一种凝珠瓶自动化系统的制作方法
1.本实用新型涉及一种自动化生产设备技术领域,尤其涉及一种凝珠瓶自动化系统。
背景技术:
2.在生产加工企业,大部分均借用生产设备进行机械化生产,并且单个设备员看管单个设备即可。部分企业,比如塑料瓶玻璃瓶生产企业,为了节约人力成本,同时还让设备员负责目检、装箱、清理水口等工作。
3.现有技术的加工设备中,单个设备员负责单个设备,仍然存在较高的人力成本,另外设备原负责事项多,劳动强度大。
技术实现要素:
4.为了克服现有技术的不足,本实用新型的目的之一在于提供一种凝珠瓶自动化系统,以解决现有技术的凝珠瓶生产设备中存在人力成本高劳动强度大的技术问题。
5.本实用新型的目的之一采用如下技术方案实现:
6.一种凝珠瓶自动化系统,所述凝珠瓶自动化系统包括:
7.传送线,所述传送线沿传送方向依序设有生产段、检测段和包装段;
8.若干吹瓶机,各所述吹瓶机设置于所述生产段,并将生产出来的凝珠瓶下料至所述生产段;
9.检测设备,所述检测设备设置于所述检测段;
10.包装设备,所述包装设备设置于所述包装段。
11.可选地,所述传送线为柔性链板输送线。
12.可选地,所述柔性链板输送线包括若干柔性输送段,所述柔性输送段中包括倾斜向下传送的倾斜输送段,所述倾斜输送段的下端设有用于防止倾倒的上护栏。
13.可选地,所述上护栏包括支撑杆和上挡板,所述支撑杆设置于所述倾斜输送段的下端的侧边,所述上挡板设置于所述支撑杆上且位于所述倾斜输送段上方用于防止凝珠瓶倾倒。
14.可选地,所述吹瓶机上设有向所述传送线下料的下料机构。
15.可选地,所述下料机构包括横向移动机构、竖向移动机构和抓取机构,所述横向移动机构设置于所述吹瓶机的壳体上,所述横向移动机构上设有可沿横向移动的横向滑动件,所述竖向移动机构设置于所述横向滑动件上,所述竖向移动机构上设有升降件,所述抓取机构设置于所熟识升降件上。
16.可选地,所述吹瓶机的两侧分别设有凝珠瓶成型组件,所述吹瓶机上设分别设置于所述吹瓶机两侧的有两组所述下料机构,两个所述下料机构与两组所述凝珠瓶成型组件一一对应设置。
17.可选地,所述检测设备包括重量检测设备、气密性检测设备和视觉检测设备。
18.可选地,所述视觉检测设备包括:
19.中转台,所述中转台设置于上游设备和下游设备之间;
20.传送组件,所述传送组件设置于所述中转台上,所述传送组件具有用于与上游设备连接的前端和用于与下游设备连接的后端;
21.视觉检测组件,所述视觉检测组件设置于所述中转台上,用于检测所述传送组件上传送的产品;
22.剔除机构,所述剔除机构设置于所述传送组件的后端,用于剔除所述视觉检测组件检出不合格的产品。
23.可选地,所述凝珠瓶自动化系统还包括贴标设备,所述贴标设备设置于所述包装段且位于所述包装设备的下游。
24.相比现有技术,本实用新型的有益效果在于:
25.本实用新型中,在凝珠瓶自动化系统中集成传送线、吹瓶机、检测设备和包装设备,从而实现从传送、生产、检测和包装自动化运行,减少人工参与,降低劳动强度。另外,在传送线的生产段设置若干个吹瓶机,使得凝珠瓶自动化系统集成多个吹瓶机,提高生产效率,单个设备员即可同时看管多个吹瓶机,极大地降低了人力成本。
附图说明
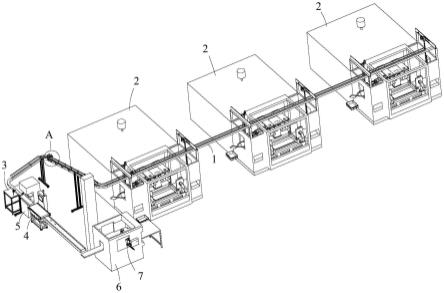
26.图1为本实用新型的凝珠瓶自动化系统的立体示意图;
27.图2为本实用新型的凝珠瓶自动化系统中吹瓶机的立体示意图;
28.图3为本实用新型的凝珠瓶自动化系统中下料机构的分解示意图;
29.图4为图1中的局部区域a的放大图
30.图5为本实用新型的凝珠瓶自动化系统中视觉检测设备的立体示意图;
31.图6为本实用新型的凝珠瓶自动化系统中视觉检测组件的立体示意图。
32.图中:
33.1、传送线;11、侧护栏;12、上护栏;
34.2、吹瓶机;21、下料机构;211、横向移动机构;2111、横向滑动件;212、竖向移动机构;2121、升降件;213、抓取机构;
35.3、视觉检测设备;31、中转台;32、传送组件;33、视觉检测组件;331、支架;332、镜头安装座;333、检测镜头;334、夹爪;34、剔除机构;341、安装件;342、高压喷嘴;
36.4、重量检测设备;
37.5、气密性检测设备;
38.6、包装设备;
39.7、贴标设备。
具体实施方式
40.下面,结合附图1至附图6以及具体实施方式,对本实用新型做进一步描述,需要说明的是,在不相冲突的前提下,以下描述的各实施例之间或各技术特征之可以任意组合形成新的实施例。
41.本实用新型实施例提供了一种用于玻璃瓶、塑料瓶生产的自动化加工系统,具体
可以是凝珠瓶自动化系统,如图1所示,凝珠瓶自动化系统包括传送线1、若干吹瓶机2、检测设备和包装设备6。传送线1沿传送方向依序设有生产段、检测段和包装段。各吹瓶机2设置于生产段,并将生产出来的凝珠瓶下料至生产段。检测设备设置于检测段,用于自动化检测凝珠瓶。包装设备6设置于包装段,用于自动化打包凝珠瓶。本实施例中,在凝珠瓶自动化系统中集成传送线1、吹瓶机2、检测设备和包装设备6,从而实现从传送、生产、检测和包装自动化运行,减少人工参与,降低劳动强度。另外,在传送线1的生产段设置若干个吹瓶机2,使得本实施例的凝珠瓶自动化系统集成多个吹瓶机2,提高生产效率,单个设备员即可同时看管多个吹瓶机2,极大地降低了人力成本。
42.在一些实施例中,传送线1为柔性链板输送线。本实施例中,柔性链板输送线布局方便,能够在一条线体上能够同时实现水平、倾斜、转弯运输。
43.具体来说,链板可以是聚甲醛树脂链板,聚甲醛树脂链板具有平坦光滑,摩擦力小,不同的输送段间过度平稳等特点。
44.进一步地,如图4所示,传送线1的两侧装有侧护栏11,侧护栏11包括可调节侧支架和侧挡板,通过可调节侧支架节两块侧挡板的间距,兼容多尺寸的塑料瓶。
45.具体来说,可调节侧支架包括连接件、竖杆和横杆,连接件固定于传送线1的侧面,竖杆设置于连接件上,竖杆上设有安装孔,横杆穿设于安装孔,侧挡板固定于横杆上。通过调节横杆穿过安装孔的长度即可调节侧挡板的间距。
46.具体来说,柔性链板输送线包括若干柔性输送段,柔性输送段中包括倾斜向下传送的倾斜输送段,如图4所示,倾斜输送段的下端设有用于防倾到的上护栏12。倾斜输送段向下传送凝珠瓶,当承接凝珠瓶的是水平传送或者是向上传送的柔性输送段时,容易导致凝珠瓶产生前倾甚至倾倒,本实施例中,上护栏12位于凝珠瓶的上方,防止凝珠瓶倾倒,确保柔性输送段稳定传送。
47.对于前述上护栏12,具体来说,上护栏12包括支撑杆和上挡板,支撑杆设置于倾斜输送段的下端的侧边,挡板设置于支撑杆上且位于倾斜输送段上方用于防止凝珠瓶倾倒。
48.在一些实施例中,如图2所示,吹瓶机2上设有向传送线1下料的下料机构21,吹瓶机2通过下料机构21向传送线1传送凝珠瓶,使得吹瓶机2上生产的凝珠瓶能够自动下料。
49.进一步地,如图2、图3所示,下料机构21包括横向移动机构211、竖向移动机构212和抓取机构213,横向移动机构211设置于吹瓶机2的壳体上,横向移动机构211上设有可沿横向移动的横向滑动件2111,竖向移动机构212设置于横向滑动件2111上,竖向移动机构212上设有升降件2121,抓取机构213设置于所熟识升降件2121上。在横向移动机构211中,横向滑块做横向移动,如此横向滑块带动竖向移动机构212做横向移动。在竖向移动机构212中,升降件2121能够做升降运动,升降件2121带动抓取机构213做升降运动。如此,横向移动机构211和竖向移动机构212配合,带动抓取机构213做横向移动和竖向移动,抓取机构213能够抓取凝珠瓶从吹瓶机2上下料。
50.具体来说,前述抓取机构213为气动手指。
51.在一些实施例中,如图2所示,吹瓶机2的两侧分别设有凝珠瓶成型组件,吹瓶机2上设分别设置于吹瓶机2两侧的有两组下料机构21,两个下料机构21与两组凝珠瓶成型组件一一对应设置。本实施例中,吹瓶机2上设置两组凝珠瓶成型组件,提高吹瓶机2的生产效率。
52.对于前述检测设备,具体来说,如图1所示,检测设备包括重量检测设备4、气密性检测设备5和视觉检测设备3。
53.对于前述视觉检测设备3,具体来说,如图5所示,视觉检测设备3包括中转台31、传送组件32、视觉检测组件33和剔除机构34。中转台31设置于上游设备和下游设备之间,为视觉检测设备3的基础支撑结构。传送组件32设置于中转台31上,传送组件32具有前端和后端,前端与上游设备连接用于承接上游设备传送下来的凝珠瓶。后端与下游设备连接用于向下游设备传送凝珠瓶。视觉检测组件33设置于中转台31上,用于检测传送组件32上传送的凝珠瓶。剔除机构34设置于传送组件32的后端,用于剔除视觉检测组件33检出不合格的凝珠瓶。
54.本实施例中,通过中转台31承载传送组件32,通过传送组件32承接上游设备的凝珠瓶并向下游设备传送。视觉检测组件33对传送组件32上传送的凝珠瓶进行自动化检测和判断,剔除机构34则将不合格的产剔除,剔除具有尺寸形状产生偏差、外观脏污、黑点及划伤的凝珠瓶混入合格凝珠瓶中,,使得向下游设备传送的凝珠瓶为合格凝珠瓶,提高了凝珠瓶品质,而且能够进行自动化操作,降低设备员的劳动强度。
55.对于前述剔除机构34,具体可以是设置于中转台31上的推杆,推杆位于或者靠近传送组件32的后端,推杆可做伸缩运动,并且推杆向传送组件32上方做伸缩,如此,可通过推杆推动凝珠瓶从传送组件32上掉落。
56.在一些实施例中,如图5所示,剔除机构34包括安装件341和高压喷嘴342,安装件341设置于中转台31上,具体是位于或者靠近传送组件32的后端,高压喷嘴342设置于安装件341上,高压喷嘴342连接高压气源,高压喷嘴342的喷射口朝向传送组件32。安装件341为高压喷嘴342的固定结构,高压喷嘴342的喷射口朝向传送组件32。当视觉检测组件33检测到不良凝珠瓶时,高压喷嘴342喷射高速气流,从而推动凝珠瓶从传送组件32上掉落。凝珠瓶为塑料瓶时,其本身为轻量产品,所需的剔除动力小,剔除机构4以气流的形式推落凝珠瓶,气源来源简单,剔除机构4的结构简单,降低设备成本。
57.凝珠瓶为玻璃瓶时,以气流的形式推落凝珠瓶,能够避免实物直接碰撞凝珠瓶,避免或者减少凝珠瓶破碎,避免玻璃碎片粘附传送组件32,能够保持传送组件32的清洁和安全。
58.进一步地,剔除机构34还包括控制器和控制阀。控制阀设置于高压喷嘴342上,用于控制高压喷嘴342喷气。控制器与视觉检测组件33电信号连接,用于接收视觉检测组件33发送的检测信号,控制器根据检测信号判断凝珠瓶是否合格,控制器还与控制阀电信号连接用于在判断凝珠瓶不合格时控制控制阀开启阀门。本实施例中,通过设置控制器和控制阀,精确控制高压喷嘴342的喷气时间,使得高压喷嘴342能够精准喷射凝珠瓶。
59.在一些实施例中,如图6所示,视觉检测组件33包括支架331、镜头安装座332和检测镜头333,支架331设置于中转台31上,检测镜头333设置于支架331上。
60.具体来说,支架331包括调节座、竖杆、横杆、第一锁紧件和第二锁紧件。竖杆设置于中转台31上。调节座上设有竖孔,调节座通过竖孔可升降且可旋转地套设于竖杆上,调节座上设有横孔,调节座通过横孔可滑动且可旋转地套设于横杆上。当然,也可以认为是横杆可滑动且可旋转地穿设于横孔内。
61.第一锁紧件与调节座连接,第一锁紧件抵接竖杆用于锁紧竖杆。第二锁紧件与调
节座连接,第二锁紧件抵接横杆用于锁紧横杆。
62.镜头安装座332设置于横杆上。
63.本实施例中,以移动调节座以及旋转调节座,改变调节座在竖杆的位置和角度,从而实现竖向调节。通过移动横杆或者旋转横杆给,改变横杆在调节座上的位置和角度,从而实现横向调节,使得用户能够根据检测需求调节检测镜头333的位置和朝向,提高检测镜头333对不同工作环境和检测环境的适应性。
64.对于前述第一锁紧件,具体来说,第一锁紧件包括第一锁紧螺丝和设置于第一锁紧螺丝上的第一拧转杆。如此,可以利用第一拧转杆旋转第一锁紧螺丝,从而手动将调节座解锁或者锁紧,无需使用工具,具有更高调节便利性。
65.对于前述第二锁紧件,具体来说,第二锁紧件包括第二锁紧螺丝和设置于第二锁紧螺丝上的第二拧转杆。如此,可以利用第二拧转杆旋转第二锁紧螺丝,从而手动将横杆解锁或者锁紧,无需使用工具,具有更高调节便利性。
66.进一步地,如图6所示,镜头安装座332上设有夹爪334,检测镜头333设置于夹爪334上。
67.具体来说,夹爪334包括安装板、固定爪、活动爪和第三锁紧件,安装板固定于镜头安装座332上,固定爪固定于安装板的一端,活动爪可滑动地设置于安装板的另一端,第三锁紧件设置于活动爪上用于将活动爪锁紧于安装板上。利用活动爪和固定爪夹紧检测镜头333,并且利用第三锁紧件锁紧活动爪,从而将检测镜头333牢固安装。
68.对于前述第三锁紧件,具体来说,第三锁紧件包括第三锁紧螺丝和设置于第三锁紧螺丝上的第三拧转杆。如此,可以利用第三拧转杆旋转第三锁紧螺丝,从而手动将活动爪锁或者锁紧,无需使用工具,具有更高调节便利性。
69.在一些实施例中,如图5所示,视觉检测设备3设有四组视觉检测组件33,四组视觉检测组件33两两分别设置于传送组件32的两侧。本实施例中,增设视觉检测组件33,从而增加对凝珠瓶的检测视角,增加凝珠瓶的检测范围,降低凝珠瓶的尺寸和偏差概率,提高凝珠瓶的品质。
70.在一些实施例中,如图1所示,凝珠瓶自动化系统还包括贴标设备7,贴标设备7设置于包装段且位于包装设备6的下游。
71.上述实施方式仅为本实用新型的优选实施方式,不能以此来限定本实用新型保护的范围,本领域的技术人员在本实用新型的基础上所做的任何非实质性的变换均属于本实用新型所要求保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1