脱膜机架本体5-3的顶面上并关于托料板8相对设置。出瓶过渡板11设置在两组瓶推出导轨10-4之间。在两组瓶推出导轨10-4之间通过滑块滑动连接有推瓶安装座10-1,在推瓶安装座10-1上安装有位于顶升驱动组件3和挤瓶组件7的上方的瓶推动板10-2。推瓶转移组件10还包括用于带动推瓶安装座10-1沿瓶推出导轨10-4横向移动的瓶推出缸10-3,在本实施例中,瓶推出缸10-3设置有两组并采用无杆气缸,两组瓶推出缸10-3分别与两组瓶推出导轨10-4对应设置。进一步的,在脱膜机架本体5-3上安装有两对安装座,各个瓶推出缸10-3均通过与其对应设置的一对安装座与脱膜机架本体5-3相连接,推瓶安装座10-1的两端部分别与两组瓶推出缸10-3的活动端相连接。
47.另外,为了对进入推瓶转移组件10的推料区域的包装瓶阵列进行限位,避免包装瓶阵列在被推出拆膜设置的过程中发生倾倒的现象,推瓶转移组件10还包括关于瓶推动板10-2相对设置的第一导向板10-5和第二导向板10-6,如图8所示,为了方便顶升驱动组件3顶升的包装瓶阵列进入第一导向板10-5和第二导向板10-6之间,第一导向板10-5和第二导向板10-6的下端部均向外弯折形成导向结构。进一步的,为了提高设备的适用性,使得本设备能够对不同规格尺寸的瓶包材进行拆膜操作,第一导向板10-5和第二导向板10-6之间的间距可调。具体为,第一导向板10-5和第二导向板10-6分别与两对安装座相连接,其中,在第二导向板10-6上开设有条形孔,第二导向板10-6通过穿设在上述的条形孔内的螺栓和锁紧螺母与对应的一对安装座进行锁定连接。
48.瓶包材在顶升驱动组件3的带动下逐渐上升,在上升过程中,第一勾膜组件6和第二勾膜组件9将塑膜按压在顶升驱动组件3的顶面,随着瓶包材逐渐上升,塑膜和包装瓶逐渐脱离,失去束缚的包装瓶阵列在顶升驱动组件3的作用下,依次进入挤瓶组件7的出瓶通道7-7内、第一导向板10-5和第二导向板10-6之间,在此过程中,塑膜的切开的两侧边和前端边均翻到托料板8下,塑膜的后端边也在夹爪气缸4-13持续夹持的上膜的带动下翻到托料板8下;待包装瓶被顶升至其瓶底与出瓶过渡板11相持平时,两组瓶推出缸10-3共同启动,进而将完成脱膜操作的包装瓶阵列推出至拆膜设备上对接安装的出瓶轨道上。为了方便包装瓶顺利的转移至出瓶轨道上,在出瓶过渡板11上设置有过度斜面。推瓶转移组件10推出包装瓶后,夹膜摆动结构4中的夹膜摆动器4-4启动,带动夹膜转轴4-8在水平面内摆动一定的角度(大于90度,小于180度),使得夹爪气缸4-13夹持住塑膜并将其转移至拆膜设备的外部,并丢弃在废料收集筐内,然后夹爪气缸4-13复位,等待新的包材的进入。
49.工作过程:
50.(1)脱膜操作:完成切膜操作后,传输推料装置推动包材使其进入脱膜机架结构5的进料口,夹膜用的夹爪气缸4-13向下移动并张开、闭合夹住塑膜,并在微调升降缸4-10的作用下拉升一定的高度,使得瓶颈处塑膜刚好脱离瓶口,再下降一定距离(使得夹持的塑膜稍微松弛),然后拉升一个瓶体高度,使得切口位置的塑膜上下完成脱离。传输推料装置继续向前推送瓶包材,直至瓶包材移动至托料板8上,完成一个完整的揭膜动作流程,在此过程中,夹爪气缸4-13始终保持对塑膜的夹持;必要时可通过夹膜转动器4-7带动夹爪气缸4-13的夹持端翻转以避免塑膜脱离夹爪气缸4-13;在顶升驱动组件3的顶升过程中,第一勾膜组件6和第二勾膜组件9可勾住被切割开的塑膜并向下按压塑膜,随着顶升驱动组件3的顶升,包装瓶经过挤瓶组件7的推挤作用后,进入推瓶转移组件10中的推动工作区域内,此时,
塑膜的切开的两侧边和前端边均翻到托料板8下,塑膜的后端边也在夹爪气缸4-13持续夹持的上膜的带动下翻到托料板8下;待包装瓶被顶升至其瓶底与出瓶过渡板11相持平时,推瓶转移组件10启动,将完成脱模的包装瓶推出至拆膜设备外的出瓶轨道上;
51.(2)废膜收集操作:推瓶转移组件10推出包装瓶后,夹膜摆动结构4中的夹膜摆动器4-4启动,带动夹膜转轴4-8在水平面内摆动一定的角度(大于90度,小于180度),使得夹爪气缸4-13夹持住塑膜并将其转移至拆膜设备的外部,并丢弃在废料收集筐内,然后夹爪气缸4-13移动复位,等待新的包材的进入。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1