一种条包生产装盒生产线的制作方法
本技术涉及包装设备,尤其涉及一种条包生产装盒生产线。
背景技术:
1、条包可包装多种形态和规格的物料,如咖啡、药粉、调味料、化妆品乳液、液态胶原蛋白等。相对而言,条包内容物的剂量相对较小,因而其计量准确性是生产中需要严格控制的一个环节;且条包数量多,条包装盒时计数的准确性、条包生产的速度和装盒的速度,均是条包自动化生产控制的重要指标。
技术实现思路
1、本实用新型的目的是克服上述现有技术的缺点,提供一种计量和计数准确、保证不缺包、不漏包、生产效率高的条包生产装盒生产线。
2、本实用新型是通过以下技术方案来实现的:
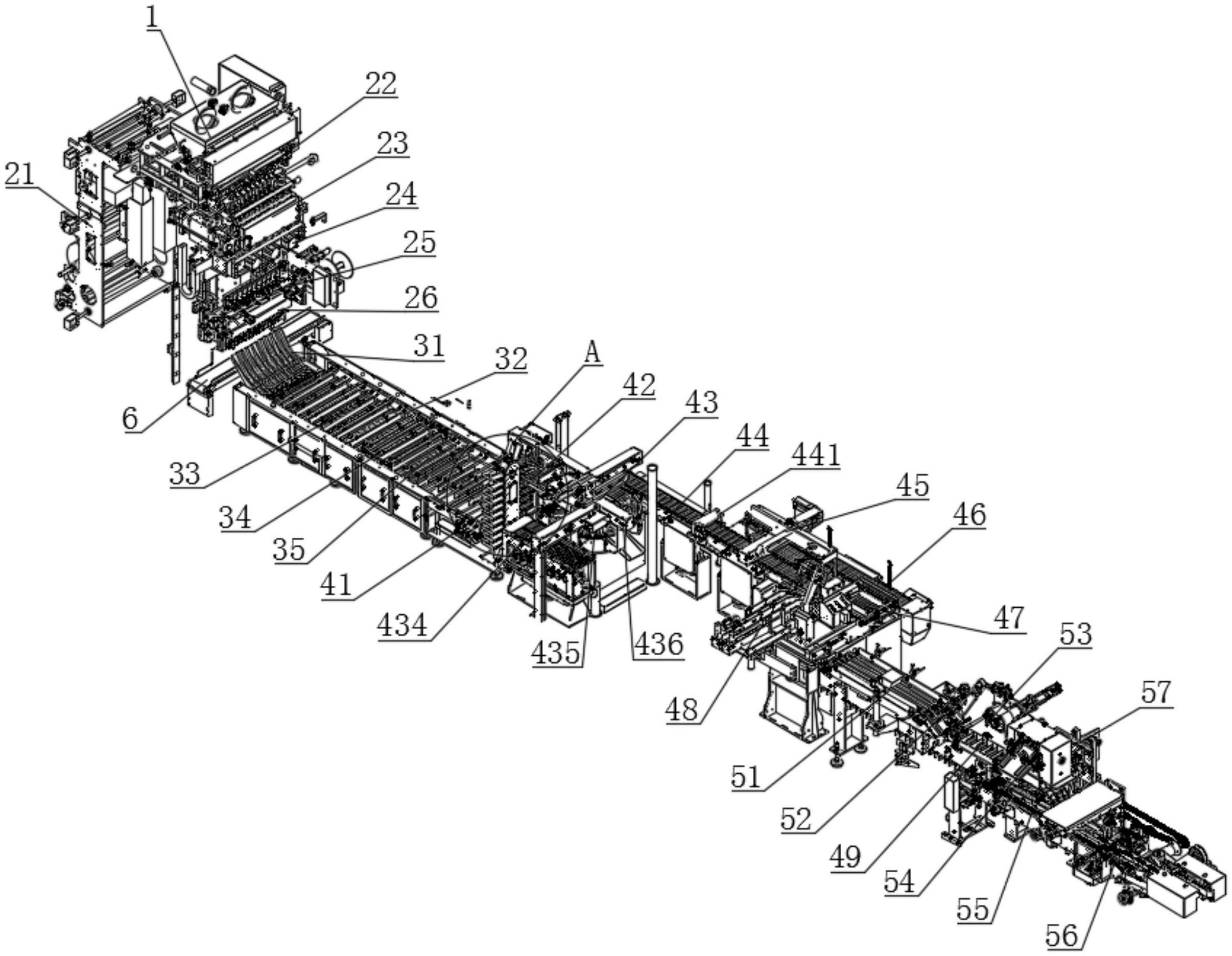
3、一种条包生产装盒生产线,包括依次对接的计量下料模块、条包成型模块、条包称重模块、条包计数输送模块和装盒模块;所述放膜机构用于输送包装膜,所述条包成型模块包括成型机架和设置在所述成型机架上且依次对接的放膜机构、分条机构、纵封机构、横封机构、易撕口切割机构和切刀机构,所述分条机构用于将放膜机构输送的包装膜进行分条,所述纵封机构用于使分条后的包装膜形成条包形状并对多列条包的纵边进行纵封,所述横封机构用于对条包的上下端分别进行横封并牵引条包下移;所述计量下料模块也设置在所述成型机架上,计量下料模块的下料管穿过所述纵封机构后延伸至所述横封机构处,将计量好的物料灌装进已纵封和底部横封的条包中;所述易撕口切割机构用于在条包上切割出易撕口,所述切刀机构用于将相连的条包切断。
4、所述条包称重模块包括称重机架和设置在所述称重机架上的滑槽、条包输送机构、单列称重机构、剔除机构和条包收拢机构,若干所述滑槽上宽下窄地斜向下平行设置,所述条包输送机构上设置有若干沿输送方向平行排列的单列输送槽,所述滑槽的上端与所述切刀机构的出料槽相对接,下端与单列输送槽相衔接,条包由滑槽滑至所述单列输送槽内后由条包输送机构进行单列输送;所述单列称重机构、剔除机构和条包收拢机构依次设置在所述条包输送机构上,单列称重机构设置在所述单列输送槽处,用于对单个条包进行称重,所述剔除机构用于剔除称重不合格的单个条包;所述条包收拢机构包括若干渐变窄的导向槽,所述导向槽与单列输送槽一一对应,且导向槽的入口端与单列输送槽的末端相对接,若干列条包在导向槽的导向下渐收拢靠近。
5、所述条包计数输送模块用于条包的输送和计数分组,使条包分成含有设定数量的分组以便装盒;所述装盒模块与所述条包计数输送模块衔接,用于将分组的条包装入纸盒中。
6、进一步地,所述条包计数输送模块包括第一条包输送线、条包分组转向机构、条包补充机构、条包剔除机构和第二条包输送线,所述第一条包输送线的两端分别与所述条包输送机构和条包转向机构相对接,第一条包输送线上沿输送方向设置有与所述导向槽的数量相同的第一分隔槽;
7、所述条包分组转向机构包括转盘和分组板,若干所述分组板沿所述转盘的径向均布在所述转盘上,转盘转动带动各分组板依次与第一条包输送线和第二条包输送线相对接,各分组板上设置有与第一条包输送线上第一分隔槽的数量相同的第二分隔槽,第二分隔槽与第一分隔槽的末端一一对接,通过在对接位置处设置阻挡组件和拨料组件,使第一条包输送线上的条包分组转移至所述分组板上,并实现转向的目的;所述转盘外围处依次设置有第一检测工位、条包补充工位、第二检测工位、条包剔除工位和条包输出工位,所述第一检测工位和第二检测工位处均设置有检测装置,用于检测经过的分组板上的各第二分隔槽内是否均存在条包,以判断是否需要补充条包,或是否补充充分。所述条包补充机构设置于所述条包补充工位处,用于当第二分隔槽有空缺时,将条包补充进空的第二分隔槽内。所述条包剔除机构设置于条包剔除工位处,用于剔除仍存在有空第二分隔槽的分组板上的整组条包。所述第二条包输送线设置于所述条包输出工位处,第二条包输送线设置有与所述第二分隔槽相适配的第三分隔槽,当分组板转至条包输出工位时,第二分隔槽内的条包转移至第三分隔槽内,条包由第二条包输送线继续输送,所述第三分隔槽的方向垂直于第二条包输送线的输送方向。
8、进一步地,所述条包计数输送模块还包括提升机构,所述条包称重模块与条包计数输送模块安装在不同的高度平面上,所述提升机构设置于所述条包输送机构与第一条包输送线之间,用于提升条包;所述提升机构包括提升架、提升板和提升驱动组件,若干所述提升板间隔环绕在所述提升架上,并与所述提升驱动组件连接在提升驱动组件的驱动下在竖直平面内沿着提升架转动,依次与条包输送机构和第一条包输送线对接,所述提升板上设置有与所述导向槽和第一分隔槽的数量相同、位置相对的第四分隔槽,条包收拢机构上导向槽内的条包转移至提升板上的第四分隔槽内后,再由提升机构提升至与第一条包输送线对接,条包由第四分隔槽转移至第一条包输送线上的第一分隔槽内。
9、进一步地,所述条包计数输送模块还包括条包随动机构、二次计数机构、第三条包输送线和整列出料机构,所述条包随动机构包括条包过渡输送平台和第一拨料组件,所述条包过渡输送平台直线往复运动且运行方向平行于第二条包输送线,第二条包输送线、条包过渡输送平台和第三条包输送线平行设置且依次对接,所述条包过渡输送平台上设置有与所述第二条包输送线上的第三分隔槽相对接配合的第五分隔槽,所述第三条包输送线设置有与所述条包过渡输送平台上的第五分隔槽相对接配合的第六分隔槽;所述第一拨料组件包括拨料板和与所述拨料板相连接的横向往复驱动组件,横向往复驱动组件驱动拨料板在第二条包输送线、条包过渡输送平台和第三条包输送线的上方横向移动,将第二条包输送线上第三分隔槽内的条包经条包过渡输送平台上的第五分隔槽拨至第三条包输送线的第六分隔槽内,通过条包过渡输送平台的过渡调节作用使得条包在第三条包输送线上有规律排列。所述二次计数机构设置在所述第二条包输送线上,用于再次检测条包分组内是否有空第五分隔槽,二次计数机构可为红外传感器或光纤传感器,设置在第五分隔槽的两端。
10、所述整列出料机构与所述第三条包输送线的后端对接,且两者的运行方向相互垂直,整列出料机构上设置有第二拨料组件,将第三条包输送线上的条包以既定的数量拨至整列出料机构上再整列分组出料。
11、进一步地,所述条包计数输送模块还包括上隔板机构,所述上隔板机构设置在所述整列出料机构的上方,用于在分组条包上放置隔板。
12、进一步地,所述条包计数输送模块还包括送料带,所述送料带与所述整列出料机构相对接,且与纸盒输送线相平行,送料带上间隔设置有隔板,分组条包由整列出料机构转移至送料带的相邻两隔板间。
13、进一步地,所述装盒模块包括纸盒成型模块和条包入盒模块,所述纸盒成型模块包括盒胚输送机构、开盒机构和第一插舌机构,所述盒胚输送机构用于输送成叠的平面盒胚,所述开盒机构用于将单个盒子打开成立体盒子,所述第一插舌机构用于将盒子一端的折页插入盒内边沿使纸盒一端封口。
14、所述条包入盒模块包括纸盒输送线、推料机构、说明书输送机构和第二插舌机构,所述纸盒输送线用于输送纸盒,纸盒输送线上依次设置有条包入盒工位、说明书入盒工位和插舌工位,所述条包入盒工位位于条包计数输送模块与纸盒输送线的对接处,所述推料机构设置于所述条包入盒工位处,用于将条包计数输送模块上分组好的条包推入纸盒输送线上的纸盒内;所述说明书输送机构与所述说明书入盒工位衔接,用于输送说明书并将说明书输入纸盒中;所述第二插舌机构设置于所述插舌工位处,用于将纸盒另一端的折边插入纸盒内边沿使纸盒另一端封口。
15、进一步地,所述纸盒输送线有并列的两条,可同时进行两条线的条包装盒。
16、进一步地,所述切刀机构下方还设置有剔废输送线,所述切刀机构的出料槽可转动设置,当有不合格品时,出料槽转动至与所述剔废输送线对接,不合格品沿着出料槽滑至出料槽剔废输送线上,由剔废输送线输送至指定地点,所述剔废输送线的两侧设置有挡板。
17、进一步地,所述分条机构旁还设置有废边收卷机,用于膜边的收卷;所述计量下料模块包括伺服量杯下料机构,通过量杯进行物料的计量和下料。
18、本实用新型通过设置计量下料模块对包装物料的初步计量,再通过在条包称重模块上设置单列称重机构进行二次计量,从而保证条包计量的准确性,保证条包的质量;通过在条包分组转向机构处条包补充机构的前后位置分别设置检测装置,检测是否缺包,并及时补充缺包,同时在后续的输送线上设置二次计数机构,再次检测是否确保,多重措施实现不停机自动补料,保证不缺包,不漏包,进一步提高了包装的质量和自动化程度;多列条包同时生产、计数、分组,两条装盒生产线同时装盒,提高了条包生产和装盒的速度,条包速度可达70-80切每分钟,效率高。
- 还没有人留言评论。精彩留言会获得点赞!