一种手账胶带的自动复卷装置的制作方法
1.本技术涉及生产手账胶带的技术领域,尤其涉及一种手账胶带的自动复卷装置。
背景技术:
2.手账胶带是一种装饰用的胶带,具有粘贴性,通常粘贴于日记本、储物架、书桌等物件起到装饰作用,目前工厂生产手账胶带的步骤一般为:通过打印装置在原纸表面上打印出图文信息,然后在原纸表面上一层胶使其具有粘贴性,再在表面覆盖一层离型纸,将覆盖了离型纸的胶带收卷成为一个大卷;在后加工处理中,通常根据销售所需的手账胶带直径,将生产制得的大卷的手账胶带分卷为多个直径较小的小卷手账胶带,具体是将大卷手账胶带进行放卷,并采用空卷筒将大卷的手账胶带进行定量收卷,将手账胶带收卷于空卷筒的外壁,形成若干个小卷手账胶带,最后在小卷手账胶带上贴标签、打包,则制得若干个特定收卷直径的手账胶带。
3.目前工厂所使用的分卷装置,需要员工不间断地进行切割、贴胶固定来完成多个手账胶带的分卷,耗费人力,容易出现失误,效率低,易造成品质不良,耗费成本。
技术实现要素:
4.为了解决目前大卷手账胶带分卷为小卷手账胶带过程中分卷切割效率较低的问题,本技术提供一种手账胶带的自动复卷装置。
5.本技术提供的一种手账胶带的自动复卷装置,采用如下的技术方案:
6.一种手账胶带的自动复卷装置,包括机架和控制器,按照加工工序,所述机架上依次设置有将大卷手账胶带放卷的放卷机构、收卷制成小卷手账胶带的收卷机构、将大卷手账胶带切割的切割机构、将小卷手账胶带收料的收料机构、将小卷手账胶带末端进行封胶的贴胶机构、所述放卷机构、收卷机构、收料机构、切割机构、贴胶机构均与所述控制器电连接。
7.通过采用上述技术方案,机架支撑固定放卷机构、收卷机构、收料机构、切割机构、贴胶机构,放卷机构将大卷的手账胶带展开,收卷机构将手账胶带收卷到空卷筒外壁,切割机构将大卷的手账胶带切割成若干份,贴胶机构将收卷好的小卷手账胶带进行贴胶固定,收料机构运送和收集小卷的手账胶带,控制器控制放卷机构、收卷机构、收料机构、切割机构、贴胶机构配合运作,进一步地使得手账胶带的自动复卷装置精密运作,以减少失误,节约成本。
8.可选的,所述收卷机构包括第一收卷组件、第二收卷组件、下料组件,所述下料组件的出料端与所述第一收卷组件的进料端连通,所述第一收卷组件将手账胶带收卷后,再通过第二收卷组件对手账胶带末端进行收卷。
9.通过采用上述技术方案,下料组件乘装若干个空卷筒,并将空卷筒下料到第一收卷组件,第一收卷组件将手账胶带收卷到空卷筒外壁,第二收卷组件将第一收卷组件未完全收卷的手账胶带末端进一步收卷完全,第一收卷组件、第二收卷组件、下料组件配合运作
实现手账胶带完全收卷到空卷筒的外壁,分卷效率高。
10.可选的,所述第一收卷组件包括抵接空卷筒两端的两个收卷件、抵接空卷筒外壁的两个第一辅助辊轴、抵接空卷筒外壁的第二辅助辊轴、抵接空卷筒外壁的顶杆、驱动所述顶杆升降移动的第一移动驱动器、驱动所述第二辊轴升降移动的第二移动驱动器,所述收卷件设置在两个所述第一辅助辊轴间隙的上方,所述第二辅助辊轴设置在所述收卷件的上方,所述顶杆设置在所述收卷件的下方。
11.通过采用上述技术方案,空卷筒置于两个第一辅助辊轴的间隙,收卷件抵接空卷筒并带动空卷筒转动,以收卷手账胶带,第一辅助辊轴支撑并抵接手账胶带和空卷筒的外壁,辅助收卷件将手账胶带收卷到空卷筒的外壁,第二辅助辊轴抵接空卷筒的外壁以限制空卷筒的位移,并辅助收卷件对手账胶带进行收卷,第一移动驱动器驱动顶杆向上移动,能将收卷到空卷筒外壁的手账胶带往上顶,使手账胶带较容易离开第一辅助辊轴的间隙,方便手账胶带进入下一步加工,进一步地实现第一收卷组件收卷的自动化,提高收卷效率。
12.可选的,所述收卷件包括抵接块、第一转动驱动器、第三移动驱动器,所述第一转动驱动器驱动所述抵接块转动,所述第三移动驱动器驱动所述第一转动驱动器移动;所述抵接块与空卷筒的端部抵接。
13.通过采用上述技术方案,第三移动驱动器驱动第一转动驱动器移动,进而带动连接第一转动驱动器的抵接块移动,并抵接、固定空卷筒,第一转动驱动器驱动抵接块转动使得抵接块能带动空卷筒转动,从而实现将手账胶带收卷到空卷筒的外壁。
14.可选的,所述第二收卷组件包括抵接小卷手账胶带外壁的两个收卷辊轴、驱动两个所述收卷辊轴同向转动的第二转动驱动器、抵接小卷手账胶带外壁的第三辅助辊轴、驱动所述第三辅助辊轴升降移动的第四移动驱动器、传导小卷手账胶带的连接板,所述第三辅助辊轴设置在两个所述收卷辊轴间隙的上方,所述连接板设置在第一辅助辊轴和收卷辊轴之间。
15.通过采用上述技术方案,连接板起到传导小卷手账胶带从第一收卷组件移动到第二收卷组件的作用,第二转动驱动器驱动收卷辊轴同向转动,带动设置于两个收卷辊轴之间的小卷手账胶带转动,第三辅助辊轴通过第四移动驱动器的驱动实现升降移动,使得第三辅助辊轴的外壁与小卷手账胶带的外壁抵接,进而限制卷筒的位移,以辅助对手账胶带进行收卷,使得第一收卷组件未完全收卷的手账胶带末端能完全收卷到卷筒的外壁,实现第二收卷组件的自动化收卷,收卷效率高,减少收卷操作失误。
16.可选的,所述下料组件包括限位仓、推料铲、第五移动驱动器、所述推料铲设置在所述限位仓的下方,推料铲用于将自限位仓出料的空卷筒移动并传导至第一收卷组件,所述第五移动驱动器驱动所述推料铲移动。
17.通过采用上述技术方案,限位仓乘装多个空卷筒,并限制空卷筒逐个地从限位仓底部下料,第五移动驱动器驱动推料铲将下料的空卷筒推到两个第一辅助辊轴的间隙位置,并能将第一收卷组件中已完成大部分收卷的手账胶带推到两个收卷辊轴的间隙,实现空卷筒的自动化下料,提高生产效率。
18.可选的,所述切割机构包括切割组件、喷胶器和移动组件,所述切割组件包括刀片、第三转动驱动器,所述移动组件包括第六移动驱动器、固定件,所述第三转动驱动器驱动所述刀片转动,所述第三转动驱动器与所述固定件一侧固定连接,所述喷胶器固定连接
于所述固定件的另一侧,所述第六移动驱动器驱动固定件沿手账胶带的宽度方向移动。
19.通过采用上述技术方案,第五驱动器带动刀片转动,以将展开的手账胶带割断,便于收卷到若干空卷筒的外壁,实现大卷手账胶带的分割和分卷;而乘装有胶水的喷胶器将胶水喷到空卷筒的外壁,通过空卷筒外壁的胶水,可以将空卷筒外壁和手账胶带的起始端粘粘在一起,实现空卷筒外壁与手账胶带的起始端的粘贴固定,使得空卷筒的转动可以带动手账胶带收卷到空卷筒的外壁,实现切割和喷胶的自动化,提高生产效率,减少切割不精准的情况,并能避免员工使用刀具造成安全隐患。
20.可选的,所述贴胶机构包括放胶辊轴、收胶辊轴、上胶板、第四转动驱动器,所述上胶板的一侧与手账胶带末端抵接,所述第四转动驱动器驱动所述收胶辊轴转动,所述放胶辊轴将用于封口手账胶带末端的固定胶带放卷,固定胶带经放胶辊轴放卷后通过上胶板与手账胶带末端粘接、在通过收胶辊轴收卷。
21.通过采用上述技术方案,放胶辊轴将收卷在放胶辊轴外壁的固定胶带展开,上胶板将固定胶带与设置于收卷辊轴之间的手账胶带的末端抵接,使得固定胶带上的固定胶粘接于收卷胶带的末端,实现收卷成小卷手账胶带的封口,减少小卷手账胶带的松卷;第四转动驱动器驱动收胶辊轴转动,以将表面已无固定胶的离型纸收卷,进一步带动放胶辊轴开卷离型纸,并与上胶板之间将固定胶带拉紧,为固定胶脱离离型纸提供拉力,实现上胶的自动化,提高生产效率。
22.可选的,所述收料机构包括推杆、第七移动驱动器、收料框,所述推料杆设置在所述收卷辊轴的间隙,所述第七移动驱动器驱动所述推杆沿手账胶带的宽度方向移动,所述收料框设置在所述机架远离所述推杆的一侧。
23.通过采用上述技术方案,第七移动驱动器驱动推杆将已封口固定的小卷手账胶带沿第二收卷辊轴的外壁将其推移入收料框,收料框乘装收卷完成的小卷手账胶带,进一步实现收料的自动化,提高生产效率。
24.综上所述,本技术的有益效果为:
25.1.控制器控制放卷机构、收卷机构、收料机构、切割机构、贴胶机构配合运作,使得手账胶带的自动复卷装置精密运作,以减少失误,提高生产效率,节约成本,减少安全隐患。
26.2.收卷机构将手账胶带收卷到空卷筒外壁,切割机构将大卷的手账胶带切割成若干份,贴胶机构将收卷好的小卷手账胶带末端进行贴胶固定,收料机构运送和收集小卷的手账胶带,实现大卷手账胶带分卷为多个直径较小的小卷手账胶带。
附图说明
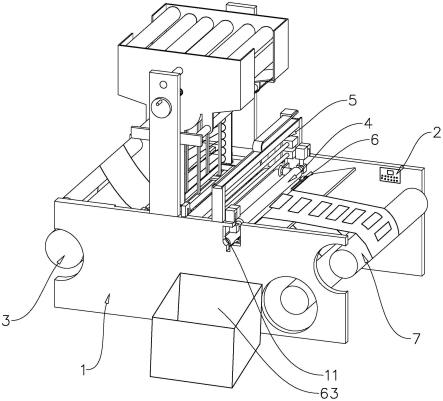
27.图1是本技术手账胶带的自动复卷装置的结构示意图。
28.图2是本技术手账胶带的自动复卷装置的另一角度的结构示意图。
29.图3是本技术手账胶带的自动复卷装置的剖面图。
30.图4是图3中a部分的放大图。
31.附图标记:1、机架;11、出料口;12、载板;13、底板;2、控制器;3、放卷机构;31、第五转动驱动器;32、放卷辊轴;33、传导辊轴;4、收卷机构;41、第一收卷组件;411、收卷件;4111、抵接块;4112、第一转动驱动器;4113、第三移动驱动器;412、第一辅助辊轴;413、第二辅助辊轴;414、顶杆;415、第一移动驱动器;416、第二移动驱动器;42、第二收卷组件;421、
收卷辊轴;422、第二转动驱动器;423、第三辅助辊轴;424、第四移动驱动器;425、连接板;43、下料组件;431、限位仓;432、推料铲;4321、固定块;4322、连接杆;4323、抵接杆;433、第五移动驱动器;5、切割机构;51、切割组件;511、刀片;512、第三转动驱动器;52、喷胶器;53、移动组件;531、第六移动驱动器;532、移动件;6、收料机构;61、第七移动驱动器;62、推杆;63、收料框;7、贴胶机构;71、放胶辊轴;72、收胶辊轴;73、上胶板;74、第四转动驱动器;
具体实施方式
32.以下将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
33.参照图1本技术公开的一种手账胶带的自动复卷装置,机架1放置在水平地面上,按照加工工序,机架1上依次设置有放卷机构3、收卷机构4、切割机构5、收料机构6、贴胶机构7,在机架1的一侧面开设有供小卷手账胶带出料的出料口11,且机架1的一侧面设置有控制器2,放卷机构3、收卷机构4、切割机构5、收料机构6、贴胶机构7均与控制器2电连接。
34.参照图1和图2,放卷机构3包括第五转动驱动器31、放卷辊轴32、传导辊轴33,第五转动驱动器31驱动放卷辊轴32转动,传导辊轴33设置在放卷辊轴32的上方,且放卷辊轴32、传导辊轴33均转动连接于机架1,大卷手账胶带经放卷辊轴32放卷后,经由传导辊轴33,再进入至下料组件43,收卷于下料的空卷筒外壁,实现分卷。
35.参照图2和图3,收卷机构4包括第一收卷组件41、第二收卷组件42和下料组件43,参照图3和图4,第一收卷组件41包括平行设置的两根第一辅助辊轴412、设置于两根第一辅助辊轴412之间间隙的顶杆414、设置于两根第一辅助辊轴412之间间隙上方的第二辅助辊轴413、于两根第一辅助辊轴412之间间隙上方对称设置的两个收卷件411、驱动顶杆414升降移动的第一移动驱动器415、驱动第二辅助辊轴413升降移动的第二移动驱动器416,两根第一辅助辊轴412均转动连接于机架1,第二辅助辊轴413的外壁、两根第一辅助辊轴412的外壁均与手账胶带的空卷筒的外壁抵接,具体地,每个收卷件411均包括抵接块4111、第一转动驱动器4112、第三移动驱动器4113,第一转动驱动器4112驱动抵接块4111转动,第三移动驱动器4113驱动第一转动驱动器4112沿着手账胶带宽度的方向移动,且抵接块4111设置于第二辅助辊轴413的下方,对称设置的两个抵接块4111与空卷筒的两端限位抵接。
36.参照图3和图4,第二收卷组件42包括平行设置的两根收卷辊轴421、设置于两根收卷辊轴421之间间隙上方的第三辅助辊轴423、驱动两根收卷辊轴421同向转动的第二转动驱动器422、驱动第三辅助辊轴423升降移动的第四移动驱动器424、设置于第一辅助辊轴412和收卷辊轴421之间的连接板425,连接板425的两端和机架1固定连接,两根收卷辊轴421机和第三辅助辊轴423均与机架1转动连接,进一步,第二转动驱动器422的输出轴与一根收卷辊轴421连接,该收卷辊轴421的端部设置有主动轮,另一根收卷辊轴421的端部设置有从动轮,主动轮通过一传动带带动从动轮转动,进而实现第二转动驱动器422驱动两根收卷辊轴421的同向转动(上述主动轮、从动轮及传动带的结构为本领域公知的传动结构,因此在附图中未有标识)。
37.参照图2和图3,下料组件43包括乘装并限位空卷筒的限位仓431、推动空卷筒和小
卷手账胶带的推料铲432、驱动推料铲432前后移动的第五移动驱动器433,限位仓431和机架1固定连接,并设置在推料铲432的上方,机架1上对应推料铲432的一侧设置有载板12,第五移动驱动器433和载板12固定连接,进一步地,推料铲432包括固定块4321、连接杆4322和抵接杆4323,连接杆4322的一端与固定块4321连接,连接杆4322的另一端与抵接杆4323连接,固定块4321的下方设置有底板13,底板13和机架1固定连接,开卷的手账胶带从固定块4321的底部与底板13的顶部之间的间隙通过,并进入至第一收卷组件41。
38.参照图2和图4,切割机构5包括切割手账胶带的切割组件51、喷射胶水到空卷筒外壁的喷胶器52、驱动切割组件51和喷胶器52移动的移动组件53,切割组件51包括刀片511、驱动刀片511转动的第三转动驱动器512,移动组件53包括移动件532、驱动移动件532移动的第六移动驱动器531,第三转动驱动器512与移动件532一侧固定连接,喷胶器52与移动件532的另一侧固定连接,第六移动驱动器531和机架1固定连接。
39.参照图1和图4,收料机构6包括推动已收卷完成的手账胶带的推杆62、驱动推杆62沿手账胶带宽度方向移动的第七移动驱动器61、收装已收卷完成的手账胶带的收料框63,推杆62设置在两个收卷辊轴421之间的间隙,第七移动驱动器61和机架1固定连接,第七移动驱动器61驱动推杆62伸缩活动,以推动手账胶带移动至机架1的出料口11,收料框63设置在机架1的一侧对应出料口11的位置。
40.参照图2和图4,贴胶机构7包括展开固定胶带的放胶辊轴71、将固定胶带收卷的收胶辊轴72、抵接固定胶带的上胶板73、驱动收胶辊轴72转动的第四转动驱动器74,固定胶带包括离型纸和设置于离型纸表面的粘胶件,上胶板73的一侧设置在收卷辊轴421的上方并与手账胶带的外壁抵接,放胶辊轴71、收胶辊轴72均与机架1转动连接,收卷的固定胶带套合在放胶辊轴71的外壁,放胶辊轴71将固定胶带展开后,固定胶带的表面抵接上胶板73,使得固定胶带的粘胶件将手账胶带的末端进行粘接封口,固定胶带剩余的离型纸则从上胶板73与手账胶带外壁之间的间隙出料,并收卷至收胶辊轴72。
41.本实施例的一种手账胶带的主动复卷装置的实施原理为:将收卷为大卷的手账胶带套合在放卷辊轴32的外壁,第五转动驱动器31驱动放卷辊轴32转动,放卷的手账胶带和传导辊轴33的表面抵接,传导辊轴33支撑手账胶带并将手账胶带传导穿入固定块4321与底板13的间隙,手账胶带和底板13的上表面抵接,底板13支撑手账胶带,穿过底板13后手账胶带铺设在第一辅助辊轴412的上表面。
42.乘装有空卷筒的限位仓431中处在最尾部的空卷筒的下表面和手账胶带抵接,空卷筒从限位仓431下料至固定块4321与抵接杆4323之间的间隙,第五移动驱动器433驱动推料铲432往第一收卷组件41移动,将固定块4321与抵接杆4323之间的空卷筒沿底板13的上表面推入两根第一辅助辊轴412之间的间隙,第三移动驱动器4113驱动抵接块4111抵紧空卷筒的两端,第二移动驱动器416驱动第二辅助辊轴413抵接空卷筒的顶部,第六移动驱动器531驱动移动件532移动,固定在移动件532一侧的第三转动驱动器512和固定在固定块532另一侧的喷胶器52均跟随固定块532移动,同时,喷胶器52沿空卷筒长度方向在空卷筒表面喷上胶水,胶水便于手账胶带的起始端部粘合在空卷筒的外壁,第一转动驱动器4112驱动抵接块4111转动,带动手账胶带收卷到空卷筒的外壁,具体地,手账胶带的起始端部收卷至空卷筒的外壁时,与空卷筒外壁的胶水粘粘固定,以使得后续的手账胶带稳定收卷。
43.空卷筒将手账胶带收卷成符合规格的小卷手账胶带后,第五移动驱动器433驱动
推料铲432将另一空卷筒推入两根第一辅助辊轴412之间的间隙,并将初步收卷的小卷手账胶带沿连接板425推入两根收卷辊轴421之间的间隙,第四移动驱动器424驱动第三辅助辊轴423抵接小卷手账胶带的顶部,第三转动驱动器512驱动刀片511转动,同时移动件532再次移动,使刀片511沿手账胶带宽度的方向切断手账胶带,第二转动驱动器422驱动收卷辊轴421转动,第三辅助辊轴423和收卷辊轴421配合对手账胶带的尾部进行收卷;具体地,当移动件532带动刀片511进行分割手账胶带时,一并带动喷胶器52移动,对新推入至两根第一辅助辊轴412之间的另一空卷筒外壁进行喷胶,以便于后续另一空卷筒的收卷,实现分割、收卷连续化操作,生产效率高。
44.手账胶带的末端收卷至小卷手账胶带最外层的表面后,第四转动驱动器74驱动收胶辊轴72转动,带动套合在放胶辊轴71外壁的固定胶带展开,固定胶带和上胶板73抵接,固定胶带处于紧绷状态,随着收胶辊轴72的转动,粘合在固定胶带外表面的固定胶与抵接于上胶板73一侧的小卷手账胶带末端贴合,实现手账胶带的末端封口,使小卷手账胶带不易松卷收卷辊轴421继续转动,将固定胶带剩余的离型纸进行收卷。
45.完成小卷手账胶带的封口固定后,第七移动驱动器61驱动推杆62,推杆62将小卷手账胶带沿收卷辊轴421推向出料口11,掉落到收料框63,进行收料。
46.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1