一种抗刺穿的无伞军用型空投桶的制作方法
1.本实用新型属于军用材料技术领域,具体涉及一种抗刺穿的无伞军用型空投桶。
背景技术:
2.空投物资能快速响应救援需求,给救援争取宝贵时间,是很重要的一种战略支援手段。但是,现有的空投桶大多为金属材质,本身重量较高,不方便携带和使用,且往往需要携带降落伞来保证空投桶安稳落地,因降落伞的存在,受天气和风力的影响较大,会导致物资无法实现定点投递,同时也大大增加了应急救援的难度,而且耐摔性和抗刺穿性较差,难以实现高空空投。
3.中国专利,授权公告号cn215155688,公开了一种大载重无人机空投箱,通过增加滑轮和弹簧来提高空投箱的减震效果,但是其本体缺乏较好的耐摔性及耐撞击性,滑轮和弹簧易损害,不利于反复使用,且设计复杂,不利于工业化生产。
4.中国专利,授权公告号cn215323897,公开了超高分子量聚乙烯空投箱,虽然解决了金属空投箱自重大、不易运输使用的问题,但是这类空投箱不耐摔,不耐撞击,仍然需要使用降落伞来保证箱体平稳投递,使用降落伞会导致投放地点不精确,易受天气影响。
5.中国专利,公开号cn110760119,公开了一种滚塑空投箱及其制备方法,它通过改性塑料制备的空投箱很好的解决了金属空投箱自重大的问题,但是其空投箱本身强度低,仅适合于10米内的超低空下的空投,其使用条件苛刻,不适用于高空作业。
技术实现要素:
6.为解决现有技术中存在的技术问题,本实用新型的目的在于提供一种抗刺穿的无伞军用型空投桶。
7.为实现上述目的,达到上述技术效果,本实用新型采用的技术方案为:
8.一种抗刺穿的无伞军用型空投桶,包括由外至内依次设置的抗刺穿复合层和密封内层,所述抗刺穿复合层包括至少2层第一抗刺穿层和至少1层第二抗刺穿层,相邻两层第一抗刺穿层之间设置有至少1层第二抗刺穿层,密封内层与第一抗刺穿层相接,第一抗刺穿层采用低密度聚乙烯薄膜或薄板,密封内层采用高密度聚乙烯层。
9.进一步的,所述第二抗刺穿层为采用高密度聚乙烯纤维与超高分子量聚乙烯纤维或芳纶纤维中的至少一种混合编织而成的三维网状结构。
10.进一步的,所述高密度聚乙烯纤维、超高分子量聚乙烯纤维和芳纶纤维的规格分别为500~1500dtex。
11.进一步的,所述抗刺穿复合层在抗刺穿复合层和密封内层中的质量占比为40~50%。
12.进一步的,所述第一抗刺穿层在第一抗刺穿层和第二抗刺穿层中的质量比为5~40%。
13.进一步的,所述第一抗刺穿层在第一抗刺穿层和第二抗刺穿层中的质量比为15~
40%。
14.进一步的,所述抗刺穿复合层的厚度为0.5~10mm。
15.进一步的,所述密封内层的厚度为2~5mm。
16.与现有技术相比,本实用新型的有益效果为:
17.本实用新型公开了一种抗刺穿的无伞军用型空投桶,包括由外至内依次设置的抗刺穿复合层和密封内层,抗刺穿复合层包括至少2层第一抗刺穿层和至少1层第二抗刺穿层,相邻两层第一抗刺穿层之间设置有至少1层第二抗刺穿层,密封内层与第一抗刺穿层相接,第一抗刺穿层采用低密度聚乙烯薄膜或薄板,密封内层采用高密度聚乙烯层。本实用新型中,抗刺穿复合层为多层复合结构,超高分子量聚乙烯纤维具有高比模量和高比强度,芳纶纤维是芳香族聚酰胺纤维,具有高强度、高模量、耐高温性、耐酸耐碱性、重量轻等优良性能,将高密度聚乙烯纤维与超高分子量聚乙烯纤维和芳纶纤维中的至少一种混编制成第二抗刺穿层,通过使用少量的超高分子量纤维和芳纶纤维即可极大地提高产品的耐刺穿性,不仅减少了超高分子量聚乙烯纤维和芳纶纤维的用量,能很好的控制产品的成本,而且通过加入高密度聚乙烯纤维进行混编后,极大地改善了界面问题,不会出现因为加入芳纶纤维而导致的脱层问题,大大提高空投桶的强度、耐摔性、韧性、耐刺穿性等,同时,通过设置吹塑成型的密封内层,提高了空投桶的密封性,密封内层采用高密度聚乙烯,具有很好的耐油性和化学稳定性,并能很好的提供轻量化性能,产品综合性能优越,能满足正常的空投需求,同时具备优异的耐刺穿性,能在某些特殊环境中获得非常好的应用。
附图说明
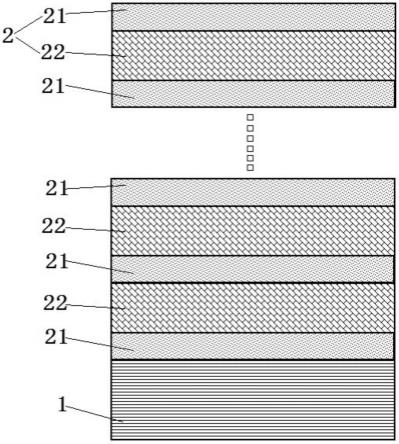
18.图1为本实用新型的结构示意图。
具体实施方式
19.下面对本实用新型进行详细阐述,以使本实用新型的优点和特征能更易于被本领域技术人员理解,从而对本实用新型的保护范围做出更为清楚明确的界定。
20.以下给出一个或多个方面的简要概述以提供对这些方面的基本理解。此概述不是所有构想到的方面的详尽综览,并且既非旨在指认出所有方面的关键性或决定性要素亦非试图界定任何或所有方面的范围。其唯一的目的是要以简化形式给出一个或多个方面的一些概念以为稍后给出的更加详细的描述之序。
21.如图1所示,一种抗刺穿的无伞军用型空投桶,包括密封内层1和抗刺穿复合层2,密封内层1和抗刺穿复合层2由内至外依次设置,抗刺穿复合层2在密封内层1和抗刺穿复合层2中的质量占比为40~50%,抗刺穿复合层2的厚度为0.5~10mm,抗刺穿复合层包括至少2层第一抗刺穿层21和至少1层第二抗刺穿层22,第一抗刺穿层21在第一抗刺穿层21和第二抗刺穿层22中的质量比为5-40%,相邻两层第一抗刺穿层21之间设置有至少1层第二抗刺穿层22,密封内层1与最内侧的第一抗刺穿层21相接。
22.密封内层1采用高密度聚乙烯层,使用高密度聚乙烯进行吹塑成型,具有很好的耐油性,化学稳定性,密封性,密封内层1的厚度为2~5mm。
23.第一抗刺穿层21采用低密度聚乙烯薄膜或薄板,可以通过流延或者热压的方式制备而成。
24.第二抗刺穿层22为采用高密度聚乙烯纤维与超高分子量聚乙烯纤维或芳纶纤维中的至少一种混合编织而成的三维网状结构,高密度聚乙烯纤维、超高分子量聚乙烯纤维和芳纶纤维的规格分别为500-1500dtex,高密度聚乙烯纤维、超高分子量聚乙烯纤维和芳纶纤维分别呈扁丝状或丝束状,可以按照平纹或斜纹进行编织。为提高空投桶的抗刺穿性能,第二抗刺穿层22可以采用高密度聚乙烯纤维与超高分子量聚乙烯纤维混编,也可以采用高密度聚乙烯纤维与芳纶纤维混编,也可以采用高密度聚乙烯纤维、超高分子量聚乙烯纤维与芳纶纤维三者混编。
25.优选的,第一抗刺穿层21在第一抗刺穿层21和第二抗刺穿层22中的质量比为15~40%。
26.空投桶的外观规则,为空间对称结构,可为长方体、正方体、圆柱体或其他规则对称型体结构。
27.一种抗刺穿的无伞军用型空投桶的制备方法,包括以下步骤:
28.1)先将第一抗刺穿层21和第二抗刺穿层22按所需尺寸进行裁切,选取第一抗刺穿层21和第二抗刺穿层22的层数,按照aba、abba、ababa、abbabba、abababa、abbabbabba或以此类推的多层结构的方式进行铺层,a表示第一抗刺穿层21,b表示第二抗刺穿层22,通过热压的方式使上述多层结构定型为整块的复合板材,得到预制的抗刺穿复合层2,热压温度为100~120℃,热压时间为3~5min。
29.2)使用成型机,按产品定制模具,将预制的抗刺穿复合层2加热加压后,压制成模具形状的半成品,温度范围控制在60~80℃,时间控制在10~30s。
30.3)通过吹塑设备制备成品:
31.将步骤2)所得半成品预先固定于吹塑设备的模具中,然后通过吹塑成型,在半成品内部形成密封内层1,通过吹塑,使高密度聚乙烯均匀分布在半成品内部,从而制备成完整的空投桶,吹塑温度为180~220℃。
32.实施例1
33.如图1所示,一种抗刺穿的无伞军用型空投桶,包括密封内层1和抗刺穿复合层2,密封内层1和抗刺穿复合层2由内至外依次设置,抗刺穿复合层包括3层第一抗刺穿层21和2层第二抗刺穿层22,相邻两层第一抗刺穿层21之间设置有1层第二抗刺穿层22,密封内层1与最内侧的第一抗刺穿层21相接。
34.第一抗刺穿层21采用低密度聚乙烯薄板,厚度为0.8mm。
35.第二抗刺穿层22为采用连续性扁丝状的高密度聚乙烯纤维与超高分子量聚乙烯纤维混合编织而成的三维网状结构,其纹理为平纹状,厚度为1mm。
36.一种抗刺穿的无伞军用型空投桶的制备方法,包括以下步骤:
37.1)先将第一抗刺穿层21和第二抗刺穿层22按所需尺寸进行裁切,按照ababa的方式进行铺层,通过热压的方式使上述多层结构定型为整块的复合板材,得到预制的抗刺穿复合层2,热压温度为115℃,热压时间为4min,然后进行保压冷却,冷却温度40℃,冷却时间3min,制成预制的抗刺穿复合层2,尺寸为650
×
550mm。
38.2)使用成型机,按产品定制模具,将预制的抗刺穿复合层2加热加压后,压制成模具形状的半成品,温度范围控制在70℃,时间控制在20s,脱模后取出产品,裁切,并去除边角料,制得460
×
370
×
85mm的半成品。
39.3)通过吹塑设备制备成品:
40.将步骤2)所得两个460
×
370
×
85mm的半成品对称固定于吹塑设备的模具中,合模,然后通过吹塑成型,使高密度聚乙烯均匀分布在半成品内部,吹塑温度为200℃,开模后,去除边角料,制成完整的空投桶。
41.实施例2
42.如图1所示,一种抗刺穿的无伞军用型空投桶,包括密封内层1和抗刺穿复合层2,密封内层1和抗刺穿复合层2由内至外依次设置,抗刺穿复合层包括3层第一抗刺穿层21和4层第二抗刺穿层22,相邻两层第一抗刺穿层21之间设置有2层第二抗刺穿层22,密封内层1与最内侧的第一抗刺穿层21相接。
43.一种抗刺穿的无伞军用型空投桶的制备方法,包括以下步骤:
44.1)先将第一抗刺穿层21和第二抗刺穿层22按所需尺寸进行裁切,按照abbabba的方式进行铺层,通过热压的方式使上述多层结构定型为整块的复合板材,得到预制的抗刺穿复合层2,热压温度为115℃,热压时间为4min,然后进行保压冷却,冷却温度40℃,冷却时间3min,制成预制的抗刺穿复合层2,尺寸为650
×
550mm。
45.2)使用成型机,按产品定制模具,将预制的抗刺穿复合层2加热加压后,压制成模具形状的半成品,温度范围控制在70℃,时间控制在20s,脱模后取出产品,裁切,并去除边角料,制得460
×
370
×
85mm的半成品。
46.3)通过吹塑设备制备成品:
47.将步骤2)所得两个460
×
370
×
85mm的半成品对称固定于吹塑设备的模具中,合模,然后通过吹塑成型,使高密度聚乙烯均匀分布在半成品内部,吹塑温度为200℃,开模后,去除边角料,制成完整的空投桶。
48.余同实施例1。
49.实施例3
50.本实施例与实施例1的区别在于,本实施例的第二抗刺穿层22为采用连续性丝束状的高密度聚乙烯纤维与芳纶纤维混合编织而成的三维网状结构,其纹理为斜纹状,厚度为1mm。
51.一种抗刺穿的无伞军用型空投桶的制备方法,包括以下步骤:
52.1)先将第一抗刺穿层21和第二抗刺穿层22按所需尺寸进行裁切,按照ababa的方式进行铺层,通过热压的方式使上述多层结构定型为整块的复合板材,得到预制的抗刺穿复合层2,热压温度为120℃,热压时间为4min,然后进行保压冷却,冷却温度40℃,冷却时间3min,制成预制的抗刺穿复合层2,尺寸为650
×
550mm。
53.2)使用成型机,按产品定制模具,将预制的抗刺穿复合层2加热加压后,压制成模具形状的半成品,温度范围控制在75℃,时间控制在25s,脱模后取出产品,裁切,并去除边角料,制得460
×
370
×
85mm的半成品。
54.3)通过吹塑设备制备成品:
55.将步骤2)所得两个460
×
370
×
85mm的半成品对称固定于吹塑设备的模具中,合模,然后通过吹塑成型,使高密度聚乙烯均匀分布在半成品内部,吹塑温度为200℃,开模后,去除边角料,制成完整的空投桶。
56.余同实施例1。
57.实施例4
58.本实施例与实施例1的区别在于,本实施例的第二抗刺穿层22为采用连续性丝束状的高密度聚乙烯纤维、超高分子量聚乙烯纤维与芳纶纤维混合编织而成的三维网状结构,其纹理为斜纹状,厚度为1mm。
59.一种抗刺穿的无伞军用型空投桶的制备方法,包括以下步骤:
60.1)先将第一抗刺穿层21和第二抗刺穿层22按所需尺寸进行裁切,按照ababa的方式进行铺层,通过热压的方式使上述多层结构定型为整块的复合板材,得到预制的抗刺穿复合层2,热压温度为120℃,热压时间为4min,然后进行保压冷却,冷却温度40℃,冷却时间3min,制成预制的抗刺穿复合层2,尺寸为650
×
550mm。
61.2)使用成型机,按产品定制模具,将预制的抗刺穿复合层2加热加压后,压制成模具形状的半成品,温度范围控制在75℃,时间控制在25s,脱模后取出产品,裁切,并去除边角料,制得460
×
370
×
85mm的半成品。
62.3)通过吹塑设备制备成品:
63.将步骤2)所得两个460
×
370
×
85mm的半成品对称固定于吹塑设备的模具中,合模,然后通过吹塑成型,使高密度聚乙烯均匀分布在半成品内部,吹塑温度为200℃,开模后,去除边角料,制成完整的空投桶。
64.余同实施例1。
65.对比例1
66.本对比例与实施例1的区别在于,本对比例的第二抗刺穿层22采用由高密度聚乙烯纤维编织而成的高密度聚乙烯纤维编织布。
67.对比例2
68.本对比例与实施例1的区别在于,本对比例无抗刺穿复合层2,仅设置有密封内层1。
69.测试方式:
70.自由落体测试:将实施例1、3、4和对比例1、2所得产品进行30米自由落体实验,测试地面布置尖锐的石头,观察各产品在自由落体后的完整性,测试结果如表1所示。
71.表1
72.[0073][0074]
本实用新型未具体描述的部分或结构采用现有技术或现有产品即可,在此不做赘述。
[0075]
以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1