全自动翅片收集装置的制作方法
1.实用新型属于机械行业,特别涉及一种全自动翅片收集装置。
背景技术:
2.波形翅片与扁管交错排列后捆扎成芯体,再与集流管焊接到一起,安装在空调、车辆水箱的换热装置上,增大空调或水箱的换热表面积,提高热传递效率。在芯体捆扎前,波形翅片要收集、排列整齐,以便在于在芯体捆扎机上翅片与扁管快速交错排列,进行捆扎。传统的翅片收集装置存在以下问题;采用手工或半自动收集、摆齐和人工计数,造成前方翅片收集工序不稳定,易造成波形翅片堆积、变形,需要反复复启动、关停电机,收集时间较长、效率低,翅片的收集质量也较低。
技术实现要素:
3.本实用新型的目的在于克服上述技术不足,提供一种自动化程度高、操作方便灵活、工作效率高、保证质量的全自动翅片收集装置。
4.本实用新型解决技术问题采用的技术方案是:全自动翅片收集装置包括翅片翻转立直机构、皮带传送机构、翅片收集装置推码机构、自动控制机构,其特点是,翅片翻转立直机构中的托料板一通过连接板一连接波形翅片成型装置,在托料板一的轴向两侧装有前挡料板和后挡料板,在后挡料板的上方的两个固定卡子之间设定向风管一和定向风管二,在定向风管一和定向风管二之间设通气管,在前挡料板和后挡料板之间轴向设有翅片挡板,在翅片挡板与前挡料板之间左右两端设有翅片挡板位置微调组件,在两个翅片挡板位置微调组件之间设翅片挡板位置调整组件;在托料板一的右端连接皮带输送机构的同步传送带的左端上方,同步传送带传动连接主动同步带轮和从动同步带轮,主动同步带轮和从动同步带轮装在床身一上方的框架内,在主动同步带轮上方设漫反射检测开关,在漫反射检测开关上方设光电装置,在床身一和床身二之间设有床身中间架,在床身中间架上方设有翅片收集装置,翅片收集装置中的直线导轨固定在中间架立柱上方,在直线导轨上方的移动平台上装托料板二,在托料板二的两侧设挡料板二,在托料板二上方设翅片收集撮,同步传送带的右端通过连接板二连接托料板二上的翅片收集撮,在翅片收集撮的下面中间通过丝母螺纹连接滚珠丝杠,滚珠丝杠的一端连接在轴承座内,另一端通过轴承座连接从动皮带轮二的轴上,从动皮带轮二通过皮带二传动连接主动皮带轮二,主动皮带轮二装在伺服电机二的输出轴上,在直线导轨的两侧下方设有检测开关,在床身二上方的架上设有收料撮,在收料撮的左端通过连接板三连接床身中间架上的翅片收集的下方的托料板二,在收料撮的上方安装气缸一和气缸二,在床身二的左端上方放设光电开关,在光电开关上方设数控面板,在床身一和床身二的下方四角处设相同的地脚调节螺栓二,在床身中间架的四个中间架立柱下端设地脚调解螺栓一。
5.本实用新型的有益效果是:全自动翅片收集装置的自动化程度高,生产效率高,传动稳定,能保证翅片的生产质量,节省人力物力。
附图说明
6.以下结合附图以实施例具体说明。
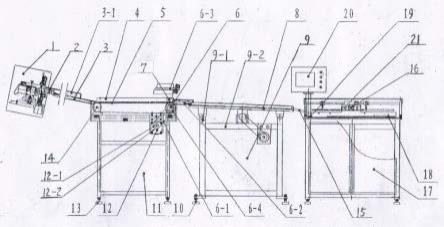
7.图1是全自动翅片收集装置的结构主视图。
8.图2是图1中翻转立直机构的结构主视图。
9.图3是图2的俯视图。
10.图4是图1翅片收集结构主视图。
11.图5是图4的俯视图。
12.图6是全自动翅片收集装置控制系统图。
13.图中;1-波形翅片成型装置;2-连接板一;3-托料板一;3-1-前挡料板;3-2-定向风管二;3-3-定向风管一;3-4-通风管;3-5-固定卡子;3-6-后挡料板;3-7-翅片挡板位置微调组件;3-8-斜面挡料板;3-9-翅片挡板;3-10-翅片挡板位置调整组件;4-挡料板一;5-同步传送带;6-从动皮带轮一;6-1-皮带一;6-2-连接板二;6-3-光电装置;6-4-主动同步带轮;7-漫反射检测开关;8-直线导轨;9-床身中间架;9-1-中间架立柱;9-2-中间架横梁;9-3-从动皮带轮二;9-4-主动皮带轮二;9-5-托料板二;9-6-检测开关;9-7-伺服电机架二;9-8-伺服电机二;9-9-轴承座;9-10-挡料板二;9-11-皮带二;9-12-定位螺栓;9-13-滚珠丝杠;9-14-丝母;9-15-波形翅片;9-16-翅片收集撮;9-17-移动平台;10-地脚调节螺栓一;11-床身一;12-伺服电机一;12-1-主动皮带轮一;12-2-伺服电机架一;13-地脚调节螺栓二;14-从动同步带轮;15-连接板三;16-气缸二;17-床身二;18-收料撮;19-光电开关;20-数控面板;21-气缸一。
具体实施方式
14.实施例,参照附图1~5,全自动翅片收集装置是在床身一11的左侧上方框架内装从动同步带轮14,在右侧上方框架内同水平装主动同步带轮6-4,在主动同步带轮6-4上方设漫反射检测开关7,在漫反射检测开关7的上方设光电装置6-3,主动同步带轮6-4和从动同步带轮14通过同步传送带5传动连接,在同步传送带5上方两侧设挡料板一4。同步传送带5的左端上方连接托料板一3的右端,托料板一3通过连接板一2连接波形翅片成型装置1。在托料板一3的轴向两侧装有前挡料板3-1和后挡料板3-6,前挡料板3-1和后挡料板3-6用螺钉固定在托料板一3上。在前挡料板3-1的后端设有向内倾斜的斜面挡料板3-8,在后挡料板3-6的上方的两个固定卡子3-5之间设定向风管一3-3和定向风管二3-2,在定向风管一3-3和定向风管二3-2之间装通风管3-4。在前挡料板3-1上左右两端分别设有翅片挡板位置微调组件3-7,在托料板一3的中间处设翅片挡板3-9,在翅片挡板3-9上的两翅片挡板位置微调组件3-7中间处设翅片挡板位置调整组件3-10。与从动同步带轮14传动连接的主动同步带轮6-4同轴装有从动皮带轮一6,从动皮带轮一6通过皮带一6-1传动连接主动皮带轮一12-1,主动皮带轮一12-1装在伺服电机一12的输出轴上,伺服电机一12固定在伺服电机架一12-2上。在同步传送带5的上方两侧轴向设有挡料板二9-10。在床身一11和床身二17之间设有床身中间架9,在床身中间架9的四角处设中间架立柱9-1,在中间架立柱9-1上方放设中间架横梁9-2。在中间架立柱9-1顶端装直线导轨8,在直线导轨8的上方装移动平台9-17,移动平台9-17上装托料板二9-5,在托料板二9-5轴向两侧装挡料板二9-10。移动平台9-17通过四个定位螺栓9-12连接翅片收集撮9-16的外侧面,同步传送带5的右端通过连接板二
6-2连接翅片收集撮9-16的左端,在翅片收集撮9-16的下面中间通过丝母9-14螺纹连接滚珠丝杠9-13,滚珠丝杠9-13的一端连接在轴承座9-9内,另一端通过轴承座连接从动皮带轮二9-3的轴上。从动皮带轮二9-3通过皮带二9-11传动连接主动皮带轮二9-4,主动皮带轮二9-4装在伺服电机二9-8的输出轴上,伺服电机二9-8固定在伺服电机架二9-7上,伺服电机架二9-7固定在床身中间架9上的中间架横梁9-2上。在直线导轨8的两侧下方设检测开关9-6,在四个中间架立柱9-1的下端设有地脚调节螺栓一10,波形翅片9-15从翅片收集撮9-16上集中移动至床身二17上方的收料撮18上。在床身二17的上方设有收料撮18,收料撮18的左端通过连接板三15连接托料板二9-5的右端。在收料撮18的上方安装架上装气缸一21和气缸二16,在床身二17的左端上方设光电开关19、在光电开关19的上方设数控面板20。在床身一11和床身二17的下端四角处均设有地脚调节螺栓二13。
15.参照附图6,全自动翅片收集装置的自动控制机构中的plc控制模块为控制总体,通过控制电源单向控制连接系统自检,控制自检单向控制连接翅片成型机构,在关闭电源时、翅片成型机构停机,在接通电源时,接翅片成型机构运行。系统自检单向控制连接吹风系统运行,在关闭电源时,总停信号有效并控制伺服电机运行,伺服电机运行单向控制连接皮带输送机构运行,皮带输送机构运行单向控制连接漫反射检测开关检测,漫反射检测开关检测单向控制连接翅片收集码垛运行装置运行,翅片收集码垛运行装置单向控制连接光电开关检测,光电开关检测分别控制连接漫反射检测开关检测、翅片收集、码垛装置运行、急停信号有效。
16.本实用新型的工作过程是;全自动翅片收集装置时进行工作时,设备供电,开启数控面板20上的开关,在plc控制下,光电装置6-3、漫反射检测开关7、检测开关9-6检测无误后,波形翅片成型装置1启动、将带状铝箔加工成波形翅片9-15,切断后经连接板一2进入翅片通道向前滑行,在重力的作用下波形翅片9-15自动翻滚立直,沿倾斜的托料板一3前移,吹风系统上的定向风管一3-3、定向风管二3-2提供动力,波形翅片9-15进入输送机构,伺服电机一12通过皮带一6-1带动动皮带轮一6转动,从而带动装在同一根轴上的主动同步带轮6-4、在同步传送带5上前移、在皮带输送机构出口处,装有漫反射检测开关7为这个系统提供信号,当对射开关指示灯闪亮超过系统设定的时间,系统判别为波形翅片9-15堵料,翅片成型机构停机,清理堵料后在重新启动,无故障则波形翅片9-15经传输装置上的直线导轨8上面进入翅片收集码垛装置中,翅片收集码垛装置上装有光电开关19、气缸一21、气缸二16,当尺寸移到指定位置后气缸一21、气缸二16启动,将波形翅片9-15推进收料撮18中进行整齐码垛,当收料撮18接满时,伺服电机二9-8驱动滚珠丝杠9-13带动移动平台9-17在直线导轨8上移动,将第二个收料撮18移至指定位置,重新接收波形翅片9-15,当第二个收料撮18也装满波形翅片9-15后,系统停机,更换收料撮18,系统自检后重新启动,开始新一轮的翅片收集工作。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1