阀塔模组检修装卸装置及装卸方法与流程
本发明涉及一种阀塔模组检修装卸装置及装卸方法,属于电力施工领域。
背景技术:
1、目前,statcom系统包含2个阀塔,分别布置在两个独立的阀厅中,每个阀塔包含a、b、c三相,单模块尺寸为:1371*340*520mm,重量超过0.2t;现有技术单模块检修时,由于阀厅内部空间限制,通常采用绝缘高低凳直接对模块进行检修,但是此过程单模块对位困难且难以拉出,两侧模组由于立柱干涉,问题更加突出。
2、经过对现有技术进行检索,发现公开号为cn110240058b的中国专利披露了一种阀塔模组更换装置及阀塔模组更换方法,其中包括模组转移机构,而模组转移机构又包括两个单元,其中一个单元为阀塔模组支承转移单元,另外一个单元为拉绳单元;阀塔模组支承转移单元包括底部支撑架和外框架;在外框架与底部支撑架间设置有适于容纳阀塔模组的收容区间;拉绳单元包括至少四根吊绳以及同时与至少四根吊绳相连的总绳。在使用过程中发现检修效率低且存在安全隐患。
技术实现思路
1、本发明所要解决的技术问题是克服现有技术的缺陷,提供一种阀塔模组检修装卸装置,它能够提高模组检修过程的安全性,提升模组拆卸效率,降低检修成本。
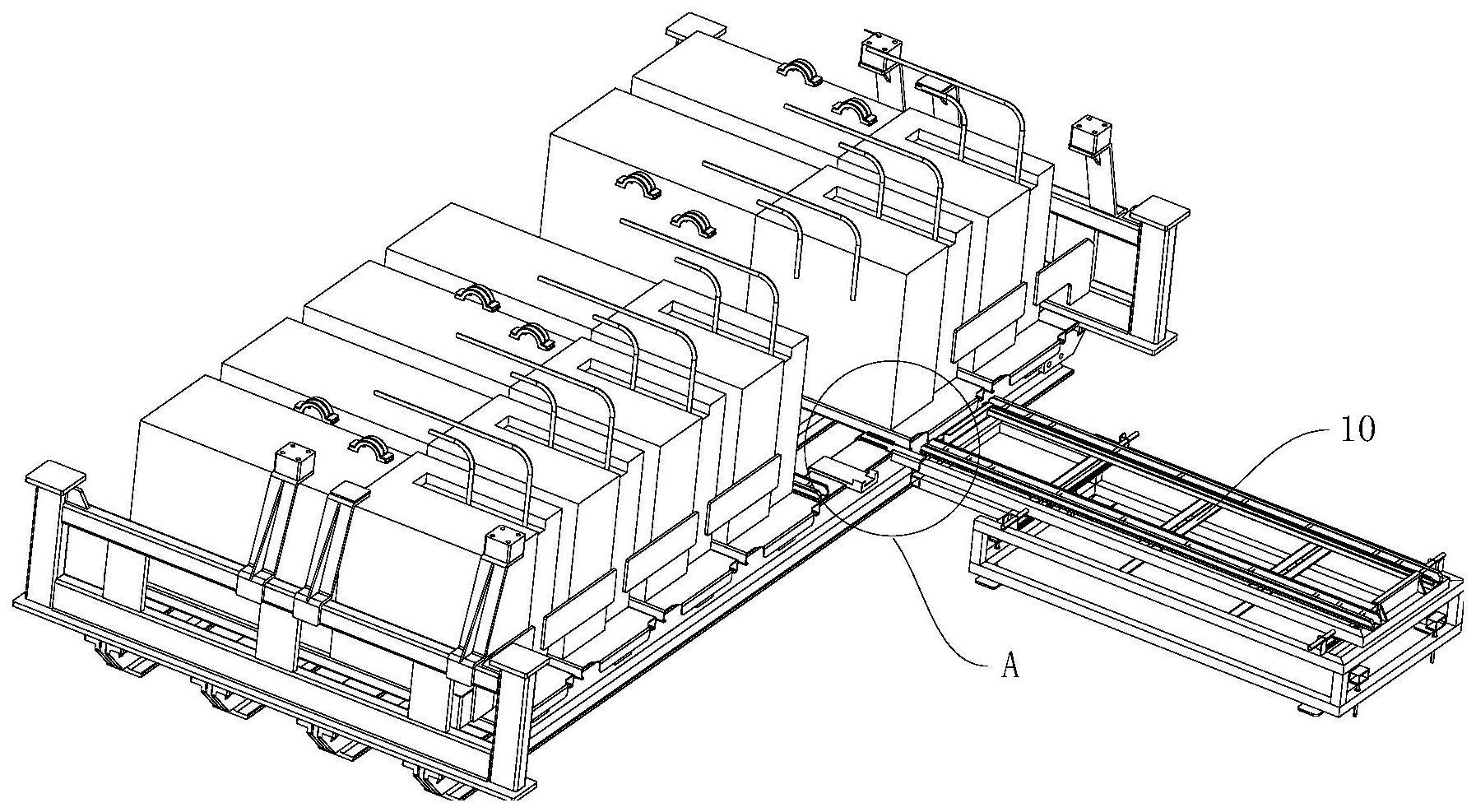
2、为了解决上述技术问题,本发明的技术方案是:一种阀塔模组检修装卸装置,包括:
3、适于被带动以上下移动的底座组件;
4、移动组件,所述移动组件滑配在所述底座组件上并适于相对所述底座组件纵向移动;
5、检修导轨组,所述检修导轨组安装在所述移动组件上,所述检修导轨组中的检修导轨和待检修模组的导轨一一对应,所述检修导轨适于在所述移动组件和所述底座组件移动到位后承接所述待检修模组;其中,所述移动组件和所述底座组件移动到位后,所述检修导轨和所述待检修模组的对应导轨处于同一延伸方向上。
6、进一步,为了方便待检修模组移动到检修导轨组上,所述待检修模组适于在所述检修导轨组上横向移动。
7、进一步,为了对在检修导轨组上移动到位的待检修模组进行限位,所述底座组件上设置有当所述待检修模组在所述检修导轨组上移动到位后用于限定所述待检修模组的至少一横向移动限位部件。
8、进一步,提供了一种横向移动限位部件的具体结构,所述横向移动限位部件包括两横向移动限位组件,两横向移动限位组件中的至少一个可拆卸式地或可活动地安装在底座组件上,在所述待检修模组移动到位后,两横向移动限位组件分别抵靠所述待检修模组横向上的两侧以限定所述待检修模组在检修导轨组上的移动。
9、进一步,为了在移动组件移动到位后对移动组件进行限位,阀塔模组检修装卸装置还包括适于在移动组件纵向移动到位后用于限定所述移动组件纵向移动的至少一纵向移动限位部件。
10、进一步,提供了一种纵向移动限位部件的具体结构,所述纵向移动限位部件包括两纵向移动限位组件,两纵向移动限位组件分别抵靠移动组件纵向上的两侧以限定所述移动组件在所述底座组件上的纵向移动。
11、进一步,提供了一种纵向移动限位组件的具体结构,所述纵向移动限位组件包括:
12、连接件,所述连接件连接在所述底座组件上;
13、螺杆,所述螺杆通过螺纹连接在所述连接件上,通过旋拧所述螺杆抵在所述移动组件的对应侧上。
14、进一步,为了使得底座组件能够上下移动以对齐检修导轨和待检修模组的导轨的高度,通过一带叉齿的抬升装置带动底座组件上下移动,所述底座组件上设有连接抬升装置的叉齿的至少一叉齿连接部件。
15、进一步,提供了一种叉齿连接部件的具体结构,所述叉齿连接部件包括:
16、调节螺杆,所述调节螺杆通过螺纹连接在底座组件上;
17、限位头,所述限位头安装在调节螺杆上,所述限位头和所述底座组件之间形成容置叉齿的空间。
18、进一步,为了快速地实现移动组件和底座组件移动后的定位,阀塔模组检修装卸装置还包括适于设置在阀塔上的辅助定位组件,所述移动组件和所述底座组件移动到位后,所述移动组件适于与所述辅助定位组件相抵以辅助定位。
19、进一步,提供了一种辅助定位组件的具体结构,所述辅助定位组件包括衔接基准部和辅助定位部;
20、所述衔接基准部包括抵靠阀塔在纵向上的侧面的纵向衔接基准面、抵靠阀塔在横向上的侧面的横向基准面、抵靠阀塔在上下方向上的侧面的竖向基准面;
21、所述辅助定位部包括纵向定位面和竖向定位面;所述移动组件和所述底座组件移动到位后,所述移动组件适于与所述纵向定位面和所述竖向定位面相抵。
22、进一步,所述辅助定位组件包括板材,所述板材向上延伸出至少一上翼片,所述板材向下延伸出一第一下翼片,所述上翼片在纵向上的侧面形成纵向衔接基准面,所述第一下翼片在横向上的侧面形成一横向基准面,所述第一下翼片在纵向上的侧面形成纵向定位面,所述板材在竖向上的部分侧面形成竖向定位面,所述板材在竖向上的部分侧面形成竖向基准面。
23、进一步,所述板材向下延伸出一第二下翼片,所述第二下翼片在横向上的侧面形成另一横向基准面,两横向基准面相对设置。
24、进一步,所述纵向衔接基准面抵靠阀塔上模组在纵向上的侧面;
25、和/或所述横向基准面抵靠阀塔上横梁在横向上的侧面;
26、和/或所述竖向基准面抵靠阀塔上横梁在竖向上的侧面。
27、本发明还提供了一种阀塔模组检修装卸装置的装卸方法,包括了上述阀塔模组检修装卸装置,方法的步骤中含有:
28、竖向抬升底座组件和横向移动移动组件使得底座组件和移动组件移动到位,从而检修导轨和待检修模组的对应导轨处于同一延伸方向上;
29、横向移动待检修模组,将待检修模组横向移动至检修导轨组上并到位;
30、利用阀塔模组检修装卸装置将待检修模组转运到指定位置进行检修。
31、采用了上述技术方案,本发明具有以下的有益效果:
32、在本发明中,先将带叉齿的抬升装置的叉齿引导进入叉齿连接部件,通过调整调节螺杆,将底座组件锁紧在叉齿上,减少后续待检修模组移动过程中,待检修模组的底板与检修导轨干涉、碰撞的概率,减少检修人员作业强度,同时底座组件与叉齿固定,实现过程简单便捷;在抬升时,在阀塔模组间隔的横梁间放置辅助定位组件,借助辅助定位组件,快速升高到与待检修模组至同一水平高度,并同时移动组件的灵活调节,使检修导轨与待检修模组的导轨在纵向上对齐,减少检修导轨与待检修模组的安装对接时间,且降低了带叉齿的抬升装置的初始位置的要求,极大提高检修效率;最后,通过t型拉钩将待检修模组拉至检修导轨组中,待检修模组与远离阀塔的横向移动限位组件接触时,停止拉动待检修模组,安装靠近阀塔的横向移动限位组件,限制待检修模组移动,最后阀塔模组检修装卸装置卸至地面,转运到指定位置进行检修。综上所述,阀塔模组检修装卸装置及装卸方法具有安全性高、效率高、成本低、经济性高的特点。
技术特征:
1.一种阀塔模组检修装卸装置,其特征在于,包括:
2.根据权利要求1所述的阀塔模组检修装卸装置,其特征在于,
3.根据权利要求1所述的阀塔模组检修装卸装置,其特征在于,
4.根据权利要求3所述的阀塔模组检修装卸装置,其特征在于,
5.根据权利要求1所述的阀塔模组检修装卸装置,其特征在于,
6.根据权利要求5所述的阀塔模组检修装卸装置,其特征在于,
7.根据权利要求6所述的阀塔模组检修装卸装置,其特征在于,
8.根据权利要求1所述的阀塔模组检修装卸装置,其特征在于,
9.根据权利要求8所述的阀塔模组检修装卸装置,其特征在于,
10.根据权利要求1所述的阀塔模组检修装卸装置,其特征在于,
11.根据权利要求10所述的阀塔模组检修装卸装置,其特征在于,
12.根据权利要求11所述的阀塔模组检修装卸装置,其特征在于,
13.根据权利要求12所述的阀塔模组检修装卸装置,其特征在于,
14.根据权利要求11或12或13所述的阀塔模组检修装卸装置,其特征在于,
15.一种使用如权利要求1至14中任一项所述的阀塔模组检修装卸装置的装卸方法,其特征在于,方法的步骤中含有:
技术总结
本发明公开了一种阀塔模组检修装卸装置及装卸方法,阀塔模组检修装卸装置包括:适于被带动以上下移动的底座组件、移动组件和检修导轨组,所述移动组件滑配在所述底座组件上并适于相对所述底座组件纵向移动;所述检修导轨组安装在所述移动组件上,所述检修导轨组中的检修导轨和待检修模组的导轨一一对应,所述检修导轨适于在所述移动组件和所述底座组件移动到位后承接所述待检修模组;其中,所述移动组件和所述底座组件移动到位后,所述检修导轨和所述待检修模组的对应导轨处于同一延伸方向上。它能够提高模组检修过程的安全性,提升模组拆卸效率,降低检修成本。
技术研发人员:杨涛,巢鑫迪,孟佳,顾杰,娄双涛,陆凯雷,蒋铁军
受保护的技术使用者:常州博瑞电力自动化设备有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!