一种全自动绕线机的制作方法
本技术涉及绕线机,尤其是涉及一种全自动绕线机。
背景技术:
1、全自动绕线机一般包括主体、放线滚筒、绕线转子和张紧机构,放线滚筒、绕线转子和张紧机构均安装在主体上,放线转子转动将漆包线放出,通过张紧机构进行张紧,并缠绕到绕线转子上完成自动绕线。
2、现有的张紧机构一般由弹簧、顶杆和滑轮组成,滑轮转动连接在顶杆上,顶杆滑动连接在主体上,弹簧套设在顶杆上且弹簧的一端与顶杆连接另一端与主体连接,漆包线从放线滚筒放出后,绕过滑轮并缠绕到转子上。张紧力由弹簧的弹性系数决定,如果弹性系数太小,则起不到张紧作用,如果弹性系数太大,那么在初始工作时绕线转子转动,漆包线被卷绕在转子上,由于转子与放线辊是单独控制存在转子先启动,放线辊后启动的情况,也就是转子先转动放线辊还未转,这种情况下张紧机构上的弹簧被压缩,弹簧被压缩的量越大(弹力逐渐增大),漆包线受到的拉力越大,当这个拉力超过漆包线的拉力极限时,漆包线将被拉断,这正是由于弹性系数大,弹力是变化的,导致漆包线下压的缓冲行程小,还没等到转子和放线滚筒同步转动时就断了。因此该种张紧结构的全自动绕线机调节范围局限性大,容易出现断线。
技术实现思路
1、为了解决上述断线问题,本技术提供一种全自动绕线机。
2、本技术提供的一种全自动绕线机,采用如下的技术方案:
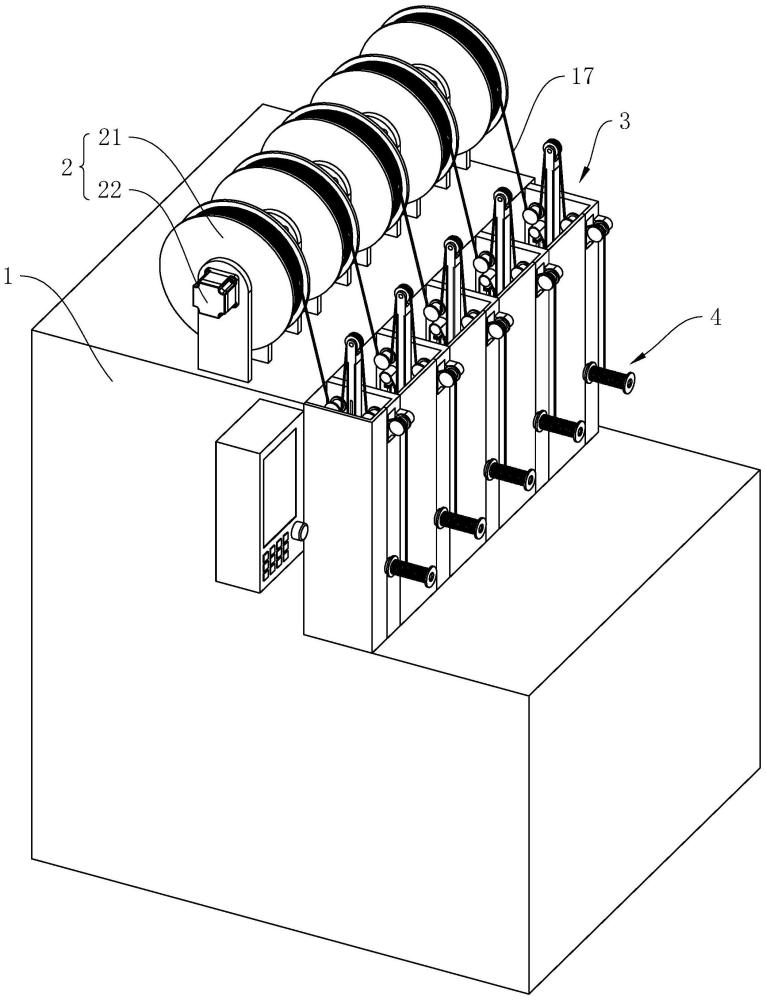
3、一种全自动绕线机,包括主体和依次设于主体上的放线机构、张紧机构和绕线机构,张紧机构包括张紧轮、顶杆、第一摩擦组件和第二摩擦组件,张紧轮安装在顶杆上,第一摩擦组件包括第一主动轮、第一从动轮和第一摩擦带,第一主动轮和第一从动轮均转动连接在主体上,第一摩擦带绕设在第一主动轮和第一从动轮上;第二摩擦组件包括第二主动轮、第二从动轮和第二摩擦带,第二主动轮和第二从轮均转动连接在主体上,第二摩擦带绕设在第二主动轮和第二从动轮上;顶杆夹设在第一摩擦带和第二摩擦带之间。
4、通过采用上述技术方案,初始工作时,漆包线绕过张紧机构绕在绕线辊上,第一主动轮带动第一从动轮和第一摩擦带运动,第一摩擦带与顶杆产生滑动摩擦,使顶杆产生一个向上的摩擦力;第二主动轮带动第二从动轮和第二摩擦带运动,第二摩擦带与顶杆产生滑动摩擦,使顶杆产生另一个向上的摩擦力,此时顶杆位于最高位;当放线辊和绕线辊都没有转动时,漆包线所受到的拉力与顶杆受到的摩擦力相抵消,且漆包线所受到的拉力小于漆包线的极限拉力,当出现绕线辊先转动,漆包线被绕制在绕线辊上,放线辊还未转动的情况时,顶杆在漆包线的拉力作用下向下运动,此时顶杆所受到的摩擦力与漆包线的拉力仍然相抵消,因为漆包线的拉力大小由顶杆所受到的摩擦力的大小来决定,然而顶杆所受到的摩擦力一直不变,通过设置顶杆的缓冲行程,可以使得漆包线所受到的拉力能一直小于漆包线的极限拉力,极大地减小了漆包线断线的情况发生,其次顶杆的缓冲行程由顶杆长度来决定,通过增加顶杆长度可增加顶杆的缓冲行程,相较于使用弹簧进行调节而言调节范围大,不容易出现断线的情况。
5、可选的,主体上安装有用于驱动第一主动轮转动的第一驱动源以及用于驱动第二主动轮转动的第二驱动源。
6、通过采用上述技术方案,第一驱动源带动第一主动轮转动从而带动第一从动轮和第一摩擦带运动,第二驱动源带动第二主动轮转动从而带动第二从动轮和第二摩擦带运动。
7、可选的,主体上固定连接有滑杆,顶杆上沿顶杆移动方向开有长条形的滑槽,滑杆滑动连接在滑槽中。
8、通过采用上述技术方案,滑杆固定在主体上,当顶杆上下移动时,滑杆在滑槽中滑动,使顶杆沿滑槽与滑杆移动方向滑动,防止顶杆在移动过程中脱离第一摩擦带和第二摩擦带。
9、可选的,主体上还设有用于调节顶杆与第一摩擦带之间摩擦力的调节机构,调节机构包括压板、调节螺杆和滑座,滑座固定连接在主体上,压板滑动连接在滑座上,调节螺杆与滑座螺纹连接,调节螺杆的一端抵接在压板上,压板远离滑座的一侧抵接在第一摩擦带上。
10、通过采用上述技术方案,张紧机构所提供的张紧力由顶杆所受到的摩擦力决定,而顶杆所受到的摩擦力大小由第一摩擦带和第二摩擦带对顶杆的夹紧力大小决定,第一摩擦带和第二摩擦带对顶杆的夹紧力越大,则第一摩擦带与顶杆所发生动摩擦的摩擦力以及第二摩擦带与顶杆所发生动摩擦的摩擦力大小越大,当张紧机构的张紧力过小时,转动调节螺杆,使压板推动第一摩擦带向顶杆方向移动,增加第一摩擦带与第二摩擦带对顶杆的夹紧力,使顶杆所受到的摩擦力变大,最终得到增加张紧机构张紧力的作用;当张紧机构的张紧力过大时,反向转动调节螺杆,使压板推动第一摩擦带向远离顶杆方向移动,减小第一摩擦带与第二摩擦带对顶杆的夹紧力,使顶杆所受到的摩擦力变小,最终得到减小张紧机构张紧力的作用。
11、可选的,放线机构包括放线辊和第三驱动源,放线辊转动连接在主体上,第三驱动源安装在主体上且用于驱动放线辊转动。
12、通过采用上述技术方案,当需要进行放线时,使第三驱动源驱动放线辊转动进行放线。
13、可选的,绕线机构包括绕线辊和第四驱动源,绕线辊转动连接在主体上,第四驱动源安装在主体上且用于驱动绕线辊转动。
14、通过采用上述技术方案,在绕线机构工作时,第四驱动机源驱动绕线辊转动进行绕线。
15、可选的,顶杆远离张紧轮的一端安装有齿条,主体上安装有齿轮,齿轮与齿条啮合,主体上还安装有电子油门,电子油门与齿轮同轴固定,且电子油门与第三驱动源电连接。
16、通过采用上述技术方案,电子油门通过其自身转动的角度来调节输出的电流大小,当转动角度越大时输出的电流越大,第三驱动源通过电流来控制转动的速度,当电流小时第三驱动源转动速度慢,当电流越大时第三驱动源转动越快,当顶杆向下运动时,带动齿条向下移动,从而带动齿轮和电子油门转动,使电子油门角度变大,加快漆包线的放线,当放出的漆包线多于收卷的漆包线时,张紧机构控制顶杆向上运动进行张紧,当顶杆向上运动时带动齿条向上运动,从而带动齿轮和电子油门反向转动,如此往复,直至顶杆和齿条稳定在一个合适的位置,使电子油门稳定在一个合适的角度上,此时放线速度等于收卷速度。通过设置齿轮、齿条和电子油门实现放线辊放线速度的自动调节。
17、可选的,顶杆对应第一摩擦带和第二摩擦带侧面设置有耐磨层。
18、通过采用上述技术方案,耐磨层具有耐磨性能,当第一摩擦带和第摩擦带分别与顶杆两侧的耐磨层摩擦时,耐磨层不容易出现磨损,延长了顶杆使用的寿命,减少了顶杆出现故障的概率。
19、可选的,主体上还设有第一导向轮和第二导向轮,第一导向轮和第二导向轮均转动连接在主体上,第一导向轮位于放线机构和张紧机构之间以用于对张紧机构的入线进行导向,第二导向轮位于张紧机构和绕卷机构之间以用于对张紧机构的出线进行导向。
20、通过采用上述技术方案,第一导向轮对张紧机构入线进行导向,使漆包线能够从放线辊顺利转移到张紧机构上的张紧轮上,第二导向轮对张紧机构出线进行导向,使漆包线能够从张紧轮顺利转移到绕线辊上,第一导向轮和第二导向轮的设置保证张紧机构能够正常工作。
21、综上所述,本技术包括以下有益技术效果:
22、1.本技术在张紧过程中自动调节时,张紧力恒定且小于漆包线的极限拉力,降低了漆包线发生断线的概率,其次顶杆的缓冲行程由顶杆长度来决定,通过增加顶杆长度可增加顶杆的缓冲行程,相较于使用弹簧进行调节而言调节范围大,不容易出现断线的情况;
23、2.本技术通过转动调节螺杆,使压板推动第一摩擦带靠近顶杆或远离顶杆,实现增大或减小第一摩擦带与第二摩擦带对顶杆的夹紧力,最终实现对张紧机构张紧力大小的调节。
- 还没有人留言评论。精彩留言会获得点赞!