锂电池卷材自动开卷整平送料生产线的制作方法
本发明涉及整平,具体为锂电池卷材自动开卷整平送料生产线。
背景技术:
1、自动开卷整平送料生产线在对锂电池卷材进行整平时,由于锂电池卷材整平易产生铝屑,铝屑易粘辊轮,而辊轮粘附的铝屑在整平时还会反作用于锂电池卷材,使锂电池卷材的掉粉、掉屑程度不断加剧。目前处理方式除了在锂电池卷材进行整平前涂专用铝合金拉伸油于锂电池卷材表面,使锂电池卷材在整平摩擦过程中降低掉粉、掉屑的程度;另一主要处理方式为增加对辊轮的清洁次数,避免掉粉、掉屑的恶性循环。
2、为便于对辊轮的清洁、维护,传统的自动开卷整平送料生产线,其整平机构通常可以自动掀开,自动掀开的方式为通过气缸或液压缸将整平机构的上机架进行顶起,以使得上机架上的整平辊轮与下机架上的整平辊轮能够分开一定空间。具体为:以锂电池卷材的通过方向为前后方向,上机架的后端与下机架的后端是转动连接的,用于顶升掀开的气缸(或液压缸)的活塞杆为转动连接在上机架的前端,气缸(或液压缸)的缸体为转动连接在下机架的前端,需要自动掀开时,可控制气缸(或液压缸)进行工作而自动将上机架的前端进行顶起,以达到自动掀开的目的。此类可自动掀开的整平机构的结构如专利号为201820422753.5的中国实用新型“一种新型上辊掀开式整平机”,或如专利号为202120246271.0的中国实用新型“一种冲压卷材矫正机的气缸掀开式结构”。
3、以锂电池卷材的通过方向为前后方向,机台的宽度方向为左右方向:下机架的左右两侧会设置较多的传动齿轮,以使下机架上的多根整平辊能够被带动。由于在进行顶升掀开时,气缸(或液压缸)的活塞杆和缸体会随着上机架的掀开而不断向后倾斜,若活塞杆和缸体太靠近上机架或下机架左右两侧的安装部件(比如传动齿轮),则在进行大角度掀开的,气缸(或液压缸)的倾斜活动范围较大,容易与上机架或下机架左右两侧的安装部件碰撞。受限于此,整平机的掀开角度较小通常仅有30度左右。
4、因此,若想获得更大的掀开角度,则需要将气缸(或液压缸)在机台的宽度方向上安装得更靠外而绕开上机架或下机架左右两侧的安装部件,这也导致机台的整体宽度会更大。
5、自动开卷整平送料生产线的开卷机、整平机及剪切机之间均会前后留有一定空间,因此,自动开卷整平送料生产线的前后长度通常是可调的,而宽度方向通常是受限的,过大的机台宽度不利于工作场所过道的通行。
6、再者,气缸(或液压缸)为在上机架和下机架的前端设置,而对整平机的辊轮清洁、维护的方式是:将上机架的前端向上掀开后,从前端进入并进行清洁、维护,安装在前端的气缸(或液压缸)直接限制活动空间。
7、以上,由于顶升掀开结构限制导致可掀开角度较小,以及进入维修、清洁活动空间受限均直接导致对辊轮的维修、清洁的难度增加。
技术实现思路
1、本发明为克服上述情况不足,旨在提供一种在整体宽度改变较小或不变的情况下,整平机构可掀开角度大,从可掀开的前端进入并进行维护、清洁更方便的锂电池卷材自动开卷整平送料生产线。
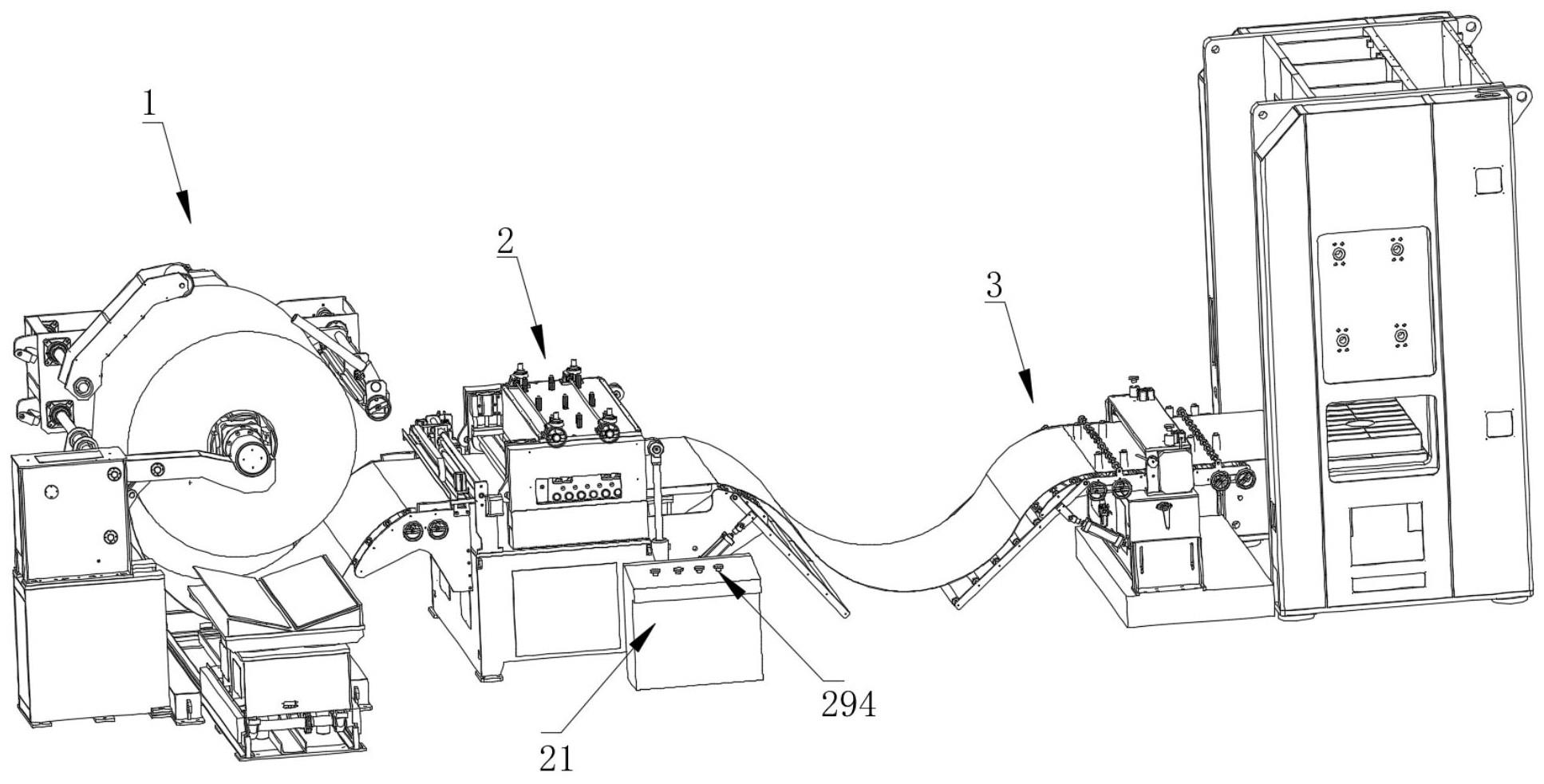
2、为实现上述目的,本发明提供如下技术方案:锂电池卷材自动开卷整平送料生产线,在前后方向上依次设置有开卷机构、整平机构和剪切送料机构;整平机构包括控制器、上机架、下机架、设置在上机架上的上整平辊,以及设置在下机架上的下整平辊,在上整平辊与下整平辊之间形成卷材可从前往后穿过的卷材整平通道,上机架的后端与下机架的后端通过一销轴铰接,使上机架可进行上下翻转;上机架的后端具有向后超过于销轴的掀开拉动部,下机架的后端具有向后超过于销轴的让位部;整平机构还包括升降机构,升降机构包括升降压杆,升降压杆的筒体和升降压杆的活塞杆构成两个第一支撑部,两个第一支撑部分别与掀开拉动部、让位部铰接。
3、作为本发明进一步方案:整平机构还包括扣紧机构;扣紧机构包括卡臂、扣紧压杆、安装在上机架的前端的压杆支撑座、安装在上机架的前端的扣紧转轴、安装在下机架的前端的扣紧支撑柱;卡臂的中段可转动设置在扣紧转轴上;扣紧压杆的筒体和扣紧压杆的活塞杆构成两个第二支撑部,两个第二支撑部分别与压杆支撑座、卡臂的一端铰接;卡臂的另一端具有与扣紧支撑柱对应的扣紧槽;在上机架回位后,转动卡臂使扣紧支撑柱对应进入扣紧槽形成防止上机架掀开的扣紧配合。
4、作为本发明进一步方案:下机架的前端具有位于卷材整平通道的进料口处的下进料导辊,上机架的前端具有位于卷材整平通道的进料口处的上进料导辊,下进料导辊可转动设置在下机架上,上机架上设置有导辊升降件和与上进料导辊的两端配合的轴承座,导辊升降件安装在上机架上并带动轴承座相对下进料导辊进行升降。
5、作为本发明进一步方案:导辊升降件为电控升降式导辊升降件。
6、作为本发明进一步方案:扣紧机构还包括扣紧位置检测单元;扣紧位置检测单元用于检测扣紧支撑柱是否进入扣紧槽以进行扣紧到位,并向控制器提供扣紧到位信号或未到位信号;控制器在获得扣紧到位信号期间,允许输出导辊升降件的下压控制。
7、作为本发明进一步方案:控制器还设置有导辊升降件控制按钮;控制器在获得扣紧到位信号期间:接收导辊升降件控制按钮的下压控制信号后,输出导辊升降件的下压控制。
8、作为本发明进一步方案:控制器在获得未到位信号期间,响应于该未到位信号而控制导辊升降件进行升起上进料导辊。
9、作为本发明进一步方案:升降压杆采用升降速度可控的伸缩件;在上机架的掀开或掀开后的回位时:在该掀开行程或回位行程的临近终点处,控制升降压杆使上机架进行转动减速。
10、作为本发明进一步方案:在上机架的掀开行程中,掀开行程具有:初始掀开行程、临近掀开终点行程和掀开终点;在初始掀开行程时,升降压杆采用第一范围的速度v1进行缩回;在临近掀开终点行程时,升降压杆可采用第二范围的速度v2进行缩回,在上机架掀开时,上机架为依次经过初始掀开行程、临近掀开终点行程、掀开终点;其中,速度v1大于速度v2。
11、作为本发明进一步方案:在上机架的回位行程中,回位行程具有:初始回位行程、临近回位终点行程和回位终点;在初始回位行程时,升降压杆采用第三范围的速度v3进行伸出;在临近回位终点行程时,升降压杆采用第四范围的速度v4进行伸出,在回位时,上机架为依次经过初始回位行程、临近回位终点行程、回位终点;其中,速度v3大于速度v4。
12、本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
技术特征:
1.锂电池卷材自动开卷整平送料生产线,其特征在于,在前后方向上依次设置有开卷机构、整平机构和剪切送料机构;
2.根据权利要求1所述的锂电池卷材自动开卷整平送料生产线,其特征在于,整平机构还包括扣紧机构;
3.根据权利要求2所述的锂电池卷材自动开卷整平送料生产线,其特征在于,下机架的前端具有位于卷材整平通道的进料口处的下进料导辊,上机架的前端具有位于卷材整平通道的进料口处的上进料导辊,下进料导辊可转动设置在下机架上,上机架上设置有导辊升降件和与上进料导辊的两端配合的轴承座,导辊升降件安装在上机架上并带动轴承座相对下进料导辊进行升降。
4.根据权利要求3所述的锂电池卷材自动开卷整平送料生产线,其特征在于,导辊升降件为电控升降式导辊升降件。
5.根据权利要求4所述的锂电池卷材自动开卷整平送料生产线,其特征在于,扣紧机构还包括扣紧位置检测单元;
6.根据权利要求5所述的锂电池卷材自动开卷整平送料生产线,其特征在于,控制器还设置有导辊升降件控制按钮;
7.根据权利要求5所述的锂电池卷材自动开卷整平送料生产线,其特征在于,控制器在获得未到位信号期间,响应于该未到位信号而控制导辊升降件进行升起上进料导辊。
8.根据权利要求1-7任一项所述的锂电池卷材自动开卷整平送料生产线,其特征在于,升降压杆采用升降速度可控的伸缩件;
9.根据权利要求8所述的锂电池卷材自动开卷整平送料生产线,其特征在于,在上机架的掀开行程中,掀开行程具有:初始掀开行程、临近掀开终点行程和掀开终点;
10.根据权利要求8所述的锂电池卷材自动开卷整平送料生产线,其特征在于,在上机架的回位行程中,回位行程具有:初始回位行程、临近回位终点行程和回位终点;
技术总结
本发明公开了锂电池卷材自动开卷整平送料生产线,涉及整平技术领域,在前后方向上依次设置有开卷机构、整平机构和剪切送料机构;整平机构包括控制器、上机架、下机架、设置在上机架上的上整平辊、设置在下机架上的下整平辊,上机架的后端与下机架的后端通过一销轴铰接,使上机架可进行上下翻转;上机架的后端具有向后超过于销轴的掀开拉动部,下机架的后端具有向后超过于销轴的让位部;整平机构还包括升降机构,升降机构包括升降压杆,升降压杆的筒体和升降压杆的活塞杆构成两个第一支撑部,两个第一支撑部分别与掀开拉动部、让位部铰接,在整体宽度改变较小或不变的情况下,整平机构可掀开角度大,从可掀开的前端进入并进行维护、清洁更方便。
技术研发人员:李丛莲,刘立超
受保护的技术使用者:东莞市佑亿精密自动化设备有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!