一种功能胶带加工生产用输料机构的制作方法
本发明涉及胶带加工,尤其涉及一种功能胶带加工生产用输料机构。
背景技术:
1、功能胶带(功能性胶带)的作用不止是粘接物体,还能实现绝缘、导电、防滑、屏蔽和/或防水等功能,其基本结构与普通胶带结构近似,生产过程也较为类似,均需要在薄膜上涂胶而后切割成带状最后卷绕成卷,或直接将涂有胶层的薄膜切割成带状最后卷绕成卷。
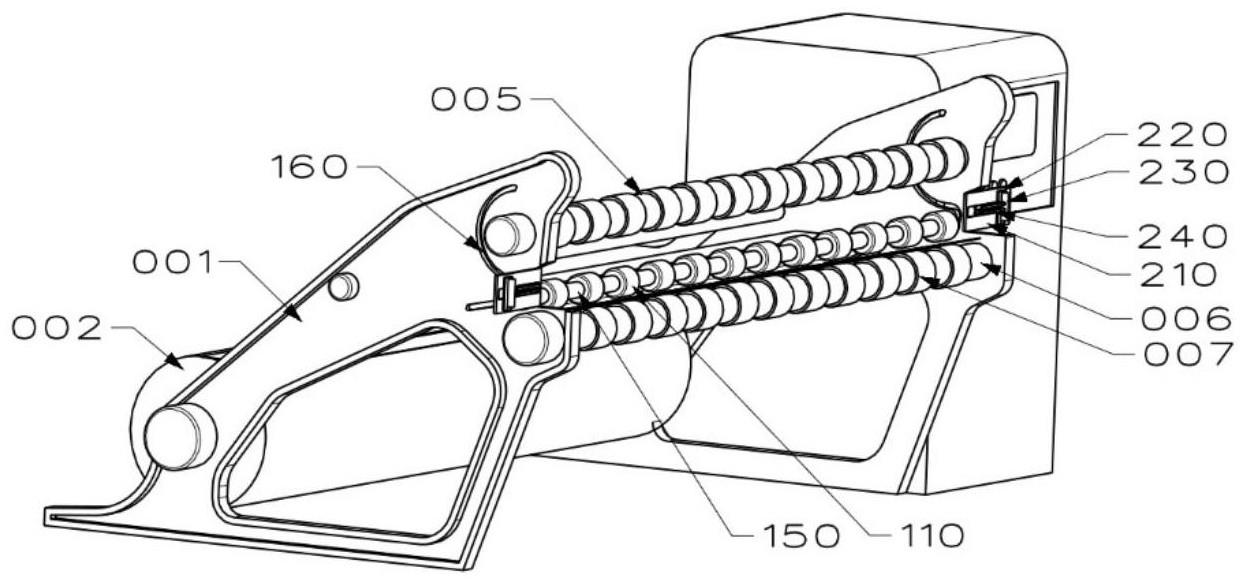
2、现有技术中的(功能)胶带在生产制造过程中,通常使用胶带加工生产设备,胶带加工生产设备包括承载支撑架001、母卷放料组件002、导向辊组003、分切组件004、第一卷绕柱005、第二卷绕柱006、废料卷收组件008、动力组件和控制单元;生产加工时,需要首先配合母卷放料组件002拽动母卷上的带有胶层的薄膜,在导向辊组003的引导下将薄膜拉拽至第一卷绕柱005和第二卷绕柱006之间;控制分切组件004运行并同时拉动薄膜移动进而将薄膜切割成多个带体,直至切割成带状的薄膜(为了叙述的方便,在此将切割成带状的薄膜定义为带状薄膜)贴近第二卷绕柱006的胶带承载筒007;而后将带状薄膜粘贴在胶带承载筒007上;操作人员在靠近第二卷绕柱006的位置将薄膜沿第二卷绕柱006的轴向割开,并将割下的薄膜废弃;而后手动将其中一部分的带状薄膜粘贴在第一卷绕柱005上的胶带承载筒007上;当胶带卷收至需求长度后,需要将带状薄膜切断而后卸下胶带承载筒007,装上新的胶带承载筒007后还需要逐个将带状薄膜粘贴在新的胶带承载筒007上。
3、上述设备在加工生产功能胶带时,粘贴胶带的过程繁琐复杂、劳动强度较大且不利于生产效率的提升;因此,需要一种能够辅助操作人员完成粘贴胶带的工作的功能胶带加工生产用输料机构。
技术实现思路
1、本技术实施例通过提供一种功能胶带加工生产用输料机构,解决了现有技术中胶带加工生产设备使用过程繁琐复杂且劳动强度较大,进而导致生产效率相对较低的技术问题,实现了胶带加工生产设备使用时需要人工参与环节较少,使用过程简便,操作人员劳动强度较小且生产效率相对较高的技术效果。
2、本技术实施例提供了一种功能胶带加工生产用输料机构,设置在胶带加工生产设备上,胶带加工生产设备包括承载支撑架、母卷放料组件、导向辊组、分切组件、第一卷绕柱、第二卷绕柱、动力组件和控制单元;
3、输料机构包括两端定位有支撑滑动块的移位杆、移位导轨和泵气组件;
4、所述移位杆由多个吸附移位单元和多个衔接杆依次拼接而成;
5、所述吸附移位单元包括轮形囊、支撑柱和导气软管;
6、所述轮形囊端部设有通气孔,侧壁上设有一个抽吸孔;
7、所述支撑柱内部中空,贯穿且固定在轮形囊上,端部设有透气孔,侧壁上设有导气孔;
8、所述导气软管一端固定在导气孔上,另一端固定在抽吸孔上;
9、所述衔接杆上设有两个输气通道,两个输气通道分别与通气孔和透气孔相连通;
10、所述移位导轨定位在承载支撑架上,用于为移位杆的移动导向;
11、所述泵气组件定位在承载支撑架上,用于控制轮形囊和支撑柱的内部的气体量。
12、进一步的,所述导气软管为塑料伸缩波纹管。
13、进一步的,所述承载支撑架为板形或框架结构,放置在水平地面上,用于承载固定胶带加工生产设备上的其他部件;
14、所述母卷放料组件为滚筒结构,用于承载并按需求速度释放母卷上的带有胶层的薄膜;所述母卷放料组件定位在所述承载支撑架上,长度方向与水平方向平行;所述母卷放料组件上套设固定有母卷;
15、所述导向辊组为多个绕自身轴线转动连接在所述承载支撑架上的柱形辊的组合,起到为带有胶层的薄膜导向的作用;
16、所述分切组件定位在所述承载支撑架上,用于在控制单元的控制下将带有胶层的薄膜适时切割成带状;
17、所述第一卷绕柱和第二卷绕柱均为柱形,可拆卸定位在所述承载支撑架上,且在控制单元及动力组件的协同控制下绕自身轴线进行转动,二者一上一下设置,二者均起到卷绕胶带的作用;
18、第一卷绕柱和第二卷绕柱上均套设固定有多个用于承载胶带的胶带承载筒。
19、优选的,所述移位杆与支撑滑动块之间还定位有电动伸缩杆,一个移位杆上的电动伸缩杆的数量为两个,分别定位在移位杆的两端;
20、电动伸缩杆受控于控制单元进行伸缩;电动伸缩杆的存在使得移位杆能够进行横向移动。
21、进一步的,所述导气软管为直管,其上套设有承载压簧;
22、所述抽吸孔和导气孔上均固定有抵触环,抵触环为硬质环体;
23、所述承载压簧为压簧,其两端分别抵触在两个抵触环上。
24、优选的,所述吸附移位单元和衔接杆可拆卸的拼接在一起,衔接杆具备多种规格,可根据实际需求拼接出不同规格的移位杆进而适用不同规格的胶带。
25、优选的,所述轮形囊内设有多根塑形绳,塑形绳为塑料软绳,密布在轮形囊内,一端固定在轮形囊的内壁上,另一端固定在支撑柱的侧壁上。
26、优选的,还包括废料卷收单元;
27、所述废料卷收单元整体呈轮形,数量为两个,分别位于移位杆的两端,且紧贴支撑滑动块设置,包括轮状囊、承载柱和导气弹性管;
28、所述轮状囊为圆柱形的弹性囊,侧壁上靠近中部的位置设有一个抽气孔;所述轮状囊的外侧壁上密布有橡胶凸点;
29、所述承载柱为内部中空的硬质圆柱体,贯穿且固定在所述轮状囊上,承载柱的侧壁上设有抽气孔;
30、所述轮状囊与承载柱的轴向相同,轮状囊的直径大于承载柱的直径;
31、所述导气弹性管为橡胶软管,一端固定在所述输气孔上,另一端固定在所述抽气孔上,随轮状囊的涨缩而伸缩;导气弹性管的内壁上密布有橡胶凸点;
32、所述泵气组件还与轮状囊及承载柱的内部空间相连通;
33、所述轮状囊上靠近抽气孔的位置设有用于切断废边的电加热丝。
34、优选的,还包括废料切割组件,数量为两个,定位在承载支撑架上且分别靠近第二卷绕柱的两端设置,包括支撑板、滑动块、转动柱、转动夹子体和转动切割单元;
35、所述支撑板起到支撑的作用,为矩形板体,固定在承载支撑架上;
36、所述滑动块滑动定位在所述支撑板上,在控制单元的控制下沿水平方向进行滑动;
37、所述转动柱竖向设置,绕自身轴线转动连接在所述滑动块上,在控制单元的控制下进行转动;
38、所述转动夹子体和转动切割单元均定位在转动柱上,水平设置,均整体呈杆形,转动夹子体为电动夹,转动切割单元为电动剪;
39、使用时,控制单元控制转动夹子体和转动切割单元伸入废料卷和废料卷收单元之间的间隙,而后将废料卷剪断并夹持固定;最后控制转动柱进行转动,放松转动夹子体使得废料卷掉落。
40、优选的,所述转动夹子体上设有加热片,加热片位于转动夹子体上与废料卷接触的位置。
41、本技术实施例中提供的一个或多个技术方案,至少具有如下技术效果或优点:
42、通过提供一种功能胶带加工生产用输料机构,利用负压抽吸的方式带动带状薄膜移动进而代替操作人员完成抓取、移动及粘贴带状薄膜的工作;有效解决了现有技术中胶带加工生产设备使用过程繁琐复杂且劳动强度较大,进而导致生产效率相对较低的技术问题,进而实现了胶带加工生产设备使用时需要人工参与环节较少,使用过程简便,操作人员劳动强度较小且生产效率相对较高的技术效果。
- 还没有人留言评论。精彩留言会获得点赞!