锻造加热炉的上料装置的制作方法
1.本实用新型涉及加热炉上料领域,更具体地说,涉及锻造加热炉的上料装置。
背景技术:
2.锻造加热炉广泛用于锻造加热[用于棒料、圆钢,方钢,钢板的透热,补温,兰淬下料在线加热,局部加热,金属材料在线锻造;
[0003]
其锻造加热炉的炉口较高,在上料时不方便,现有技术采用人工上料,由于钢材很重,在上料时费时费力,为此提出锻造加热炉的上料装置解决上述问题。
技术实现要素:
[0004]
针对现有技术中存在的问题,本实用新型的目的在于提供锻造加热炉的上料装置,采用定位辊支撑钢材定位,从地面上料,移动方便,第二液压缸提升升降,再通过推进进料装置推进进料,上料方便,省去大部分人工,省时省力。
[0005]
为解决上述问题,本实用新型采用如下的技术方案。
[0006]
锻造加热炉的上料装置,包括折角座,所述折角座的内侧表面通过轴承连接有第一定位辊、第二定位辊,所述折角座的前侧内端表面设置有推进进料装置,所述推进进料装置包括支撑座、第一液压缸,采用定位辊支撑钢材定位,从地面上料,移动方便,第二液压缸提升升降,再通过推进进料装置推进进料,上料方便,省去大部分人工,省时省力。
[0007]
进一步的,所述支撑座固定在折角座的前端内侧表面,第一液压缸固定在支撑座的外表面,第一液压缸的推进杆端面固定有推进板,便于控制推进杆移动推进进料。
[0008]
进一步的,所述折角座的折角处表面固定有第二液压缸,第二液压缸四周分布设置在折角座的表面,可使第二液压缸的液压杆向下顶起,可顶起折角座上升,可对准炉口进料,便于升降调节。
[0009]
进一步的,所述第一定位辊均匀分布设置在折角座的内侧表面,分布均匀,便于支撑钢材移动。
[0010]
进一步的,所述第二定位辊三组分布设置在折角座的后端内侧表面,第二定位辊呈现倾斜排列分布,倾斜分布,可从地面推进钢材,可沿第二定位辊推至第一定位辊表面,便于从地面上料,不需要搬动,上料省力。
[0011]
进一步的,所述折角座的下表面设置有轮子,便于支撑滚动。
[0012]
进一步的,所述支撑座的上表面固定有拱形把手,便于推动操作。
[0013]
相比于现有技术,本实用新型的优点在于:
[0014]
(1)采用定位辊支撑钢材定位,从地面上料,移动方便,第二液压缸提升升降,再通过推进进料装置推进进料,上料方便,省去大部分人工,省时省力。
[0015]
(2)折角座的折角处表面固定有第二液压缸,第二液压缸四周分布设置在折角座的表面,可使第二液压缸的液压杆向下顶起,可顶起折角座上升,可对准炉口进料,便于升降调节,再通过第一液压缸固定在支撑座的外表面,第一液压缸的推进杆端面固定有推进
板,便于控制推进杆移动推进进料。
[0016]
(3)第二定位辊三组分布设置在折角座的后端内侧表面,第二定位辊呈现倾斜排列分布,倾斜分布,可从地面推进钢材,可沿第二定位辊推至第一定位辊表面,便于从地面上料,不需要搬动,上料省力。
附图说明
[0017]
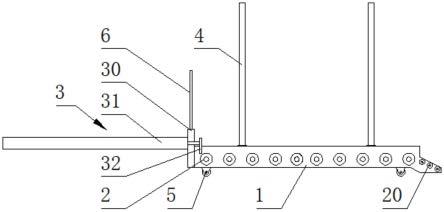
图1为本实用新型的整体结构示意图;
[0018]
图2为本实用新型的整体结构右侧视图。
[0019]
图中标号说明:
[0020]
1折角座、2第一定位辊、20第二定位辊、3推进进料装置、30支撑座、31第一液压缸、32推进板、33第二液压缸、5轮子、6拱形把手。
具体实施方式
[0021]
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
[0022]
实施例1
[0023]
请参阅图1-2,锻造加热炉的上料装置,包括折角座1,折角座1的内侧表面通过轴承连接有第一定位辊2、第二定位辊20,折角座1的前侧内端表面设置有推进进料装置3,推进进料装置3包括支撑座30、第一液压缸31;
[0024]
第一定位辊2均匀分布设置在折角座1的内侧表面,第二定位辊20三组分布设置在折角座1的后端内侧表面,第二定位辊20呈现倾斜排列分布,上料时,可从地面推进钢材,可沿第二定位辊20推至第一定位辊2表面定位,便于从地面上料,不需要搬动,上料省力,通过折角座1的下表面设置有轮子5,支撑座30的上表面固定有拱形把手6,可推动折角座1移动至炉子前端,便于移动。
[0025]
实施例2
[0026]
请参阅图1-2,锻造加热炉的上料装置,包括折角座1,折角座1的内侧表面通过轴承连接有第一定位辊2、第二定位辊20,折角座1的前侧内端表面设置有推进进料装置3,推进进料装置3包括支撑座30、第一液压缸31;
[0027]
支撑座30固定在折角座1的前端内侧表面,第一液压缸31固定在支撑座30的外表面,第一液压缸31的推进杆端面固定有推进板32,折角座1的折角处表面固定有第二液压缸33,第二液压缸33四周分布设置在折角座1的表面;
[0028]
在进料时,通过四组的第二液压缸控制液压杆向下顶起,可顶起折角座1上升,可对准炉口进料,便于升降调节;
[0029]
进料时,通过第一液压缸31带动推进板32移动推进,可推动在第一定位辊2表面的钢材,可推入炉内,便于进料,不需要使用人工进料,省时省力。
[0030]
以上所述,仅为本实用新型较佳的具体实施方式;但本实用新型的保护范围并不局限于此。任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用
新型的技术方案及其改进构思加以等同替换或改变,都应涵盖在本实用新型的保护范围内。
技术特征:
1.锻造加热炉的上料装置,包括折角座(1),其特征在于:所述折角座(1)的内侧表面通过轴承连接有第一定位辊(2)、第二定位辊(20),所述折角座(1)的前侧内端表面设置有推进进料装置(3),所述推进进料装置(3)包括支撑座(30)、第一液压缸(31)。2.根据权利要求1所述的锻造加热炉的上料装置,其特征在于:所述支撑座(30)固定在折角座(1)的前端内侧表面,第一液压缸(31)固定在支撑座(30)的外表面,第一液压缸(31)的推进杆端面固定有推进板(32)。3.根据权利要求1所述的锻造加热炉的上料装置,其特征在于:所述折角座(1)的折角处表面固定有第二液压缸(33),第二液压缸(33)四周分布设置在折角座(1)的表面。4.根据权利要求1所述的锻造加热炉的上料装置,其特征在于:所述第一定位辊(2)均匀分布设置在折角座(1)的内侧表面。5.根据权利要求1所述的锻造加热炉的上料装置,其特征在于:所述第二定位辊(20)三组分布设置在折角座(1)的后端内侧表面,第二定位辊(20)呈现倾斜排列分布。6.根据权利要求1所述的锻造加热炉的上料装置,其特征在于:所述折角座(1)的下表面设置有轮子(5)。7.根据权利要求1所述的锻造加热炉的上料装置,其特征在于:所述支撑座(30)的上表面固定有拱形把手(6)。
技术总结
本实用新型公开了锻造加热炉的上料装置,包括折角座,所述折角座的内侧表面通过轴承连接有第一定位辊、第二定位辊,所述折角座的前侧内端表面设置有推进进料装置,所述推进进料装置包括支撑座、第一液压缸,采用定位辊支撑钢材定位,从地面上料,移动方便,第二液压缸提升升降,再通过推进进料装置推进进料,上料方便,省去大部分人工,省时省力。省时省力。省时省力。
技术研发人员:王增然 徐茂银 王宗达 徐振超
受保护的技术使用者:临清市圆通轴承锻造厂
技术研发日:2022.10.18
技术公布日:2023/3/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1