一种水平给袋式袋装机的制作方法
本技术涉及袋装机,具体是一种水平给袋式袋装机。
背景技术:
1、袋装机顾名思义是把产品自动包装到袋子的机器,具备计量精确,使用方便,效率高等一系列特点。
2、在针对粉质产品的包装时,下料时会产生很多粉尘,但是现有的袋装机没有专门针对下料时粉尘处理的结构,使得下料时,粉尘飞扬,影响生产环境;另外,现有的袋装机在实现产品的包装时,流水性作业差,在实现进料之后,需要单独进行封口,无法实现送袋、灌装、封口和输送一体化完成,在使用时,当固袋、灌装和封口时都要停止输送,无法实现一次停止输送的空隙,同时完成固袋、灌装和封口工作,导致工作效率无法提高的情况。
技术实现思路
1、本实用新型的目的在于提供一种水平给袋式袋装机,以解决上述背景技术中提出的现有的袋装机在进行装料时粉尘容易飞扬以及效率较低的问题。
2、为实现上述目的,本实用新型提供如下技术方案:
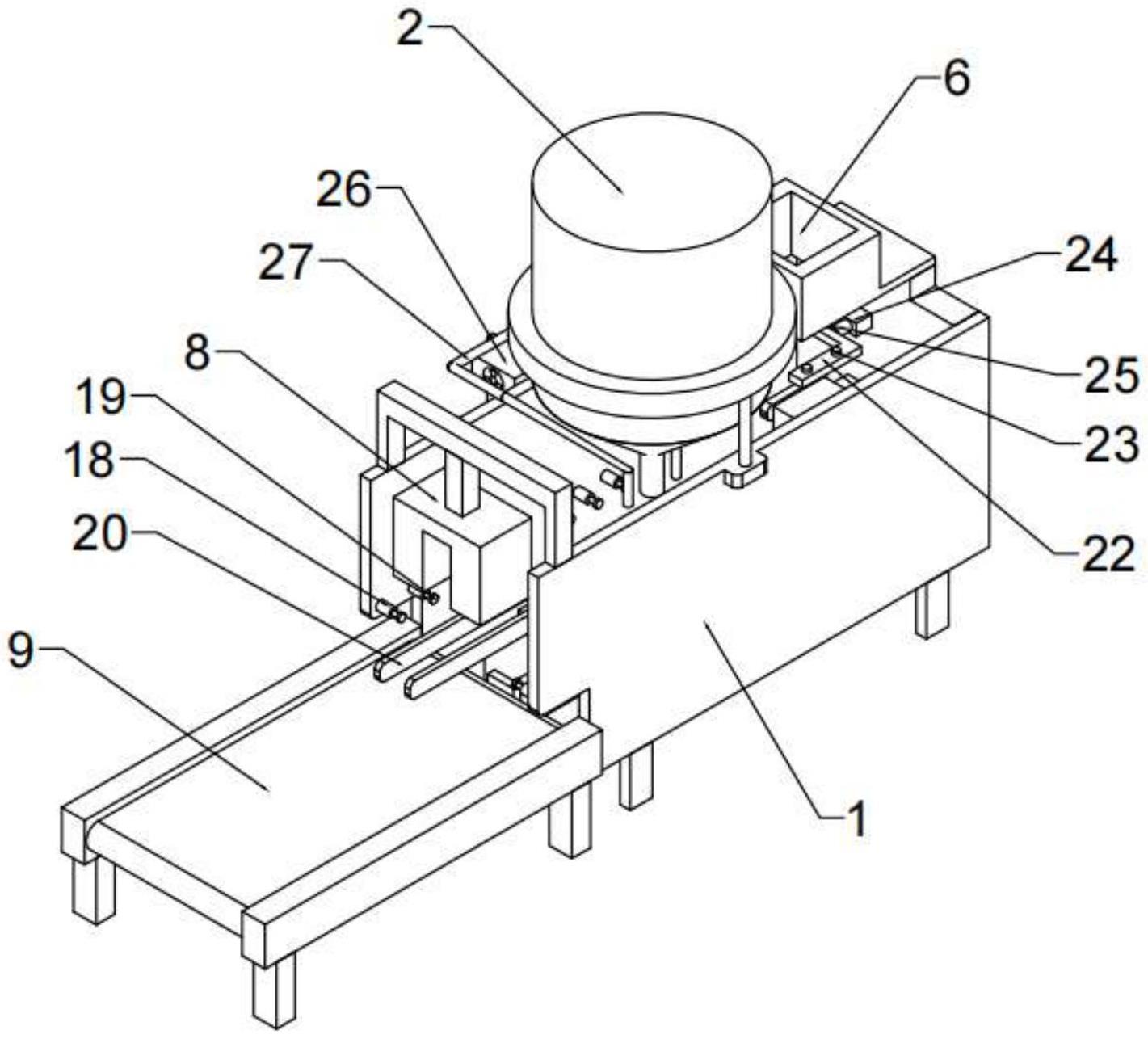
3、一种水平给袋式袋装机,包括安装架,所述安装架上设置有料斗,所述料斗的底端设置有下料管,所述下料管的两侧设置有吸尘管,所述吸尘管上连接有抽吸机构,所述料斗的一侧设置有取袋架,所述取袋架的底端设置有吸附给袋机构,所述料斗的另一侧设置有封口机构,所述封口机构的尾端连接有输送机构,所述安装架的下方设置有支撑架,所述支撑架上滑动设置有安装座,所述安装座与支撑架之间设置有驱动气缸,所述安装座上设置有夹袋结构,所述安装架上配合下料管以及封口机构均对称设置有两组夹紧结构,所述下料管的底端配合对应的夹紧结构设置有吸附开袋组件。
4、作为本实用新型进一步的方案:所述吸附开袋组件包括对称设置在下料管两侧的电动推杆,所述电动推杆的输出端设置有第一真空吸盘,通过电动推杆以及第一真空吸盘的配合实现包装袋进料时开口处的辅助开启。
5、作为本实用新型进一步的方案:所述夹紧结构安装在安装架对应位置的电缸,所述电缸的输出端设置有夹紧块,通过电缸以及夹紧块的配合实现包装袋上料时以及封口时的夹紧固定。
6、作为本实用新型再进一步的方案:所述夹袋结构包括对称且转动铰接在安装座上的夹紧架,所述夹紧架与安装座之间转动铰接有液压缸,通过液压缸与夹紧架的配合实现对包装袋的夹紧输送。
7、作为本实用新型再进一步的方案:所述吸附给袋机构包括设置在取袋架下方的吸附架,所述吸附架上均匀设置有多个第二真空吸盘,且所述吸附架转动可调节的安装在安装架上,通过吸附架以及第二真空吸盘的配合实现包装袋上料时的吸附。
8、作为本实用新型再进一步的方案:所述安装架上设置有升降组件,所述升降组件上设置有电机,所述吸附架安装在电机的输出端,通过电机以及升降组件的配合实现吸附架的升降以及转动控制。
9、作为本实用新型再进一步的方案:所述抽吸机构包括抽风机,所述抽风机上连接有抽吸管,所述抽吸管的一端与吸尘管连接,另一端连接有集尘袋,通过抽风机、抽吸管以及除尘管的配合实现包装袋进料时的粉尘的吸收。
10、相比于现有技术,本实用新型的优点在于:
11、1、本实用新型包括安装架,并在安装架上设置有料斗,料斗的底端设置有下料管,下料管的两侧设置有吸尘管,吸尘管上连接有抽吸机构,其中,抽吸机构包括抽风机,抽风机上连接有抽吸管,抽吸管的一端与吸尘管连接,另一端连接有集尘袋,在实现包装袋的进料时,启动抽风机,在抽风机与抽吸管的配合下,可以使得吸尘管处处于负压状态,从而将包装袋进料过程中的灰尘可以进行抽吸收集,并通过抽吸管输送至吸尘袋内进行收集,这样,可以减少包装袋进料时,粉尘飞扬的情况,提高整体的作业环境。
12、2、本实用新型包括安装架,将料斗、取袋架以及封口机构均安装在安装架上,同时,在安装架的底端通过支撑架滑动且可往复驱动设置有安装座,在安装座上设置有两组可以相互夹紧的夹紧架,这样,通过夹紧架与安装座的配合可以实现包装袋在夹紧之后的移动驱动,从而便于将上移流程的包装袋夹紧输送至下一流程,从而实现产品包装时的连续化作业,提高作业效率。
13、3、本实用新型在安装架上配合下料管以及封口机构均对称设置有两组夹紧结构,所述下料管的底端配合对应的夹紧结构设置有吸附开袋组件,通过吸附开袋组件可以实现包装袋进料时的开口辅助,同时通过夹紧结构可以实现包装袋进料以及封口时的夹紧固定,与夹紧架配合实现包装袋不同时段的夹紧固定。
14、4、本实用新型可以实现包装袋灌料完成之后随即进行封口操作,可以实现送袋、灌装、封口和输送一体化完成,流水性作业性能高,当固袋、灌装和封口时停止输送的空隙,可以同时完成固袋、灌装和封口工作,生产效率高。
技术特征:
1.一种水平给袋式袋装机,包括安装架(1),所述安装架(1)上设置有料斗(2),所述料斗(2)的底端设置有下料管(3),其特征在于:所述下料管(3)的两侧设置有吸尘管(4),所述吸尘管(4)上连接有抽吸机构(5),所述料斗(2)的一侧设置有取袋架(6),所述取袋架(6)的底端设置有吸附给袋机构(7),所述料斗(2)的另一侧设置有封口机构(8),所述封口机构(8)的尾端连接有输送机构(9),所述安装架(1)的下方设置有支撑架(10),所述支撑架(10)上滑动设置有安装座(11),所述安装座(11)与支撑架(10)之间设置有驱动气缸(12),所述安装座(11)上设置有夹袋结构(13),所述安装架(1)上配合下料管(3)以及封口机构(8)均对称设置有两组夹紧结构(14),所述下料管(3)的底端配合对应的所述夹紧结构(14)设置有吸附开袋组件(15)。
2.根据权利要求1所述的一种水平给袋式袋装机,其特征在于:所述吸附开袋组件(15)包括对称设置在下料管(3)两侧的电动推杆(16),所述电动推杆(16)的输出端设置有第一真空吸盘(17)。
3.根据权利要求2所述的一种水平给袋式袋装机,其特征在于:所述夹紧结构(14)安装在安装架(1)对应位置的电缸(18),所述电缸(18)的输出端设置有夹紧块(19)。
4.根据权利要求1所述的一种水平给袋式袋装机,其特征在于:所述夹袋结构(13)包括对称且转动铰接在安装座(11)上的夹紧架(20),所述夹紧架(20)与安装座(11)之间转动铰接有液压缸(21)。
5.根据权利要求1所述的一种水平给袋式袋装机,其特征在于:所述吸附给袋机构(7)包括设置在取袋架(6)下方的吸附架(22),所述吸附架(22)上均匀设置有多个第二真空吸盘(23),且所述吸附架(22)转动可调节的安装在安装架(1)上。
6.根据权利要求5所述的一种水平给袋式袋装机,其特征在于:所述安装架(1)上设置有升降组件(24),所述升降组件(24)上设置有电机(25),所述吸附架(22)安装在电机(25)的输出端。
7.根据权利要求1所述的一种水平给袋式袋装机,其特征在于:所述抽吸机构(5)包括抽风机(26),所述抽风机(26)上连接有抽吸管(27),所述抽吸管(27)的一端与吸尘管(4)连接,另一端连接有集尘袋(28)。
技术总结
本技术涉及一种水平给袋式袋装机,包括安装架,安装架上设置有料斗,料斗的底端设置有下料管,下料管的两侧设置有吸尘管,吸尘管上连接有抽吸机构,料斗的一侧设置有取袋架,取袋架的底端设置有吸附给袋机构,料斗的另一侧设置有封口机构,封口机构的尾端连接有输送机构,安装架的下方设置有支撑架,支撑架上滑动设置有安装座,安装座与支撑架之间设置有驱动气缸,安装座上设置有夹袋结构,安装架上配合下料管以及封口机构均对称设置有两组夹紧结构,下料管的底端配合对应的夹紧结构设置有吸附开袋组件,本技术使用便捷,生产效率高,且可以实现包装袋进料时的除尘,保证了生产环境。
技术研发人员:王敬,刘晓莹,齐俊才,王成龙,曾庆才,王新娣
受保护的技术使用者:天津市保灵动物保健品有限公司
技术研发日:20221202
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!